

fundição de metal é a técnica antiga de derramar metal fundido em um molde e permitir que ele molda e solidifique. Ele remonta à Idade do Bronze. Seus artesãos, dia e noite, ajustaram a arte há mais de mil anos. Atualmente, os fundos criaram com sucesso muitas formas complexas hoje em dia, algumas das quais não foi possível criar a partir de outros meios de processamento.
aqui na JS Company, instalamos sistemas de controle inteligente e máquinas avançadas para tornar o processo de fundição eficiente e eficazes de material. Então, vamos apresentar a você uma visão geral de todo o processo de fundição moderna e como adotamos novas tecnologias para resolver os problemas do elenco tradicional .
Qual é o fluxo de trabalho da fundição de metal?
1.Melting metal em um forno
No estágio de fundição de metal do forno , carregamos os blocos de metal em um forno de alta temperatura e os aquecem até o ponto em que o metal liquifica. Devemos regular a temperatura e o tempo nesta fase para que o líquido de metal não seja poluído e até flua. Se necessário, injetamos gases especiais no forno para evitar a oxidação de metal ou entrada de impurezas.
2.Prepare o molde
Moldes preparados que replicam a forma das peças, p. empilhar grandes moldes na areia ou criar moldes de alta precisão feitos de metal. A superfície do molde deve ser suave O suficiente para que o metal líquido flua e ocupe cada fenda suavemente enquanto derrama.
3. preencha o metal líquido no molde
O líquido de metal fundido será derramado no molde e fluirá em forma por peso próprio ou pressão de máquinas. Lida com o controle da velocidade de vazamento e da temperatura do metal. Se o metal solidificar muito rapidamente, bolhas ou rachaduras podem ficar presas dentro do molde.4.metal solidifica e fica endurecido no molde
O líquido de metal no molde endurece lentamente em um sólido e regularemos a taxa de resfriamento, dependendo de diferentes materiais. Por exemplo, as partes finas devem esfriar rapidamente, enquanto as peças grossas devem esfriar lentamente, para que o produto final seja forte e uniforme.
5.Procesando peças acabadas
Após o resfriamento, remova as peças do molde, corte a parte desnecessária e depois Nível da superfície usando uma ferramenta de polimento . Finalmente, é preciso utilizar uma máquina para verificar se há defeitos internos nas partes para que a qualidade seja qualificada.
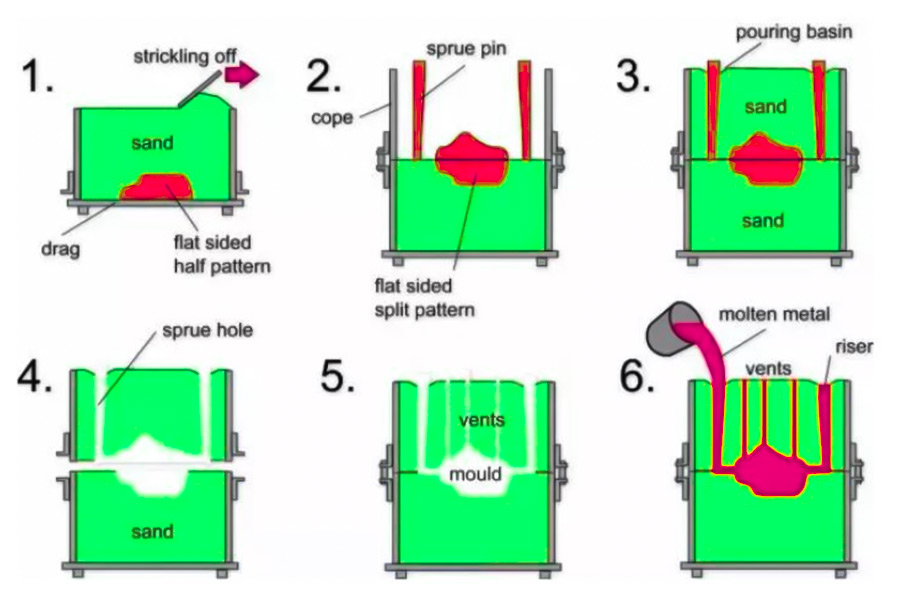
elenco de areia etapas de trabalho são o quê?
1. Preparação e design de digitação
Ao fazer madeira, metal ou Padrões de impressão 3D de desenhos de fundição , a subsídio de encolhimento (normalmente 1,5%-2,2%) e a permissão de usinagem devem ser consideradas. O modelo deve ser criado com uma superfície de despedida para que o molde de areia não seja danificado após a demissão e mais de uma parte da caixa pode ser usada em partes complicadas. A otimização da simulação de carregamento é normalmente feita pelo software de simulação contemporânea nesta fase.
2. Preparação e moldagem e compactação
Selecione areia de sílica com a adição de argila , pó de carvão e aditivos e misture-os de maneira uniforme usando um misturador de letra. Técnicas de explosão de areia, compactação de choque ou compactação manual são utilizadas no curso da moldura de tal maneira que a dureza do molde de areia atinge 60-90.
3. Opening e fechamento do sistema de vazamento
Um tipo de etapa ou sistema de vazamento de lacunas formado de corredores retos, corredores horizontais e corredores internos geralmente é montado no molde de areia na proporção de área de seção transversal 1: 1.5: 2. As marcas do número de lama devem ser disponibilizadas para posicionamento antes que as caixas sejam empilhadas. Castings grandes devem utilizar pinos de posicionamento, e a superfície da cavidade do molde pode ser pulverizada com revestimento em pó de zircão (0,2-0,5 mm de espessura) para melhorar a qualidade da superfície.
4.Melting e derramamento quantitativo
Selecione forno de frequência média ou forno de arco elétrico para fusão com base no material e ajuste a composição por análise espectral antes do forno. Enquanto derramar, use bolsa de bule para evitar que a escória entre dentro, controle o tempo de derramamento e mantenha o recheio suave.
5. Controle de solidificação e queda de areia
Pela regulação da sequência de solidificação por resfriamento externo ou interno, As partes de ferro fundido são geralmente resfriadas sob 600 ℃ para sacudir areia. A frequência vibratória da máquina de soltar areia geralmente é de 10-50Hz e amplitude 2-5 mm. Caso o molde seja avançado, os defeitos de rachaduras térmicas serão introduzidas.
6. Processamento e inspeção de qualidade
corte de gás ou corte da roda é utilizado para remover o sprue e o riser, e as peças críticas precisam ser recozidas. Finalmente, defeitos internos são detectados através de inspeção de partículas magnéticas, teste ultrassônico ou de raios-X e a rugosidade da superfície geralmente é mantida dentro de Ra12.5-ra25μm .
Por que o design do molde é a chave para a fundição de metal bem -sucedida?
1. Controle o fluxo e a solidificação do alumínio fundido
na fundição de metal de alumilha , o sistema de vazamento do molde (por exemplo, corredores internos e horizontais) afeta diretamente a direção e a velocidade do fluxo do líquido de alumínio. O design inadequado pode levar a defeitos como porosidade de encolhimento e isolamento frio. No alumínio de fundição de metal diy, a fundição manual depende mais do molde auto-projetado (por exemplo, portões inclinados) para reduzir erros operacionais.
2.Determine a precisão dimensional de fundição e acabamento superficial
A taxa de encolhimento da liga de alumínio (~ 1,3%) deve ser compensada no projeto do molde, ou haverá erros dimensionais na fundição de alumínio. O molde usinado em CNC é empregado para garantir que a rugosidade da cavidade seja ≤Ra6.3μm para alumialidade industrial alumialidade fundida, mas o molde de mestre de impressão 3D e o giro de molde de areia podem ser adotados para diy para reduzir os custos.3.feitos do processo Adaptabilidade e custo-efetividade
Moldes para fundição de alta pressão Precisa ter canais de resfriamento para garantir que o líquido de alumínio não grude no molde (o aço H13+tratamento de nitra de superfície). Em ambientes de bricolage, o design de moldes removíveis (por exemplo, moldes de silicone) melhora as taxas de reutilização e reduz pequenos custos em lote.
4.Ret-off entre a força e a possibilidade de Demolding
A liga de alumíniotem uma tendência a aderir aos moldes, e o molde precisa maximizar o ângulo de rascunho (geralmente 3 ° -5 °) e Release Plano de revestimento do agente . Fundição de metal de alumallo com estruturas complexas, como barbatanas de dissipação de calor, até requer projetar controles deslizantes ou mecanismos de pino ejetor.

Quais são as precauções para a operação de fundição de metal de liga de alumínio?
1. MELTING CONTROL
- Nas operações de fundição de metal, ligas de alumínio A356 e ADC12 requerem controle meticuloso da temperatura de fusão (700-750 ℃) para evitar superaquecimento e garantir o grão.
- Na aplicação de gás inerte (AR) ou cobrindo a substância para inibir a oxidação, especialmente no alumínio de fundição de metal DIY, fornos cadinhos simples precisam exercer maior cautela para proteção de fusão.
2. Pré -tratamento de mofo/areia
- Operações de fundição de metal de grau industrial Inclua o pré-aquecimento do molde (150-300 ℃) para evitar a formação de orifícios de ar devido ao resfriamento rápido do líquido de alumínio.
- Durante a fundição de areia, é preciso adicionar uma quantidade adequada de carvão em pó (3-5%) ou Spray Alcohol Coating sobre a areia de moldagem para melhorar a suavidade da superfície.
3. taxa de fluxo e temperatura sinnergística
- Recomenda-se controlar a temperatura de vazamento de derretimento de alumínio a 50-80 ℃ abaixo da linha Liquidus (por exemplo, aproximadamente 680 ℃ para A356) e, para peças de paredes finas, pode ser aumentado adequadamente.
- Use injeção inferior ou vazamento inclinado (adequado para circunstâncias domésticas) para reduzir a escória de oxidação causada por turbulência.
4.shrinkage e controle de refrigeração
- Monte risers razoáveis (por exemplo, risers de borda+algodão de isolamento) para contrabalançar o encolhimento e, para peças complexas, o ferro de resfriamento externo pode ser usado para acelerar o resfriamento local.
- Em técnicas de fundição de metal, fundição de dado de alta pressão requer calor de equilíbrio nós por uma máquina de temperatura de molde (180-220 ℃).
5. Reduce o estresse interno e defeitos de superfície
- O elenco precisa ser naturalmente resfriado abaixo de 300 ℃ antes de lixar para evitar rachaduras térmicas.
- lavagem ácida ou jateamento de areia para remover a escala de óxido , tratamento térmico T6 (envelhecimento+solução sólida) pode melhorar as propriedades mecânicas.
6. Inspeção de qualidade e prevenção de defeitos
- defeitos internos, como porosidade e encolhimento, foram rastreados pelo exame de raios-X e a continuidade do material foi avaliada por testes ultrassônicos. Testes de desempenho mecânico, como testes de tração, são necessários para verificar se a resistência à tração e o alongamento estão de acordo com o padrão.
- No processo de fusão, devemos prestar atenção à pureza do líquido de alumínio e evitar impurezas como ferro e silício. Se necessário, use um refino de fluxo ou filtre a tela para capturar impurezas.
Quais materiais são comumente usados na fundição de metal?
1. alumínio da liga
- baixa densidade, peso leve, boa condutividade térmica, excelente condutividade térmica e elétrica, adequado para componentes de dissipação de calor e dispositivos eletrônicos.
- faixa de ponto de fusão amplamente (580-660 ° C), mas são facilmente oxidados. É necessária proteção de gás inerte para evitar porosidade e inclusão de escória durante a fundição.
- boa ductilidade de alta resistência à tração, mas com baixa resistência e não é adequada para ambientes de carga de alto impacto.
- filme de óxido é fácil de formar na superfície e requer ser anodizado, etc., para melhorar a resistência à corrosão.
2.cast Iron
- alta densidade, absorção de choque e resistência ao desgaste, melhor condutividade térmica que o aço, comumente usado na estrutura do leito de máquina -ferramenta e outros componentes.
- ferro fundido cinza tem alta resistência à compressão, baixa resistência à tração e fragilidade óbvia. O ferro dúctil tem sido o tratamento de esferoidização de grafite, e a resistência à tração é obviamente melhorada, que é próxima das propriedades do aço fundido.
- alto teor de carbono (2,5-4,0%), boa fluidez, Adequado para fundição de formas complexas , mas o alto teor de carbono pode levar facilmente à flotação de grafite, afetando a performance do produto final.
3.Cast Steel
- A densidade é alta, a força de alta temperatura é boa, mas o consumo de energia de fusão é alto, o coeficiente de expansão térmica é alta, deformação fácil. A faixa de resistência à tração é ampla e a tenacidade pode ser melhorada pelo tratamento térmico (extinção, temering), mas o desempenho da soldagem é ruim e a entrada de calor precisa ser controlada para evitar rachaduras.
- baixo teor de carbono (0,2-0,5%), cromo, níquel e outros elementos de liga podem melhorar a resistência à alta temperatura, resistência à corrosão. O tratamento de desoxigenação é necessário durante a fundição para reduzir a porosidade.
4.copper liga
- condutividade e condutividade térmica, perdendo apenas a prata, com excelente resistência à corrosão, especialmente adequada para uso do ambiente marinho.
- Brass tem boa ductilidade, processo fácil de frio, mas de força relativamente baixa.
- bronze (como bronze de lata) possui excelente resistência à abrasão e uma força de tração de até 400 megapascais. Durante a fusão, a quantidade de oxigênio precisa ser controlada para evitar a oxidação. A superfície é suscetível à remoção de zinco ou à corrosão do estresse e requer proteção de revestimento .
5.Magnésio liga
- A densidade mais baixa é maior que a força, mas o ponto de fusão baixo (cerca de 650 ° C), inflamável e requer a proteção de um gás inerte (por exemplo, hexafluoreto de enxofre).
- baixa plasticidade da temperatura ambiente, precisa de tratamento térmico para melhorar o desempenho, resistência à corrosão, superfície precisa de revestimento de conversão química ou tratamento de anodização.
- fundição de matriz pode produzir peças complexas de paredes finas, mas ligas de magnésio de alta resistência exigem fundição de investimento, que é um processo complexo.
6. ligas de alta temperatura
- alta densidade, alta resistência à temperatura (acima de 1300 ° C), excelente resistência a oxidação, mas baixa tenacidade à temperatura ambiente.
- componentes complexos (contendo níquel, cromo, cobalto, etc.) requerem fundição de vácuo para evitar a contaminação por impureza e Rely na precisão (como investimento).

Quais são as vantagens dos moldes de faca na fundição de partes complexas?
1.precise moldagem de estruturas geométricas complexas
O molde de faca para fundição de metal pode cortar cáries com detalhes no nível da mícrons através da tecnologia de usinagem CNC de alta precisão, que é especialmente adequada para cavidades de paredes finas e em cáries em forma de especial, como turbine blades e airrafragtural As correspondências entre o ângulo da lâmina e o design do canal de fluxo podem controlar diretamente o caminho do fluxo de metal fundido e reduzir os defeitos de arrastamento de ar.2. qualidade da superfície e consistência dimensional
Comparado com a fundição de areia, os moldes da faca são metal ou resina e o acabamento da superfície pode atingir RA0.8μm, o que reduz significativamente a rugosidade da superfície fundida. Js No trabalho de fundição da cabeça do cilindro do motor automóvel , o efeito do espelho do nosso molde de faca pode eliminar o seguinte processo de moagem. Durante o resfriamento e o encolhimento, o desvio de tamanho pode ser controlado em ± 0,05mm para atender ao requisito de montagem de precisão do cliente.
3.Material Salvamento e redução de custo
O projeto da estrutura oca do molde da faca economizará o consumo de material de molde, especialmente para produtos de tamanho grande de paredes finas (por exemplo, leito de máquina-ferramenta). A melhoria do arranjo de costela de suporte do molde da faca pode reduzir o peso do molde em mais de 40%e melhorar o desempenho de resfriamento. Por exemplo, projetamos o molde de faca fundido em liga de alumínio para ter canais de água internos para o resfriamento, na tentativa de diminuir o tempo do ciclo de produção em 20% e o uso de energia da parte unitária em 15%.
4.Processar repetibilidade e adaptabilidade
O molde da faca para fundição de metal pode ser alterado convenientemente para produzir diferentes tipos de peças. A combinação modular de moldes de faca pode simultaneamente causar o mesmo grupo de equipamentos para fabricar componentes do chassi automático e juntas de aviação. Sua precisão de repetição é de ± 0,01mm , garantindo a estabilidade dimensional na produção em massa.Quais problemas técnicos o futuro manterá para o setor de fundição de metal leve?
Quais são as principais razões para escolher JS para fundição de metal?
1. Capacidade de fabricação de ponta
Temos um sistema CNC de garantindo ± 0,005 mm de precisão para componentes delicados de parede fina. A tecnologia de fundição semi-sólida e o resfriamento a jato trabalham juntos para levar as propriedades do material em toda a sua extensão e superar o conflito entre força e transferência de calor.
2. Integração do processo de matéria-prima
Mais de uma década de bancos de dados para metais leves, como alumínio, magnésio e titânio, são tratados e, juntamente com a simulação de processo para simulação de defeitos, é alcançada uma redução de sucata em 15%.
3. Sistema de produção flexível
A plataforma digital diminui o ciclo de design do molde em 40%, facilita a rápida mudança de linhas de produção dentro de 24 horas , e a taxa de rendimento é consistentemente acima de 98%.
4. Controle de custo do ciclo cheio
Sistema de alerta precoce de manutenção de molde estende a vida útil das partes principais em 3 vezes, a taxa de reciclagem de alumínio reciclado é 92%, e o custo unitário é 20% menor que a média da indústria .
5. Práticas de fabricação de verde
A tecnologia de remoção de pó de plasma reduz as emissões em 80%, é certificada pela ISO 14064 carbono e é padrões ESG compatíveis com os fabricantes de carros.
resumo
A essência da fundição de metal está no profundo entrelaçamento e controle de processos de materiais e moldes, que são formados por injetando metal moldado em moldes para solidificação . O sistema de controle de temperatura digital e a simulação de processos são comumente usados na fundição moderna para otimizar parâmetros com experiência acumulada. Na Metal Casting Company, onde você trabalha, a equipe técnica facilita a transição da indústria para a verde e a personalização por meio de moldagem por tentativas e iteração de microanálise para melhorar a qualidade e a produtividade do elenco.

isenção de responsabilidade
O conteúdo nesta página é apenas para referência geral. JS Series Não faz garantias expressas ou implícitas sobre a precisão, pontualidade ou aplicabilidade das informações fornecidas. Os usuários não devem assumir que as especificações do produto, parâmetros técnicos, indicadores de desempenho ou compromissos de qualidade de fornecedores de terceiros são completamente consistentes com o conteúdo exibido nesta plataforma. O recurso de projeto específico, os padrões de materiais e os requisitos de processo do produto devem ser baseados no contrato de pedido real. Recomenda-se que o comprador solicite proativamente uma cotação formal e verifique os detalhes do produto antes da transação. Para uma confirmação adicional, Entre em contato com nossa equipe de atendimento ao cliente para obter suporte profissional.
JS Team
JS é um provedor líder do setor de serviços de fabricação personalizados, dedicados a fornecer clientes com soluções de fabricação de alta precisão e alta eficiência. Com mais de 20 anos de experiência no setor, fornecemos com sucesso profissional usinagem cnc, href="https://jsrpm.com/3d-printing">3D printing, injection molding, metal stamping and other services to more than 5000 enterprises, Cobrindo vários campos, como aeroespacial, médico, automotivo, eletrônica, etc.
Temos uma fábrica moderna certificada com a ISO 9001: 2015, equipada com mais de 100 centros avançados de usinagem de cinco eixos para garantir que todo produto atenda aos padrões da mais alta qualidade. Nossa rede de serviços cobre mais de 150 países em todo o mundo, fornecendo resposta rápida de 24 horas para a produção de ensino em pequena escala e a produção em larga escala, garantindo um progresso eficiente do seu projeto.
escolhendo JS Equipe significa escolher parceiros de fabricação com excelente qualidade, entrega precisa e confiabilidade.
Para obter mais informações, visite o site oficial: jsrpm.com
FAQS
1. O que deve receber atenção ao derramar líquido de alumínio?
No derramamento de alumínio líquido, a temperatura e a velocidade de vazamento devem ser controladas. O molde pré-aquece entre 150-300 ℃ e é pulverizado com um agente de liberação. Assistência a vácuo ou vazamento lento devem ser aplicados simultaneamente para reduzir os poros para que o alumínio líquido possa ser preenchido sem problemas.
2. Qual é o princípio subjacente por trás da fundição de metal?
lançando metal fundido no molde e deixando -o solidificar e endurecer para tomar a forma da peça, o núcleo está dentro da fluidez do material e flexibilidade do molde.
3.Como o molde foi desenvolvido?
Primeiro, você precisa criar o modelo e depois pressionar ou a máquina CNC o molde de metal com o molde de areia e um aglutinante. Pode ser lançado após a moagem, o pré -aquecimento e outros processos. Alguns moldes de precisão precisam da inclusão de canais de água de resfriamento.
4.Como evitar os poros nas peças fundidas?
Controle de temperatura de vazamento e vazão, redesenhar o escape de molde para obter uma eficiência ideal, adicionar desoxidador e usar fundição a vácuo para reduzir o resíduo de gás.