

Being an ancient manufacturing process with a history spanning thousands of years, metal casting is still important in modern industrial production. The process is to pour molten metal from a crucible into the mold cavity of a pre-fabricated mold, allow the metal and the mold to cool down and solidify as a whole, and then demold the metal casting to obtain the metal casting, and finally complete the product manufacturing by finishing process.
In this article, the JS research team will bring the necessary material of metal casting technology in a regular manner and deal with the definition of processes, historical progress, and categories of mainstream current processes.
What is metal casting?
Metal casting is a general forming manufacturing process whose principle is to cast liquid metal into a mold with a pre-machined cavity,and produce a product with a specified geometric shape after solidification and cooling. Depending on the product requirements, the casting process is capable of producing simple bodies such as metal ingots. These semi-finished goods usually need processing via additional forging in order to improve their mechanical properties. It can also directly create near-net-shape parts with complex geometric features, substantially reducing machining allowances.
It must be noted that in engineering practice, the term casting is employed with twofold meaning, both as the process of manufacturing and as the manufactured parts themselves.
When did metal casting first emerge?
The history of metal casting began in the late Neolithic period around 3000 BC, when individuals began experimenting to cast simple tools and utensils with copper and bronze. The earliest technology applied was the technique of mold casting. For example, the Sumerians used clay to form molds and poured molten copper into them to create tools such as axes and daggers.
In China, Shang and Zhou dynasties witnessed bronze casting progress to a highly advanced method which was able to regulate the alloy proportion and temperature of pouring accurately. The technology of casting at that time promoted the manufacture of weapons and agricultural implements on a standard basis. With the invention of iron smelting technology (circa 1200 BC), casting was further extended to the world of iron and led to metal processing in the form of the second industrial revolution.
What are the common advantages of aluminum alloy metal casting?
Alumalloy metal casting has a unique position among modern manufacturing industry due to its peculiar material properties and process flexibility. Its common merits are basically expressed in the following aspects:
1.Significant lightweight advantages
Its weight is one-third that of steel. The products designed using the metal casting technology can save significant weight without any compromise on strength. We can lower the weight of car engine cylinders by 30% following the adoption of this technology, which has direct implications for fuel efficiency or range of electric vehicles.
2.Superior corrosion resistance
It is easily achievable to create a thick oxide coating on the exterior of aluminum pieces. By modifying the composition of the alloy (e.g. through the inclusion of silicon and magnesium) upon casting the metal alumalloy, corrosion protection is even greater, and the piece can be employed in humid or salt spray environments, e.g. on ship components or enclosures of outd.
3.Thermal and electrical conductivity with high efficiency
The aluminum alloy has thermal conductivity 3 times higher than iron. The alumalloy metal casting technology can control the grain structure exactly and, through it, promote the thermal conductivity efficiency of items such as radiators and holders of LED lamps to the value of pure aluminum while maintaining the structural stability.
4.Good process compatibility
From the sand casting to the high-pressure die casting, metal casting has the ability to match a wide range of process demands. Low pressure casting, for example, can cast complex thin-walled components with a wall thickness of just 1mm, while gravity casting suits large structural components, and its adaptability is much greater than that of cast iron.
5.Economic and sustainable
The recycling ratio of aluminum is more than 95%, and the energy consumption required in smelting alumalloy metal casting is 60% lower than steel. The light weight also lowers transportation costs, and therefore it has cost and environmental advantages throughout its whole life cycle, such as the large-scale production of battery trays for new energy vehicles.

What are the principal processes of metal casting?
Metal casting methods are applicable to a variety of metal materials, such as common engineering metals such as aluminum, zinc, iron and steel. Due to significant variations in significant properties like melting point, fluidity, shrinkage, etc., different metals have to be adapted to the material properties in the casting process. In actual production, the choice of the casting technology in most cases is a matter of global consideration of various factors. Below are the primary metal casting methods:
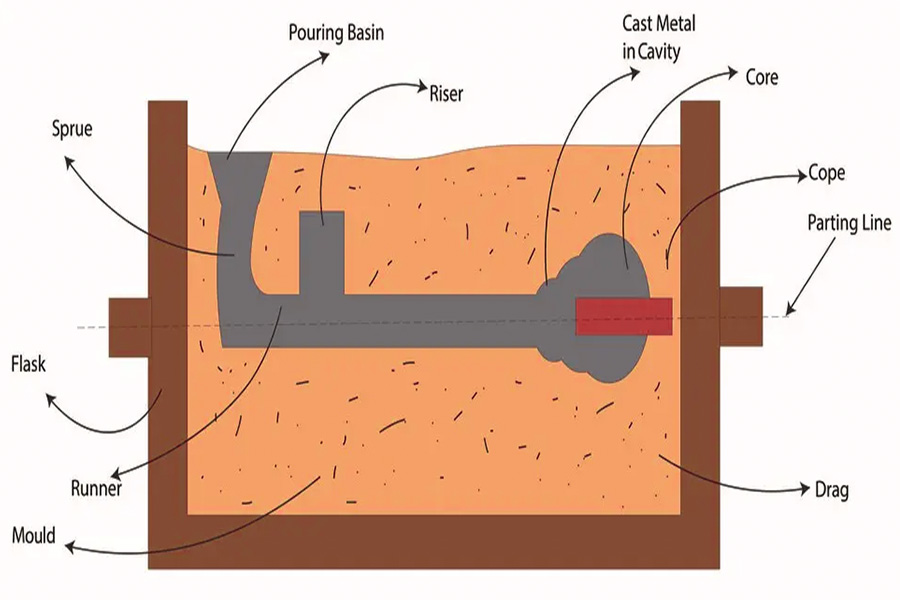
1.Sand casting
- The most popular traditional casting method is sand casting. Sand casting process relies primarily on sand to develop the mold in which casting occurs. Sand casting is particularly more convenient when there is casting of parts of a larger volume or more complicated shape.
- Its major benefit is that it is relatively low priced and very versatile, and can be rendered versatile to accommodate the need for different shapes of product. But the surface finish of castings obtained through this process tends to be rough, and finishing through grinding or machining normally needs to be done for high precision.
2.Die casting (high pressure casting)
- Die casting is a process utilizing metal molds for casting metal parts. These molds are typically fabricated using non-ferrous materials such as aluminum, copper or zinc, but sometimes ferrous metals such as steel are used too.
- Although metal molds are more expensive to make, they are very durable and can be recycled. Therefore, die casting is best suited for use in applications where high volume production is required. Die casting has smoother finishes and higher accuracy than other casting methods, and as such, is generally employed to produce small and medium-sized components where there are high surface quality requirements.
This precision casting process uses a soluble wax pattern as the original model, and builds a multi-layer refractory ceramic coating on its surface, which is then sintered at high temperature to form a solid mold shell. After the wax pattern is melted out, molten metal can be poured into the mold cavity, and finally a complex component with very high dimensional accuracy is obtained.
4.Centrifugal casting
Molten metal is poured into a rotating mould, and centrifugal force is used to produce tubular or annular components (e.g., pipe joints and bearing sleeves). The process can eliminate pores and shrinkage, improve the density of the material, and is well suited to the production of seamless metal pipes.
5.Low-pressure casting
- The low-pressure casting process allows the molten aluminum to enter the mold cavity in a non-turbulent manner under controlled pressure. It is particularly suited to complex components with varying cross-section characteristics. For instance, the automotive aluminum alloy wheel hub, the differentiated structure requirements of thin-walled spoke (about 3-5mm) and thick-walled rim (10-15mm) are the advantages of low-pressure casting.
- Compared with traditional gravity casting, low-pressure casting can significantly reduce shrinkage, improve mechanical properties, and is compatible with semi-solid metal forming technology.
What is the sequence of metal casting operations?
1.Preparation and modeling of the mold
Metal casting operations begin with mold design and production as the initial step. Depending upon the specifications of the parts, the type of mold such as sand mold, metal mold or investment mold is selected. For example, sand casting is normally for big parts while die casting molds are used for accuracy parts. The mold has to be dried or baked to enhance the strength and avoid deformation or cracking during pouring.
2.Mixing and smelting of material
Place metal raw materials such as cast iron and aluminum alloy into a furnace (such as an induction furnace or an arc furnace), heat them to temperatures above the melting point and hold at a constant temperature. At this stage, temperature and smelting time must be controlled properly to prevent metal oxidation or inhalation, and composition must be adjusted by adding deoxidizers and alloying elements (e.g. silicon and magnesium) to meet the performance requirements of different parts.
3.Control of pouring and filling
The molten metal is filled with the cavity of the mold by a ladle or an automatic feeding system. Pouring speed and angle must be controlled strictly. Too rapid will cause splashing or porosities easily, and too slow might induce cold shut defects. Certain processes, such as low-pressure casting, utilize a low-pressure atmosphere to ensure smooth flowing of molten metal into intricate cavities.
4.Solidification and cooling control
Metal is solidified in the mold through natural cooling or jet cooling technology. Cooling rate has a direct impact on grain structure and mechanical property. For example, aluminum alloys may be strengthened and refined with rapid cooling and steel castings need to be cooled slowly to prevent cracking.
5.Demolding and finishing
Once the casting solidifies, it is vibrated or ejected or robot-arm removed. It is deburred, ground and heat treated (e.g. annealed or quenched) to eliminate inner stress and enhance surface quality. This is the most important connection between finishing products and checking in metal casting operations.
6.Quality check and dispatch
Internal flaw and size accuracy of castings are inspected using three-coordinate measuring instrument, X-ray flaw detection or visual examination. Qualified products are dispatched to customers after unqualified products are returned to the smelting process for re-melting, cleaned, sprayed or surface-treated.

What is usually required in metal casting equipment?
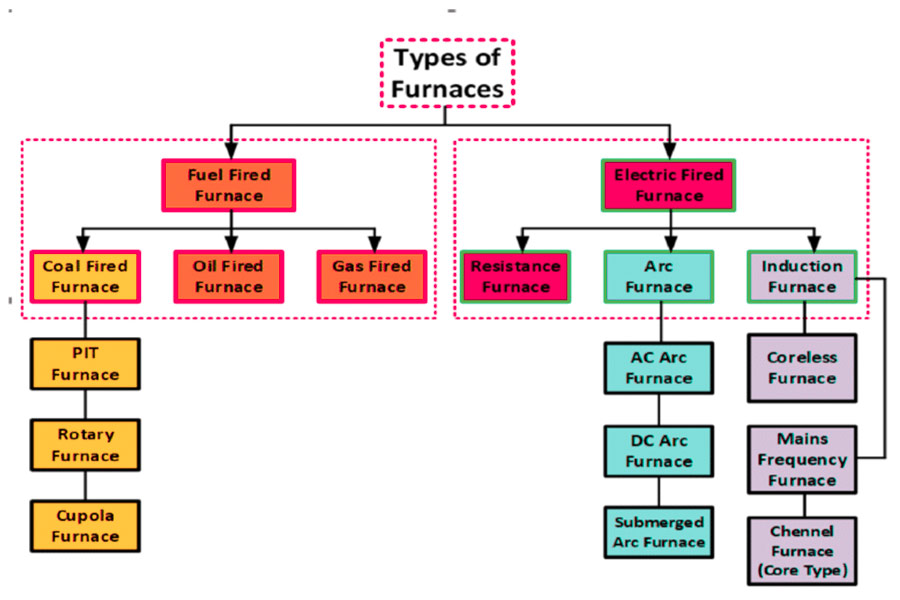
1.Melting equipment
The main equipment of furnace metal casting is melting equipment, which melts the metal raw material to liquid, mainly including electric arc furnace, induction furnace and cupola and other furnaces, which can adapt the heating mode with the melting point of various metals. Ladle is utilized to carry and move molten metal to ensure liquid metal is fed smoothly into the casting mold, and it also is utilized for monitoring the actual temperature of the liquid metal using the thermometer, in order not to affect the quality of castings due to improper temperature.
2.Equipment for molding and core making
The molding machines are utilized for casting model production, where the sand mixer evenly mixes the binder and sand to deliver adequate air permeability and strength to the sand model, while the molding machine is used for rapid molding using compaction or sand injection to improve production efficiency. Core-making equipment such as core shooters is used to create cores with complex cavities, and core drying ovens dry and harden the cores to ensure that they are stable when poured.
3.Pouring and cooling equipment
Spouting machines are used to accurately pour molten metal into the casting to reduce splashing and oxidation, and cooling systems optimize the internal structure of the casting by controlling the cooling rate, preventing deformation or cracking from uneven cooling. There are some foundries that use continuous casting machines, whereby the metal is cast as the process of solidification takes place, perfect for mass production.
4.Cleaning and post-treatment equipment
High-speed projectile shot blasting machine for surface cleaning of residual sand and oxidation layer, cutting machine and grinding machine for cutting off the pouring riser and trimming burrs, so that the castings are according to the size requirements. Paint spraying or heat treatment facilities may be utilized for rust prevention or hardening of the castings in accordance with the requirements and enhancing their strength.
5.Inspection and quality control equipment
Porosity, slag and other defects in the casting are detected through x-ray or ultrasonic flaw detectors, coordinate measuring machines confirm that the important dimensions are to drawing, and spectral analyzers are employed to verify that the material's composition is within the industry norms. All these equipments are utilized together to make sure that the castings meet industry standards.
6.Auxiliary and Environmental Equipment
Castings or molds with heavy weights can be transported by conveyor belts and cranes, and dust and exhaust gases from production are cleaned off by dust collectors in order to reduce pollution in the environment. High-tech foundries have automatic control systems installed in them that allow one to modify process parameters in real time and enhance production stability.
What are the bare minimum materials and equipment required for DIY metal casting aluminum component at home?
1.List of material categories and recommended tools
| Categories | Recommended tools/materials | Purpose and description |
| Aluminum material | A356 cast aluminum alloy cast. | Liquidity is good for complex shapes. |
| Melting tools | Graphite crucible+electric arc crucible furnace. | High temperature resistance, precise temperature control to 680-720°C. |
| Mold | Gypsum mold+sand mold. | Gypsum molds is suitable for fine detail, while sand molds costs less. |
| Cooling system | High-pressure pumps + nozzles. | Accelerate solidification and refine grain size. |
| Safety equipment | Heat resistant gloves + goggles. | Prevent aluminum liquid from splashing and burning. |
2.Key business points
- Safety operating procedures: Casting operation must be conducted under proper ventilation, and no combustible material must be placed near the smelting zone. Protective face mask must always be used by operators to prevent burns from splashing aluminum.
- Material selection guidelines: Casting materials cannot directly use high-purity aluminum (properties: low melting point, easy to oxidize), and higher-quality materials such as silicon aluminum alloys are preferred. Failing to conduct the casting in such a material not only can increase the casting effect, but also improve the durability of the casting.
- Economic implementation plan: The initial equipment can be equipped with both used aluminum smelters and self-made sand molds. Such a combination plan can handle equipment purchase costs and offer the minimum casting requirements, and is especially suitable for beginner cadets in metal shaping.
How is JS knife mold casting technology different from other makers?
1.Selection of material
JS knife mold for metal casting technology uses special high-carbon high-chromium tool steel, whose carbide distribution is uniform and whose wear-resistant performance is enhanced by 30%.
2.Process technology
Our composite process of multi-stage temperature control step-type nitriding+vacuum quenching has the capability of acquiring mold surface hardness over HV1200 and yet retaining core toughness.
3.Refine life and production efficiency
- Our knife mold for metal casting makes full use of the gate and exhaust system through finite element simulation, reduces the impact of aluminum liquid, and reduces the single casting process by 15%.
- Recent cases of customers confirm that the daily output was lifted from 800 pieces to 1,200 pieces when JS molds were used, but efficiency of common molds dropped by 30% because of frequent shutdowns for maintenance.
4.Tailor-made service
We provide full parametric mold design solutions, customizing information such as flow channel direction and cooling pipe design according to customer specifications.
5.Service quality control
- First piece inspection: 3D scanning and comparison of design model with tolerance at ±0.02mm.
- Pressure test: Show high-pressure pouring to verify mold sealing.
- Life prediction: Forecast mold life cycle based on wear simulation algorithms.
JS vs. other vendors
| Size comparison | JS tool mold casting technology | Overall level of other manufacturers |
| Core materials | Special high carbon and high chromium tool steel (patent formulation). | Common tool steel (D2/H13). |
| Heat Treatment Process | Step nitriding+vacuum quenching (HV1200+). | Single gas nitride. (HV800-900). |
| Mold lifespan | 120,000 single pour (industry average 50,000). | Less than 50,000 times. |
| Customization capability | Fully parameterized design, suitable for irregular structure. | Standard template that only supports simple styling. |
| Quality control | Fourth level quality inspection+wear simulation prediction. | Basic appearance inspection. |
| After-sales service | Fully parameterized design, suitable for irregular structure. | Replacement can only be made under warranty. |
Summary
Metal casting is a part forming method by pouring liquid metal into a mold. Its essence is the deep combination of material properties, process management, and equipment coordination. At the metal casting company where you work, the large-scale production of light components generally relies on the high technology of the jet cooling light metal casting industry. Not only does it solve the pain points of easy oxidation and shrinkage of light metals in traditional casting, but it also realizes one-time molding of parts with complicated structures by means of dynamic mold temperature field control.

Disclaimer
The content on this page is for general reference only. JS Series makes no express or implied warranties regarding the accuracy, timeliness, or applicability of the information provided. Users should not assume that the product specifications, technical parameters, performance indicators, or quality commitments of third-party suppliers are completely consistent with the content displayed on this platform. The specific design feature, material standards, and process requirements of the product should be based on the actual order agreement. It is recommended that the purchaser proactively request a formal quotation and verify product details before the transaction. For further confirmation, please contact our customer service team for professional support.
JS Team
JS is an industry leading provider of customized manufacturing services, dedicated to providing customers with high-precision and high-efficiency one-stop manufacturing solutions. With over 20 years of industry experience, we have successfully provided professional CNC machining, sheet metal manufacturing, 3D printing, injection molding, metal stamping and other services to more than 5000 enterprises, covering multiple fields such as aerospace, medical, automotive, electronics, etc.
We have a modern factory certified with ISO 9001:2015, equipped with over 100 advanced five axis machining centers to ensure that every product meets the highest quality standards. Our service network covers over 150 countries worldwide, providing 24-hour rapid response for both small-scale trial production and large-scale production, ensuring efficient progress of your project.
Choosing JS Team means choosing manufacturing partners with excellent quality, precise delivery, and trustworthiness.
For more information, please visit the official website: jsrpm.com
FAQs
1.What role do molds play in casting?
Die is the core tool of casting, which determines the shape and dimension accuracy of parts. It can be reused to achieve efficient mass production, which directly affects the quality and cost of the finished product.
2.What is the role of the furnace in casting?
This stove is used to melt metal. It ensures the purity and fluidity of the material through precise temperature control, which is the foundation of casting accuracy and quality.
3.What's the difference between casting and forging?
Casting molds molten metal into molds and is suitable for complex parts. Forging is formed under solid pressure and has high mechanical properties. It is often used in load-bearing parts.
4.What impact does die design have on casting?
Die design determines the precision and surface quality of castings. Optimized structure can reduce defects and improve productivity and consistency.
Resource

