

Metal casting is the old technique of pouring molten metal into a mold and allowing it to shape and solidify. It traces back to Bronze Age. Its craftsmen, day and night, have fine-tuned the art for over a thousand years. Castings have successfully created many complex forms nowadays, some of which it was not possible to create from other processing means.
Here at JS company, we have installed intelligent control systems and advanced machinery to make the casting process efficient and material effective. Then let us introduce you to an overview of the whole process of modern casting and how we adopt new technologies to tackle the problems of traditional casting.
What is the workflow of metal casting?
1.Melting metal in a furnace
In the furnace metal casting stage, we load the blocks of metal into a high-temperature furnace and heat them up to the point where the metal liquifies. We must regulate temperature and time at this stage so that the metal liquid is unpolluted and has even flow. If necessary, we inject special gases into the furnace in order to prevent oxidation of metal or entry of impurities.
2.Prepare the mold
Preprepare molds that replicate the shape of the parts, e.g. stacking big molds in sand or creating high-accuracy molds made from metal. The mold's surface should be smooth enough for the liquid metal to flow and occupy every crevice smoothly while pouring.
3.Fill liquid metal in the mold
Molten metal liquid will be poured into the mold and flow into shape by own weight or machinery pressure. It deals with controlling pouring speed and metal temperature. If the metal solidifies too quickly, bubbles or cracks may be trapped inside the mold.
4.Metal solidifies and becomes hardened in the mold
The metal liquid in the mold slowly hardens into a solid, and we will regulate the rate of cooling depending on different materials. For example, thin parts must cool fast, while thick parts must cool slowly, so that the end product will be strong and uniform.
5.Processing finished parts
After cooling, remove the parts from the mold, cut off the unnecessary portion, and then level the surface using a polishing tool. Finally, one must utilize a machine to check if there are inner defects in the parts so that the quality is qualified.
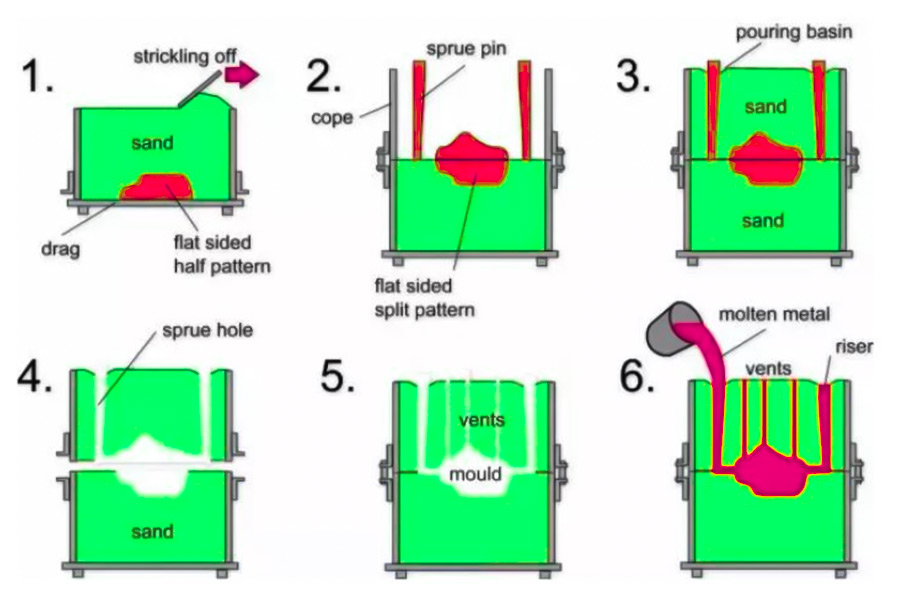
Sand casting working steps are what?
1.Model preparation and typing design
While making wooden, metal, or 3D printing patterns from casting drawings, shrinkage allowance (typically 1.5%-2.2%) and machining allowance have to be considered. The model has to be created with a parting surface so that the sand mold is not damaged upon demoulding, and over one box parting may be used in complicated parts. Charging simulation optimization is typically done by contemporary simulation software at this stage.
2.Sand preparation and molding by compaction
Select silica sand with the addition of clay, coal dust and additives and mix them in a uniform way using a sand mixer. Sand blasting, shock compaction or manual compaction techniques are utilized in the course of molding in such a manner that the sand mold hardness reaches 60-90.
3.Opening and closing system of pouring
A step type or gap pouring system formed of straight runners, horizontal runners, and internal runners is usually fitted into the sand mold in 1: 1.5: 2 cross-sectional area ratio-controlled ratio. Mud number marks should be made available for positioning before the boxes are stacked. Large castings should utilize positioning pins, and the mold cavity surface can be sprayed with zircon powder coating (0.2-0.5mm thickness) to improve the surface quality.
4.Melting and quantitative pouring
Select medium frequency furnace or electric arc furnace for melting based on the material, and adjust composition by spectral analysis before the furnace. While pouring, use teapot bag to prevent slag entering inside, control pouring time, and maintain smooth filling.
5.Solidification control and sand falling
By the regulation of the solidification sequence by external or internal cooling, the cast iron parts are generally cooled under 600℃ to shake out sand. Vibrating frequency of the sand dropping machine is generally 10-50Hz and amplitude 2-5mm. In case the mold is advanced, thermal cracking defects would be introduced.
6.Post processing and quality inspection
Gas cutting or grinding wheel cutting is utilized to remove the sprue and riser, and critical parts need to be annealed. Finally, internal defects are detected through magnetic particle inspection, ultrasonic or X-ray test, and surface roughness is generally kept within Ra12.5-Ra25μm.
Why is mold design the key to successful metal casting?
1.Control the flow and solidification of molten aluminum
In alumalloy metal casting, the pouring system of the mold (e.g. internal and horizontal runners) directly affects the direction and velocity of the flow of aluminum liquid. Improper design can lead to defects such as shrinkage porosity and cold insulation. In DIY metal casting aluminum, manual casting relies more on the self-designed mold (e.g. inclined gates) to reduce operational errors.
2.Determine the casting dimensional precision and surface finish
Shrinkage rate of aluminum alloy (~1.3%) should be compensated in the mold design, or there will be dimensional errors in aluminum casting. CNC machined mold is employed to ensure the cavity roughness is ≤Ra6.3μm for industrial grade alumalloy metal casting, but 3D printing master mold and sand mold turning can be adopted for DIY to reduce costs.
3.Affects process adaptability and cost-effectiveness
Molds for high pressure die-casting need to have cooling channels to ensure that aluminum liquid does not stick to the mold (H13 steel+surface nitriding treatment). In DIY settings, the design of removable molds (e.g., silicone molds) improves reuse rates and reduces small batch costs.
4.Trade-off between strength and demolding possibility
Aluminum alloy has a tendency to adhere to molds, and the mold needs to maximize the draft angle (usually 3°-5°) and release agent coating plan. Metal casting of Alumalloy with complex structures such as heat dissipation fins even requires designing sliders or ejector pin mechanisms.

What are the precautions for aluminum alloy metal casting operation?
1.Melting control
- In metal casting operations, aluminum alloys A356 and ADC12 require meticulous control of the melting temperature (700-750℃) to avoid overheating and to ensure grain coarsening.
- In the application of inert gas (Ar) or covering substance to inhibit oxidation, especially in the diy metal casting aluminum, simple crucible furnaces have to exercise greater caution for melt protection.
2. Mold/sand pretreatment
- Industrial grade metal casting operations include preheating of the mold (150-300 ℃) in order to prevent the formation of air holes due to the rapid cooling of aluminum liquid.
- During sand casting, one needs to add a suitable amount of coal powder (3-5%) or spray alcohol coating over the molding sand to improve surface smoothness.
3.Synergistic flow rate and temperature
- It is recommended to control the pouring temperature of aluminum melt at 50-80 ℃ below the liquidus line (e.g. approximately 680 ℃ for A356), and for thin-walled parts, it can be appropriately increased.
- Use bottom injection or inclined pouring (suitable for home circumstances) to reduce oxidation slag caused by turbulence.
4.Shrinkage and cooling control
- Mount reasonable risers (e.g. edge risers+insulation cotton) to counterbalance shrinkage, and for complex parts, external cooling iron can be used to accelerate local cooling.
- In metal casting techniques, high-pressure die casting requires balancing heat nodes by a mold temperature machine (180-220℃).
5.Reduce internal stress and surface defects
- The casting needs to be naturally cooled below 300℃ before sanding to avoid thermal cracking.
- Acid washing or sandblasting to remove oxide scale, heat treatment T6 (ageing+solid solution) can improve mechanical properties.
6.Quality inspection and defect prevention
- Internal defects such as porosity and shrinkage were screened by X-ray examination and the continuity of the material was assessed by ultrasonic testing. Mechanical performance tests,such as tensile testing, are required to verify that the tensile strength and elongation are up to standard.
- In melting process, we should pay attention to the purity of aluminum liquid and avoid impurities such as iron and silicon. If necessary, use a flux refining or filter the screen to capture impurities.
What materials are commonly used in metal casting?
1.Aluminum alloy
- Low density, light weight, good heat conductivity, excellent thermal and electrical conductivity, suitable for heat dissipation components and electronic devices.
- Melting point range range widely (580-660°C) but are easily oxidized. Inert gas protection is required to prevent porosity and slag inclusion during smelting.
- Good ductility high tensile strength but low toughness, and is not suitable for high impact load environments.
- Oxide film is easy to form on the surface and requires to be anodized, etc., to improve corrosion resistance.
2.Cast iron
- High density, shock absorption and wear resistance, better thermal conductivity than steel, commonly used in machine tool bed frame and other components.
- Gray cast iron has high compressive strength, low tensile strength and obvious brittleness. Ductile iron has been graphite spheroidization treatment, and the tensile strength is obviously improved, which is close to the properties of cast steel.
- High carbon content (2.5-4.0%), good fluidity, suitable for casting complex shapes, but high carbon content can easily lead to graphite flotation, affecting the performance of the final product.
3.Cast steel
- Density is high, high temperature strength is good, but melting energy consumption is high, thermal expansion coefficient is high, easy deformation. The tensile strength range is wide and toughness can be improved by heat treatment (quenching, tempering), but the welding performance is poor and the heat input needs to be controlled to prevent cracking.
- Low carbon content (0.2-0.5%), chromium, nickel and other alloying elements can improve high temperature resistance, corrosion resistance. Deoxygenation treatment is required during smelting to reduce porosity.
4.Copper alloy
- Conductivity and thermal conductivity second only to silver, with excellent corrosion resistance, especially suitable for marine environment use.
- Brass has good ductility, easy to cold process, but relatively low strength.
- Bronze (such as tin bronze) has excellent abrasion resistance and a tensile strength of up to 400 megapascals. During melting, the amount of oxygen needs to be controlled to prevent oxidation. The surface is susceptible to zinc removal or stress corrosion and requires coating protection.
5.Magnesium alloy
- The lowest density is higher than the strength, but the melting point low (about 650°C), flammable and requires the protection of an inert gas (e.g. sulphur hexafluoride).
- Poor room temperature plasticity, need heat treatment to improve performance, corrosion resistance, surface needs chemical conversion coating or anodizing treatment.
- Die casting can produce complex thin-walled parts, but high-strength magnesium alloys require investment casting, which is a complex process.
6.High-temperature alloys
- High density, high temperature resistance (over 1300°C), excellent oxidation resistance, but low room temperature toughness.
- Complex components (containing nickel, chromium, cobalt, etc.) require vacuum smelting to prevent impurity contamination and rely on precision casting (such as investment casting), which is difficult to process.

What are the advantages of knife molds in casting complex parts?
1.Precise molding of complex geometric structures
Knife mold for metal casting can cut cavities with micron-level details through high-precision CNC machining technology, which is especially suitable for thin-walled and special-shaped cavities complex parts like turbine blades and aircraft structural parts. The correspondences between its blade angle and flow channel design can directly control the molten metal flow path and reduce air entrainment defects.
2.Surface quality and dimensional consistency
Compared with sand casting, the knife molds are metal or resin, and the surface finish can achieve Ra0.8μm, which significantly reduces the roughness of the cast surface. JS In automobile engine cylinder head casting work, the mirror effect of our knife mold can eliminate the following grinding process. During cooling and shrinkage, the size deviation can be controlled to within ±0.05mm to meet the precision assembly requirement of the customer.
3.Material saving and cost reduction
The hollow structure design of the knife mold will conserve the consumption of mold material, especially for thin-walled large-sized products (e.g., machine tool bed). The improvement of the support rib arrangement of the knife mold can reduce the mold weight by more than 40%, and improve the cooling performance. For instance, we designed the aluminum alloy die-casting knife mold to have internal water channels for cooling in an attempt to decrease the production cycle time by 20% and the unit part energy use by 15%.
4.Process repeatability and adaptability
Knife mold for metal casting can be conveniently changed to produce different types of parts. Modular combination of knife molds can simultaneously cause the same group of equipment to manufacture auto chassis components and aviation joints. Its repeat accuracy is up to ±0.01mm, ensuring dimensional stability in mass production.
What technical problems will the future hold for the light metal casting sector?
With the increasing demand for light metal and high performance products, the light metal foundry industry faces many technical challenges, especially in the area of cooling technology. These challenges are systematically summarized in the table below:
| Name of challenge | Core issues | Technical difficulties | Industry impact |
| Cooling rate and structure | Structural defects due to Uneven solidification rate. | Optimization of dynamic cooling parameters in jet cooling light metal casting industry industry is difficult. | Component mechanical properties fluctuate (± 15%) |
| Mold lifespan and efficiency management | Mold erosion wear and thermal fatigue. | High cost of gradient coating process and cooling channel structure design. | The frequency of mold replacement increased by more than 30% |
| Material purity and defects | Gas inclusions and oxidation slag inclusions. | It is difficult to combine vacuum melting with multi-stage filtration technology. | Difficult to reduce defect rate (>5%) |
| Lightweight and performance synergy | Thin walls and insufficient strength. | Contradiction between porous structure design and microstructure regulation. | The achievement rate of lightweight targets has decreased by 20% |
| Environmental Protection and Intelligent Technology | High energy consumption and wastewater treatment. | Artificial intelligence-driven process optimization optimization energy consumption control control Insufficient adaptability. | Unit energy consumption cost increases (10% -15%) |
What are the main reasons for choosing JS for metal casting?
1.Cutting-edge manufacturing ability
We have an CNC system ensuring ±0.005mm precision for delicate thin-walled components. Semi-solid casting technology and jet cooling work together to take material properties to their full extent and overcome the conflict between strength and heat transfer.
2.Cross-material process integration
More than a decade's databases for light metals such as aluminum, magnesium, and titanium are dealt with, and along with process simulation for defect simulation, scrap reduction by 15% is achieved.
3.Flexible production system
Digital platform shortens the mold design cycle by 40%, facilitates quick change of production lines within 24 hours, and the yield rate is consistently over 98%.
4.Full-cycle cost control
Early warning system of mold maintenance extends the service life of main parts by 3 times, the recycling rate of recycled aluminum is 92%, and unit cost is 20% less than the industry average.
5.Green manufacturing practices
Plasma dust removal technology reduces the emissions by 80%, is ISO 14064 carbon certified, and is ESG standards compliant of car manufacturers.
Summary
The essence of metal casting lies in the deep interweaving and process control of materials and molds, which are formed by injecting molten metal into molds for solidification. Digital temperature control system and process simulation are commonly used in modern foundry to optimize parameters with accumulated experience. At the metal casting company where you work, the technical team facilitates the industry's transition to greenness and customization through trial molding and microanalysis iteration to improve casting quality and productivity.

Disclaimer
The content on this page is for general reference only. JS Series makes no express or implied warranties regarding the accuracy, timeliness, or applicability of the information provided. Users should not assume that the product specifications, technical parameters, performance indicators, or quality commitments of third-party suppliers are completely consistent with the content displayed on this platform. The specific design feature, material standards, and process requirements of the product should be based on the actual order agreement. It is recommended that the purchaser proactively request a formal quotation and verify product details before the transaction. For further confirmation, please contact our customer service team for professional support.
JS Team
JS is an industry leading provider of customized manufacturing services, dedicated to providing customers with high-precision and high-efficiency one-stop manufacturing solutions. With over 20 years of industry experience, we have successfully provided professional CNC machining, sheet metal manufacturing, 3D printing, injection molding, metal stamping and other services to more than 5000 enterprises, covering multiple fields such as aerospace, medical, automotive, electronics, etc.
We have a modern factory certified with ISO 9001:2015, equipped with over 100 advanced five axis machining centers to ensure that every product meets the highest quality standards. Our service network covers over 150 countries worldwide, providing 24-hour rapid response for both small-scale trial production and large-scale production, ensuring efficient progress of your project.
Choosing JS Team means choosing manufacturing partners with excellent quality, precise delivery, and trustworthiness.
For more information, please visit the official website: jsrpm.com
FAQs
1.What should be paid attention to when pouring aluminum liquid?
In the pouring of liquid aluminum, the temperature and pouring speed should be controlled. The mold preheats between 150-300℃ and is sprayed with a release agent. Vacuum assistance or slow pouring should be applied simultaneously to reduce pores so that the liquid aluminum can be filled up smoothly.
2.What is the underlying principle behind metal casting?
By casting molten metal into the mold and letting it solidify and harden to take the shape of the part, the core is within the fluidity of the material and flexibility of the mold.
3.How is the mold developed?
You first need to create the model and then press or CNC machine the metal mold with the sand mold and a binder. It can be cast after grinding, preheating, and other processes. Some precision molds need the inclusion of cooling water channels.
4.How to avoid pores in castings?
Control pouring temperature and flow rate, redesign mold exhaust for optimum efficiency, add deoxidizer, and use vacuum casting to reduce gas residue.
Resource

