Casting métallique, un ancien processus de fabrication datant de 6 000 ans, est toujours inclus dans l'industrie moderne. Une méthode de coulant en versant du métal fondu dans un moule et en le laissant refroidir à une forme solide , il permet la production de pièces avec des formes complexes et adapté à la production de masse. Les ingénieurs doivent avoir la capacité de contrôler le mélange de matériau, la précision de la moisissure et la vitesse de refroidissement, qui affectent directement la résistance de la coulée.
Cet article abordera entièrement les paramètres de conception les plus importants et les problèmes d'ingénierie utilisés dans le processus de moulage des métaux, partout dans la société de casting de métal où vous travaillez, ou effectuera une casting d'aluminium Dyi, et vous fournira une excellente compréhension technique qui vous permettra de mieux comprendre ce domaine technologique ancien mais contemporain.
. 
Autrement dit, comment fonctionne la coulée des métaux?
- Étape 1: Il doit y avoir une impression, la même que le produit final. L'impression est le sable, le métal ou autre, le choix exact est basé sur les exigences des opérations de coulée en métal.
- Étape 2: Le métal est chauffé à une température très élevée jusqu'à ce qu'il se transforme en fondu. Le métal fondu peut être du fer, de l'aluminium, du cuivre, etc. , en fonction des exigences du produit.
- Étape 3: Le métal fondu est versé dans le moule. Il s'agit de l'étape la plus importante dans les opérations de coulée des métaux et doit être effectuée avec soin afin que les défauts puissent être évités.
- Étape 4: refroidissement progressif du métal dans le moule jusqu'à ce qu'il durcit. Le temps de refroidissement dépend du métal et de la taille du produit.
- Étape 5: Une fois que le métal s'est complètement solidifié, l'opérateur ouvre le moule et retire la coulée. La coulée à ce stade peut avoir des portes ou des bavures excessives.
- Enfin: la coulée est polie, nettoyée ou autrement traitée pour obtenir la finition et la forme finales de surface souhaitées. Cette étape fait que les produits finis des procédures de coulée en métal répondent aux normes.
Quelles sont les considérations les plus critiques dans la conception d'un moulage en métal?
1. Sélection de la composition de la diffusion
Nous devons choisir le matériau métallique en fonction de l'objectif de la pièce. Pour la coulée du métal en alumalloy , le contenu en silicium doit être gardé sous contrôle de 8 à 12%. La proportion améliore la fluidité et la résistance aux fissures dans les alliages d'aluminium. La fonderie doit effectuer un test de la pureté du matériau à l'aide d'un spectromètre pour garder les impuretés hors de la résistance finale.
2. épaisseur et uniformité de la paroi
In metal casting design, the thickness of the wall should be as even as possible so that irregular shrinkage is inevitable upon cooling, resulting in deformation, shrinkage or cracking, especially in the case of alumalloy metal casting where the shrinkage of the aluminum alloy est plus grand, ce phénomène est plus important. Si un épaississement de certaines zones ne peut être évité, nous devons utiliser une structure de transition progressive afin que nous n'apporterons pas de changements soudains.
3. Contrôle de la précision et structure de moisissure
Là où l'efficacité de démollante est affectée par la position de la surface de séparation du moule, les pièces compliquées doivent être promues avec le mécanisme d'éjecteur pour empêcher le brouillage de la coulée dans la cavité. Pendant le fonctionnement, le moule doit être inspecté régulièrement pour l'usure, et les moules avec plus de 0,1 mm de précision doivent être retournés pour la réparation.
4. Corners et chanfreintes limités
Les pièces moulées doivent être fournies avec des coins arrondis ou chanfreinés pour éviter les concentrations de stress en raison des arêtes vives. Les coins fissurés ont tendance à se fissurer pendant le refroidissement ou le stress, tandis que les coins arrondis améliorent la résistance structurelle. Par exemple, dans la coulée du métal d'alumalloy, le rayon d'angle dans les coins arrondis doit être d'au moins 20% de l'épaisseur de la paroi afin d'assurer la durabilité de la coulée.
5. Gestion de la température et du refroidissement
Le point de fusion du métal doit être contrôlé dans ± 15 ℃. Une température élevée peut entraîner une taille de grain grossière et une basse température peut entraîner une mauvaise déversement. Nous utilisons un système de refroidissement par eau en conjonction avec un système de refroidissement de l'air , de sorte que la différence de température entre les surfaces intérieures et extérieures de pièces moulées de murs épaisses est inférieure à 50 ℃.
6.Tolérance grade
La tolérance à la coulée dépend du matériau, du processus et de l'application. La tolérance au coulée de sable est grande, tandis que la tolérance au coulée de précision est petite. Dimensionnel typique Les tolérances sur les moulages en alliage en aluminium sont généralement entre ± 0,5 mm à ± 2 mm , et les surfaces d'accouplement critiques de précision peuvent nécessiter un contrôle plus strict sur les tolérances. Les concepteurs doivent choisir la bonne précision comme requis pour éviter le trop-traitement pour augmenter le coût.
7.Optimisation du système de déclenchement
La conception de la porte et de la colonne montante a un impact sur le taux d'utilisation des matériaux. Les concepteurs utilisent un logiciel de simulation pour prédire la direction du débit métallique et réduisent les scories oxydées de courant de Foucault. Le taux de perte de matériaux est passé de 18% à 9% lorsque le système de déversement a été optimisé dans un projet de composant automobile .

Conception de joint de moule de coulée, quelles sont les considérations?
1. Conception de scellant
Les joints de moule doivent être complètement scellés pour prévenir les fuites de liquide métallique. Le type L, le type T, le type V et d'autres articulations doivent avoir des bandes d'étanchéité ou une structure d'ajustement de précision. Lorsque des fuites se produisent, la précharge peut être augmentée ou un matériau d'étanchéité à haute température substitué.
2. exigences de résistance structurelle
Les joints complexes tels que le type Y et le type + ont besoin d'un renforcement supplémentaire pour endurer. L'articulation subira une haute pression pendant la coulée et la structure doit être vérifiée par le stress. En cas de fissuration, Nous devons épaissir la partie vulnérable ou changer en matériau à haute résistance.
3.Sélection de la méthode de positionnement
Tous les types de joints doivent être fournis avec des épingles de localisation ou des rainures de guidage. Les joints de type T et Type + nécessitent une emplacement bidirectionnel. Lorsque des problèmes de désalignement sont rencontrés, nous devons vérifier les éléments de positionnement pour l'usure et les remplacer dans le temps.
4. Contrôle de la déformation thermique
Les articulations de type Vdoivent être utilisées pour la clairance de l'expansion thermique. Les articulations peuvent se déformer et adhérer après le chauffage du moule. La solution consiste à modifier la taille de l'espace ou à enrober la surface de contact avec un matériau résistant à la chaleur.
5. COLING SYSTÈME MATCHING
Les articulations de typede type Y et + ne doivent pas avoir de voies navigables de refroidissement. En cas de refroidissement inégal, il faut déplacer la voie navigable ou ajouter des points de refroidissement locaux.
6.ase de maintenance
Les articulations de type Tsont de conception amovible. Lorsque la défaillance se produit, le module affecté peut être remplacé sans influencer le moule global.
Gestion des problèmes en commun:
- Problème de fissure: le refroidissement du joint de type T trop rapidement pour provoquer des fissures, modifiez la distance de tuyau refroidi par l'eau de l'articulation de 15 mm à 10 mm après la solution.
- Problème de bavure: Le dégagement de l'articulation de type L est trop pauvre, ce qui donne un bord volant, remplacez la broche de positionnement cassée et réduit la tolérance de ± 0,1 à ± 0,05 mm.
- Problème de moisissure collante: la rugosité de la surface de type V-Type ne suffit pas, Spray Boron Nitrure Moule Release Agent après la force de libération réduite de 40%.

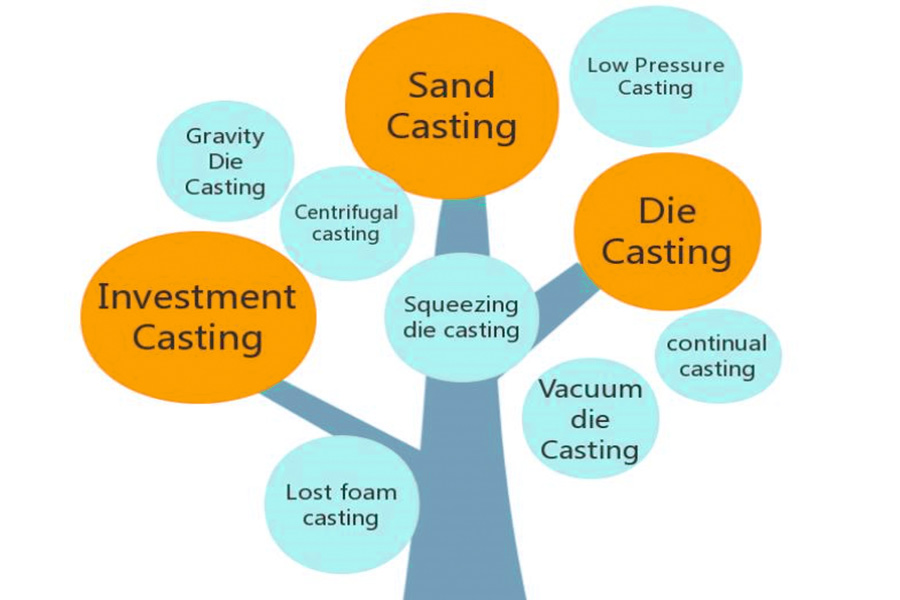
Quels sont les principaux facteurs qui affectent le choix du processus de coulée?
1.Castings Propriétés du matériau
Le type de matériau affecte directement la sélection des processus. Les alliages en aluminium, les alliages de cuivre et autres métaux non ferreux sont souvent une coulée de métal de fournaise, en raison du fait que leur point de fusion convient à la fusion de la fournaise. Les métaux ferreux tels que la fonte et l'acier coulé nécessitent un équipement de fusion à température plus élevée. Le retrait des matériaux, la fluidité doit également être prise en compte.
2. Taille du lot de production
La production de lots importante peut être utilisée pour un degré élevé de processus d'automatisation, tel que la moulage de la matrice. La production de petits lots peut utiliser la coulée de sable . La coulée de métal de fournaise est généralement utilisée pour les besoins de production par lots moyens.
3. Exigences de précision dimensionnelle
Les moulages généraux permettent une tolérance à ± 1 mm, Les pièces de précision nécessitent une tolérance ± 0,1 mm . Différents processus peuvent atteindre une précision différente:
| Processus de coulée |
Tolérance dimensionnelle (mm)
|
rugosité de surface (μm) | Épaisseur de paroi minimale (mm) | |
| coulée de sable | ± 1,0-2.0 | 12,5-25 | 3.0 | |
| coulée de moisissure permanente | ± 0,3-0,8 | 6.3-12,5 | 2.0 | |
| Die-Casting | ± 0,05-0.2 | 0,8-3.2 | 0,5 | |
| Casting d'investissement | ± 0,1-0,5 | 1.6-6.3 | 1.0 |
| Projet de coûts | coulée de sable | coulée de moisissure permanente | Die-Casting | Casting d'investissement |
| coût du moule (million) | 0,5-2 | 3-10 | 15-50 | 5-20 |
| coût du matériau par pièce | Low | Centre | inférieur | Tall |
| Coût de main-d'œuvre | 30-40% | 20-30% | 10-20% | 25-35% |
| Amoraison de l'équipement | 10-15% | 15-25% | 30-40% | 20-30% |
| Taille du lot appropriée (pièces) | 1-1 000 | 10-10 mille | Plus de 10 mille | 100-5 000 |