

fundição de metal é um método comum usado no processo de produção para produzir peças, derretendo metal e derramando-o em um molde . Os métodos comuns de fundição são fundição de areia, fundição e elenco de investimentos. A fundição de areia é barata e adequada para a produção em massa, e a fundição é de alta precisão e adequada para componentes com formas complexas.
Nos últimos anos, A indústria de fundição de metal leve de refrigeração a jato se desenvolveu rapidamente. Esse processo de fundição de metal utiliza o emprego de fluxo de ar de alta velocidade para acelerar o resfriamento, com o efeito sendo a melhoria da força de fundição, bem como a qualidade da superfície. Todos esses processos de elenco têm suas próprias características, e a seleção deve ser feita com base em fatores materiais, de desempenho e custo. Esse entendimento dos processos ajudará no futuro a otimizar o processo de produção e a qualidade do produto.
Quais são os processos de fundição de metal comum?
1.Send Casting
fundição de areia é uma das operações de fundição de metal mais comuns. ele usa areia como molde e é adequado para componentes grandes ou complexos . É frequentemente usado para fabricar peças grandes, como bases para máquinas -ferramentas e blocos de motor. A fundição pode variar de alguns quilos a centenas de toneladas de peso. O equipamento de fundição de areia é simples e de baixo custo, com alta rugosidade da superfície e precisão média. Os moldes de fundição de areia são frequentemente usados apenas uma vez.
2. Casting de alta pressão
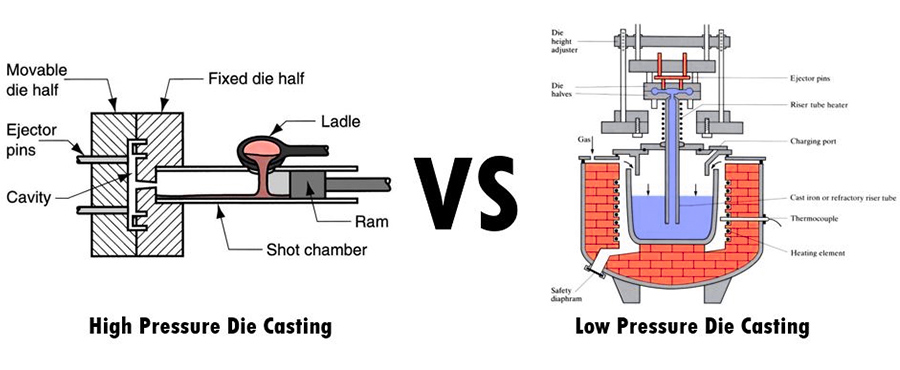
fundição de alta pressão é outra importante operações de fundição de metal. empurra o metal fundido para o molde de metal sob alta pressão (normalmente 10-200mpa). As vantagens da fundição de alta pressão são alta produtividade, velocidade de moldagem rápida (tempo de enchimento de 0,01-0,2 segundos), parte da superfície lisa e tamanho preciso. A desvantagem é de alto custo de mofo e é adequado para a produção em massa. A fundição de alta pressão é amplamente utilizada para ligas como alumínio e zinco. É amplamente utilizado em peças automotivas (por exemplo, caixa da caixa de engrenagens) e alojamento de produtos 3C, e a pressão é geralmente 50-150MPA.
3. LOW-Pressure Casting
A pressão de fundição da fundição de baixa pressão é baixa (geralmente 0,01-0,05MPa). força o metal fundido no fundo a fluir para o molde . A fundição de baixa pressão tem o benefício de alta utilização de metal e menos poros, que é utilizada para fabricar componentes com requisitos de maior qualidade. A desvantagem é que o recheio é lento (cerca de 1 a 10 segundos) e a eficiência da produção não é tão boa quanto a fundição de alta pressão.
4.nocimento de investimento
O elenco de investimentos também é conhecido como elenco de cera perdida . Primeiro faz um modelo de cera, depois o cobre com material refratário e, finalmente, aquece para deixar a cera derreter e fluir. As vantagens do elenco de investimento são de alta precisão, boa qualidade da superfície e podem ser aplicadas a peças com formas complexas. As desvantagens são de alto custo e longo ciclo de produção. É usado principalmente para pequenas peças fundidas de alta precisão, como lâminas aeroespaciais e instrumentos médicos, e o peso da fundição geralmente não supera 50 kg.
5.die fundindo
fundição de matriz é um tipo de fundição de alta pressão, mas normalmente se refere à rápida prototipagem de metais não ferrosos. Ele usa moldes de metal e pressões mais altas (até 100MPa ou mais). As vantagens da fundição são extremamente alta eficiência de produção (centenas de peças por hora são possíveis) e adequadas para peças de paredes finas (a espessura da parede pode ser tão pequena quanto 0,5 mm). A desvantagem é que ela só pode ser usada para metais de ponto de baixa fusão, como alumínio, magnésio, zinco, etc., e o molde é caro.
Quais são os principais fluxos de processo do forno fundição de metal?
1.Melting de metal
Este é o primeiro passo da fundição de metal do forno. matérias-primas de metal (alumínio, ferro, cobre, etc.) são colocadas em um forno e aquecidas a alta temperatura até que sejam completamente fundidas. O ponto de fusão difere de acordo com o tipo de metal, como o alumínio derrete a cerca de 660 ° C, enquanto o ferro requer cerca de 1538 ° C.
Pontos de chave:
- A temperatura tem um impacto direto na qualidade do metal fundido e requer controle em tempo real para evitar a oxidação ou mistura de gás.
- Escolha do tipo de forno de fundição: forno de arco elétrico para metal com um ponto de fusão alto (por exemplo, aço) e forno a gás para metal com um ponto de fusão baixo, como liga de alumínio.
2. Meltrelt Treatment
Purifique o metal fundido. Remova impurezas e gases para melhorar a qualidade do metal. Algumas práticas que normalmente são realizadas são a introdução de agentes de refino, agitação ou passagem de gás inerte.
3.Mold Preparação
Selecione o molde de acordo com o processo de fundição. Use moldes de areia para fundição de areia , moldes de metal para fundição de matriz; e moldes de cerâmica para elenco de investimento. O molde deve estar seco e limpo para que não possa afetar a qualidade do elenco.
Pontos de chave:
- Os moldes de areia são baratos de produzir, mas são imprecisos. Moldes de metal podem ser reutilizados, mas precisam ser resistentes ao calor em design para suportar a alta temperatura do metal fundido.
- Na fundição de metal do forno, um molde pré -aquecido impede defeitos causados pelo resfriamento rápido excessivo do metal fundido.
4.Pouring
O metal líquido no forno é derramado na cavidade do molde através de uma concha ou sistema de transporte automático. A temperatura de vazamento e a velocidade precisam ser bem controladas. Muito rápido causará bolhas e muito lento levará à não solidificação do metal.
Pontos de chave:
- A temperatura de vazamento deve ser 50-100 ° C mais alta que o ponto de fusão do metal (por exemplo, a temperatura de vazamento da liga de alumínio é de cerca de 700-750 ° C).
- O design da porta afeta o fluxo de metal fundido e os poros ou defeitos de fechamento frio devem ser evitados.
5.Coolamento e solidificação
O metal é deixado esfriar no molde naturalmente para criar uma fundição sólida. O tempo que leva para esfriar dependerá do tamanho da fundição e do metal. As peças fundidas maiores levarão algumas horas. A taxa na qual esfria deve ser regulamentada. Muito rápido o tornará quebradiço e muito lento será ineficaz.
6.Demolding e limpeza
Após a fundição ser sólida, ela é removida do molde. A fundição de areia exige que o molde seja quebrado, enquanto os moldes de metal podem ser reutilizados. A superfície do elenco pode ser com rebars ou areia residual , e os moldes de metal podem ser reutilizados depois de limpar.
7. post-processamento
O elenco pode exigir passar por outros processos, como corte, moagem e tratamento térmico, etc., para melhorar a precisão e o desempenho.

Como usar moldes de gesso para obter fundição de alumínio simples?
1. Materiais e ferramentas de prepare
Materiais:
Pó de gesso (o melhor é o gesso refratário).
ferramentas:
Recipiente de fundição (cadinho de ferro fundido ou tanque de aço com parede grossa).
Fonte de calor (pistola de propano, forno pequeno). luvas).
Proteção à segurança é a operação inicial de alumínio de fundição de metal DIY, e o equipamento de proteção deve ser usado.
2. Faça um molde de gesso
faça um protótipo:
Escerne a forma de alumínio desejada (por exemplo, chaveiro ou pequena estátua) usando cera ou madeira.
Prepare a pasta de gesso:
Adicione lentamente o pó de gesso à água e misture até que se torne uma pasta que seja espessa sem partículas.
A pasta de gesso deve ser aplicada em 10 minutos (seca mais rápido).
lançar o molde de gesso:
Posicione o protótipo em um recipiente e despeje sobre a pasta de gesso para dar ao protótipo uma espessura de cobertura de pelo menos 2 cm.
seque o molde:
O molde de gesso deve ser seco inteiramente (pode secar naturalmente por 1-2 dias ou ser assado a temperatura 100 ° C por 4 horas).
Depois de secar, remova o molde do protótipo e mantenha a cavidade a ser lançada.
em alumínio de fundição de metal diy , o molde de gesso deve estar completamente seco; caso contrário, ele estourará quando enfrentar líquido de alumínio de temperatura quente.
3.Meltando e derramando líquido de alumínio
Material de alumínio de fusão:
- Coloque o alumínio de sucata no cadinho e derreta-o para 660-700 ° C usando uma tocha ou forno de propano (o ponto de fusão do alumínio é de cerca de 660 ° C).
- Quando o líquido de alumínio desenvolver uma cor branca prateada, mexa com uma haste de aço para remover impurezas.
- Pré-aquecimento do molde: coloque o molde de gesso no forno e aqueça-o em uma temperatura de 150-200 ° C (para reduzir defeitos criados devido ao resfriamento rápido do líquido de alumínio).
preenchimento de líquido de alumínio:
- Pegue o cadinho em uma pinça cadra e encha lentamente o líquido de alumínio na cavidade do molde para não respirar.
- Regule as mãos enquanto enche e verifique se o líquido de alumínio flui através de todos os cantos.
em fundição de metal alumalloy , a velocidade de vazamento precisa ser mantida lenta para evitar bolhas.
4.Coolamento e pós-processamento
- Resfriamento natural: Depois de derramar, deixe-o de 20 a 30 minutos até que o líquido de alumínio solidifique completamente (a temperatura externa do molde cai abaixo de 50 ° C).
- Demolding e retirando o elenco: toque cuidadosamente no molde de gesso e tire as peças de alumínio (o gesso é quebradiço e tem uma baixa taxa de reutilização).
- Limpeza e polimento: arquivo ou lixar rebarbas e superfícies ásperas.
- Superfície de polimento: moer suave com areia fina ou moedor elétrico .
Produtos de alumínio TRANSFERECIMENTO RAPIDADO, portanto, evite entrar em contato direto com água fria durante o resfriamento (para evitar deformação ou rachadura).

Quais são as diferenças de parâmetros do processo entre fundição de alta pressão e fundição de baixa pressão?
fundição de baixa pressão e fundição de alta pressão são dois processos convencionais em fundição de metal de alumínio:
1. Comparação de parâmetros do processo de core
2. Aplicabilidade técnica de JS
A fabricação de precisão JS combina extensivamente técnicas de baixa pressão e alta pressão no campo da elenco de liga de alumínio-magnésio, contando com os seguintes recursos técnicos para atender aos requisitos dos clientes sofisticados:
Controle de alta precisão:
JS emprega um sistema de controle de pressão de circuito fechado para ajustar a flutuação da pressão de enchimento da fundição de baixa pressão para ± 0,5%e adota a tecnologia de correção de molde quente para alcançar a exportação dimensional de ± 02mming Excesso de fundição a exportar a dialização de ± 02memed a exportação dimensional de ± 02mled
Adaptabilidade material: Na fundição de baixa pressão de liga de alumínio-magnésio) , o JS desenvolveu um sistema especial para aumentar a vida do molde de baixa pressão. Ao mesmo tempo, com a otimização da curva de injeção na fundição de alta pressão, a taxa de aderência é controlada abaixo de 0,3%. Casos recentes mostram que a resistência à tração de seu cubo de roda de liga de alumínio-magnésio aumentou 12%e o alongamento foi superior a 8%. Manufatura verde: Utilizamos um dispositivo de proteção de gás inerte na fundição de baixa pressão para reduzir as inclusões de óxido em 20%. A máquina de fundição de alta pressão utiliza um sistema de recuperação de calor residual para reduzir o consumo de energia unitário em 18%. Ambos os processos seguem a certificação Ambiental ISO 14001, que se alinha com a nossa política de fundição verde. Resposta rápida: Com a ajuda da tecnologia de simulação digital, o JS reduziu o tempo do ciclo de desenvolvimento para moldes de fundição de baixa pressão em 60% do modelo tradicional e melhoraram os parâmetros de processo para fundição de alta pressão em 40%. Recentemente, Desenvolvemos um suporte moldado para um cliente aeroespacial , e levou apenas 28 dias à entrega da primeira peça, que é 35% mais rápida que a média da indústria. 3.processam a estratégia de seleção 1.Type e material do molde 2. eficiência e custo da produção 3.Precisão e qualidade da superfície 4. cenários de aplicativo fundição de areia, fundição, elenco de investimento, elenco centrífugo e outras tecnologias no elenco de metal constituem o sistema de tecnologia principal da indústria de manufatura. O fundição de areia tornou-se a solução preferida para grandes partes estruturais com seu baixo custo e versatilidade, e a fundição de matriz fornece uma solução de alta precisão para componentes do complexo de parede fina com base na tecnologia de protótipo de alta pressão.
Nos últimos anos, com a crescente demanda por fabricação verde e leve, novos processos como a tecnologia de resfriamento a jato e o elenco sem moldes surgiram um após o outro, expandindo ainda mais os limites da tecnologia de fundição. Na Metal Casting Company, onde você trabalha, você precisa obter um avanço duplo na melhoria do rendimento e economia de energia. Envie-nos seus documentos de demanda específicos e nós fornecerá serviços de fundição de metal a você em pouco tempo . Os recursos de acumulação técnica e engenharia do JS podem fornecer suporte a você. O conteúdo nesta página é apenas para referência geral. JS Series Não faz garantias expressas ou implícitas sobre a precisão, pontualidade ou aplicabilidade das informações fornecidas. Os usuários não devem assumir que as especificações do produto, parâmetros técnicos, indicadores de desempenho ou compromissos de qualidade de fornecedores de terceiros são completamente consistentes com o conteúdo exibido nesta plataforma. O recurso de projeto específico, os padrões de materiais e os requisitos de processo do produto devem ser baseados no contrato de pedido real. Recomenda-se que o comprador solicite proativamente uma cotação formal e verifique os detalhes do produto antes da transação. Para uma confirmação adicional, Entre em contato com nossa equipe de atendimento ao cliente para obter suporte profissional. JS é um provedor líder do setor de serviços de fabricação personalizados, dedicados a fornecer clientes com soluções de fabricação de alta precisão e alta eficiência. Com mais de 20 anos de experiência no setor, fornecemos com sucesso profissional usinagem cnc, href="https://jsrpm.com/3d-printing">3D printing,
requisitos de cenário
Processos recomendados
JS Suporte técnico
requer estrutura interna de alta resistência/complexo
fundição de baixa pressão
TECNOLOGIA DE GATING HOT TOP + Tecnologia de pressurização de etapas.
busca de produção leve/de alto volume
fundição de alta pressão
Injeção de pressão de vários pontos + sistema de escape de vácuo.
Utilização de materiais Projetos sensíveis a
fundição de baixa pressão (modo anti-gravidade)
Sistema de controle de nível de líquido adaptativo, taxa de sucata <8%.
Peças de precisão de alto valor agregado
fundição de alta pressão + extrusão localizada
pressão em tempo real, velocidade de ajuste de circuito duplo de velocidade, rugosidade da superfície RA <0,8μm.
Quais são as diferenças entre fundição e elenco de areia?
Resumo

isenção de responsabilidade
JS Team
Temos uma fábrica moderna certificada com a ISO 9001: 2015, equipada com mais de 100 centros avançados de usinagem de cinco eixos para garantir que todo produto atenda aos padrões da mais alta qualidade. Nossa rede de serviços cobre mais de 150 países em todo o mundo, fornecendo resposta rápida de 24 horas para a produção de ensino em pequena escala e a produção em larga escala, garantindo um progresso eficiente do seu projeto.
escolhendo JS Equipe significa escolher parceiros de fabricação com excelente qualidade, entrega precisa e confiabilidade.
Para obter mais informações, visite o site oficial: jsrpm.com
FAQS
1. O que é fundição de metal?
fundição de metal envolve derramar metal líquido em um molde e deixá -lo esfriar para obter a forma desejada. A fundição de metal é empregada para fazer peças complexas ou grandes, como peças de motor, ferramentas industriais etc., com eficiência produtiva e vantagens econômicas.
2.O que são as vantagens do elenco de investimentos?
fundição de investimento (processo de cera perdida) usa molde de cera descartável para obter molduras de peças complexas de alta precisão com um acabamento superficial de até RA1.6μm e pode ser usado para processar materiais difíceis de máquinas, como a liga de titânio. É especialmente adequado para produzir pequenos lotes de componentes de precisão em campos aeroespaciais, médicos e outros.
3.Como rápido é fundição de alta pressão?
fundição de alta pressão pode encher moldes com uma velocidade máxima de 20-60 m/s e pode preencher moldes complexos em 0,02-0,2 segundos. É adequado para peças de paredes finas (por exemplo, blocos de cilindros de carro) e um ciclo leva cerca de 30-90 segundos, levando em consideração a precisão e a produtividade.
4.Is Casting DIY seguro?
o lançamento do tipo de si mesmo é perigoso, com potencial para respingos altos de calor e metal, requer proteção rigorosa (óculos, luvas, ventilação) e torna impossível usar material ou moldes úmidos. É com segurança possível em operação regular, mas as diretrizes profissionais devem ser seguidas.