

シートメタルファブリケーションは、自動車、電子機器、航空宇宙、家電製品、その他のフィールドで広く使用されています。 軽量アルミニウムs heet metal and 腐食抵抗性亜鉛めっきS <スパンクラス= "文章" Data-TranslateID = "6BF8240734682FAA902A85FBBC5E45AC" data-pos = "0" data-len = "116" data-v-7b79c893 = "" Data-TranslateID = "6BF8240734682FAA902A85FBBC5E45AC" data-pos = "0" "data-len =" 116 "data-v-7b79c893 =" ">製造。 設計から生産までのシートメタル曲げのカスタマイズソリューションを提供し、企業が効率と品質の二重のブレークスルーを達成するのを支援することにコミットします。
"ブロック左:マージン右: " src = "https://jsrpm.com/webSite_img/i/2025/04/22/s9ljtm-2.gif" alt = "板金製造のスタンピングプロセス" width = "456" height = "257">
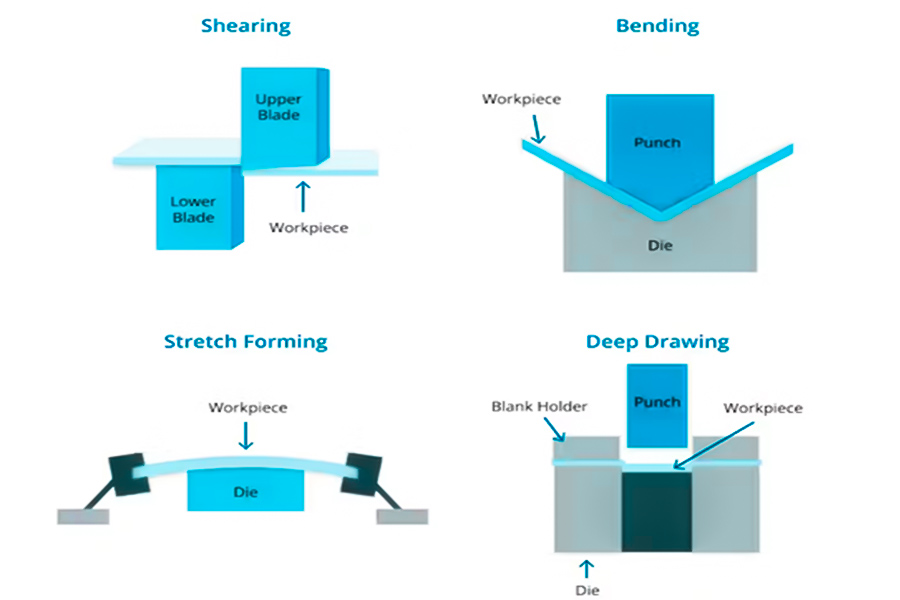
<スパンクラス="文章 "" " data-translateId = "a35db0fd8ab09b2c25e870093ee1d4d9" data-pos = "" data-len = "212" data-v-7b79c893 = ""> シートメタル製造は、金属板を正確な構造部品に切断および曲げるプロセスです。自動車および電子産業で広く使用されています。 曲げシートメタル調整性能とアセンブリの精度など、機能的な形状。
板金製造業者の能力金属シートの延性を軽量で高強度の最終製品に統合することは、現代産業の重要な技術になりました。
<スパンクラス="文章 "" " data-translateId = "bfea930fba47aeb7b17623a8ca13046" data-pos = "624" data-len = "226" data-v-7b79c893 = "">
1.cutting
板金部品を処理および削除する一般的な手法は次のとおりです。
<テーブルスタイル= "境界線崩壊:崩壊;幅:100%;境界線:1px;境界線:#000000;" border = "1">
メソッド
原則
該当するシナリオ
強さと弱点
レーザー切断
高エネルギーレーザービーム溶融材料。
高精度、複雑なグラフィックス。
高価で遅いです。
切断
金型圧力カットオフ。
線形切断。
高速ですが、単純な形状に限定されています。
ウォータージェット切断
研磨剤と混合した高圧水。
薄い熱感受性材料。
熱ショックはありませんが、非効率的です。
2.シートメタルベンド
プラスチックの変形を介してプレートの角度を変更するコアプロセスには、次のものが含まれます。
<テーブルスタイル= "境界線 - 崩壊:崩壊;幅:100%;境界線幅:1px;境界線:#000000; height:211.859px;" border = "1">
メソッド
原則
該当するシナリオ
強さと弱点
brake bending
曲げ機に圧力をかけます。
正確な角度、大量生成。
機器は高価ですが正確です。
エアベンディング
金型に局所圧力を適用します。
角度は複雑です。
金型は必要ありませんが、精度は低いです。
ロールベンディング
ローラーの連続塑性変形
円形パイプと曲線コンポーネント。
長いストリップと低い効率に適しています。
3. スタンピング
data-v-7b79c893 = ""
<テーブルスタイル= "境界線崩壊:崩壊;幅:100%;境界線:1px;境界線:#000000;" border = "1">
メソッド
原則
該当するシナリオ
強さと弱点
パンチ
金型のパンチホール。
穴と不規則な穴を通して。
高効率ですが、金型コストが高くなります。
形成
金型のプラスチック変形
複雑な構造(フランジなど)。
大量と低柔軟性に適しています。
4.Forming
メソッド
原則
該当するシナリオ
強さと弱点
深い描画
複数のストレッチと形成。
深いキャビティコンテナ(バッテリーケースなど)。
材料の使用率は高いですが、金型構造は複雑です。
アイロン
局所的な薄化は高さを増加させます。
ランプシェードと食器
壁の厚さの均一性を制御する必要があります。
5.connect
複数のシートメタルコンポーネントを完全な構造に結合します:
<テーブルスタイル= "境界線崩壊:崩壊;幅:100%;境界線:1px;境界線:#000000;" border = "1">
メソッド
原則
該当するシナリオ
強さと弱点
溶接
溶融材料接続。
高強度需要。
変形リスクには、特殊な機器が必要です。
溶接
機械的固定。
シーンを分解する必要があります。
逆転性ですが、激しくはありません。
接着
化学結合
シーリングまたは装飾。
熱変形はありませんが、温度抵抗が不十分です。
シートメタル処理の中核は、プロセス特性とその他の方法と組み合わせた柔軟な選択の選択にあり、効率的で正確な部品製造を実現します。
Data-TranslateID = "7DB1D0679CD5D51E81970CD6FD48D570" data-pos = "116" data-len = "216" data-v-7b79c893 = "" " Data-TranslateID = "6BF8240734682FAA902A85FBBC5E45AC" data-pos = "0" "" len = "116" data-v-7b79c893 = "" "
1。 Data-V-7B79C893 = ""> アルミニウムシートメタルB ランキング
- 機能:高精度ダイとサーボプレスは、href =" https://jsrpm.com/laser-cutting "> burr free and vertical cotingを達成します
- 技術的なハイライト:金型(0.01-0.03mm)のギャップを制御し、CCD視覚測位システムを使用して生産を増加させる必要があります。
2。 Data-V-7B79C893 = "" "> aluminum
3。 Data-V-7B79C893 = ""> アルミニウムシートメタル曲げ
- v字型の曲げ厚さ。
- ローリングベンディング:r = 2t。
- 技術コア:サーボベンディングマシンには、CAEシミュレーションによるリアルタイム圧力フィードバックシステムが装備されています。
4。 data-len = "33" data-v-7b79c893 = ""> アルミニウムシートメタルハイドロフォーミング
- 原理:液体媒体の移動圧力、金型摩耗の削減、 ケース:新しいエネルギー車両バッテリーパック、壁の厚さの均一性エラー≤0.1mm。
- 機器要件:アルミニウムプレートの過剰拡張を防ぐための圧力変動のリアルタイム監視(精度±0.5MPa)。
<テーブルスタイル= "境界線崩壊:崩壊;幅:100%;境界線:1px;境界線:#000000;" border = "1">
プロセスタイプ
コア利点
アルミニウム適応性
典型的なアプリケーション
class = "data-translateid =" 1590aebfe164354a1d7e200c2daf80c7 "data-pos =" 3 "data-len =" 23 "data-v-7b793 =" "> b lanking
薄いプレートに適した高い断面品質。
0.1-2.0mmアルミニウム<スパンクラス= "文" Data-TransLateID = "1A5222003D42527C59ABB5FE442B388F" data-pos = "3" data-len = "28" data-v-7b79c893 = "" "> precision Electronics。
成形されると、材料の利用率が高くなります。
0.5-4.0mm延性アルミニウム材料。
バッテリーケース。
曲げ
カスタマイズ可能な曲率および柔軟な生産
すべてのアルミニウムの厚さ data-v-7b79c893 = "">シートメタル 。
ブラケット、湾曲したシェル。
class = "data-translateId =" d4028fb61fd395df3531ea45d083afc6 "data-pos-pos =" 3 "data-len =" 33 "data-v-79c893 ="> ハイドロフォーミング
均一な壁の厚さを備えた複雑な中空構造。
高強度6シリーズアルミニウム合金。
新しいエネルギー自動コンポーネント。
シートメタル:
- 材料適応:製品の要件によると、1シリーズ(6シリーズ)アルミニウム sheet metal
- リバウンド制御:アルミニウム材料の弾性変形は、カビ補償設計(プレベンド角度の増加など)によって相殺されます。
- 表面処理:ゾウム化(硬度hv≥150)または腐食耐性を改善するためのパッシング治療
1.cutting
板金部品を処理および削除する一般的な手法は次のとおりです。
<テーブルスタイル= "境界線崩壊:崩壊;幅:100%;境界線:1px;境界線:#000000;" border = "1"> 2.シートメタルベンド プラスチックの変形を介してプレートの角度を変更するコアプロセスには、次のものが含まれます。
<テーブルスタイル= "境界線 - 崩壊:崩壊;幅:100%;境界線幅:1px;境界線:#000000; height:211.859px;" border = "1"> 3. スタンピング data-v-7b79c893 = ""
<テーブルスタイル= "境界線崩壊:崩壊;幅:100%;境界線:1px;境界線:#000000;" border = "1"> 4.Forming 5.connect 複数のシートメタルコンポーネントを完全な構造に結合します: シートメタル処理の中核は、プロセス特性とその他の方法と組み合わせた柔軟な選択の選択にあり、効率的で正確な部品製造を実現します。
メソッド
原則
該当するシナリオ
強さと弱点
レーザー切断
高エネルギーレーザービーム溶融材料。
高精度、複雑なグラフィックス。
高価で遅いです。
切断
金型圧力カットオフ。
線形切断。
高速ですが、単純な形状に限定されています。
ウォータージェット切断
研磨剤と混合した高圧水。
薄い熱感受性材料。
熱ショックはありませんが、非効率的です。
メソッド
原則
該当するシナリオ
強さと弱点
brake bending
曲げ機に圧力をかけます。
正確な角度、大量生成。
機器は高価ですが正確です。
エアベンディング
金型に局所圧力を適用します。
角度は複雑です。
金型は必要ありませんが、精度は低いです。
ロールベンディング
ローラーの連続塑性変形
円形パイプと曲線コンポーネント。
長いストリップと低い効率に適しています。
メソッド
原則
該当するシナリオ
強さと弱点
パンチ
金型のパンチホール。
穴と不規則な穴を通して。
高効率ですが、金型コストが高くなります。
形成
金型のプラスチック変形
複雑な構造(フランジなど)。
大量と低柔軟性に適しています。
メソッド
原則
該当するシナリオ
強さと弱点
深い描画
複数のストレッチと形成。
深いキャビティコンテナ(バッテリーケースなど)。
材料の使用率は高いですが、金型構造は複雑です。
アイロン
局所的な薄化は高さを増加させます。
ランプシェードと食器
壁の厚さの均一性を制御する必要があります。
メソッド
原則
該当するシナリオ
強さと弱点
溶接
溶融材料接続。
高強度需要。
変形リスクには、特殊な機器が必要です。
溶接
機械的固定。
シーンを分解する必要があります。
逆転性ですが、激しくはありません。
接着
化学結合
シーリングまたは装飾。
熱変形はありませんが、温度抵抗が不十分です。
data-v-7b79c893 = ""> data-v-7b79C893 = "">推奨:
1。 data-len = "18" data-v-7b79c893 = ""> pulse mig溶接
jsは、高度なMIG機器を採用し、パルスモードをサポートし、プロフェッショナル溶接ワイヤ(シリコンとアルミニウムを含む)を採用し、Zinc Vaporを効果的に抑制し、SPANの溶接耐性を抑制します。
2。 data-len = "13" data-v-7b79c893 = ""> レーザー溶接 高エネルギー密度レーザービームは、金属を迅速に溶かし、熱効果ゾーンを減らし、ジンク層の大規模な酸化を回避できます。 jsは高精度レーザー溶接システムを採用しています。 ±0.005mmの厳格な耐性要件を満たします。 span class =" cente "data-translateid =" data-pos = "0" data-len = "3" data-v-7b79c893 = "" "> 3。 Data-V-7B79C893 = ""> 抵抗スポット溶接 薄い亜鉛めっき鋼<スパンクラス=" data-translateid = "4aa0fef32e757de1e1e667a29b75750283c3" "33283c3"データ- data-len = "208" data-v-7b79c893 = ""> metal (例えば0.5-3mm)、金属は電極圧と電流の瞬時の作用によりその場で溶け、亜鉛層は信頼できる接続を形成する圧力下で圧迫されます。
JS's automated resistance welding equipment can accurately control parameters, time and current, through electrode grinding system, prolong the service life of the equipment and adapt to efficient mass production of galvanized steel metal . Extra advantages for JS company The influence of bending mold on the machining accuracy of bend sheet metal is mainly reflected in the following aspects: 1.Design of mold fillet radius 2.Matching mold gaps 3.Mold surface roughness 4.Mold materials and heat treatment 5.Mould wear and maintenance 6.Match of mold thickness and plate thickness The selection of sheet metal part material thickness requires comprehensive consideration of function requirements, process limitations and economy. Sheet metal gauge chart is the core tool to guide selection. Here are the key steps and highlights: 1.Clarify application scenarios and load requirements 2.Matching thickness range of manufacturing process The sheet metal gauge chart will indicate the recommended thickness range for different processes, such as 0.8mm-3mm for aluminum sheet metal (1060) bending. 3.Balance cost and material utilization 4.Consider the impact of connectivity technology Sheet metal gauge chart application 1.Production accuracy and quality control JS uses imported laser cutting equipment with accuracy of ±0.005mm, far exceeding industry standards (traditional sheet metal fabricators is typically ±0.02mm), especially for precision electronics (such as cell phone heat sinks) and aerospace components, and solves the deformation problem of high-strength steel and aluminum alloys. 2.Speed of delivery and productivity JS standardized orders can be delivered within 1-2 weeks and urgent orders can be returned within 24 hours, with a 30% reduction in wait times. Multi process collaboration (cutting+bending+welding) is achieved synchronously, increasing overall efficiency by 30% -50%. 3.Material selection and cost optimization There are more than 50 kinds of metallic and non-metallic materials in JS, and the material utilization rate is over 92%. 4.Technological innovation and process upgrading JS introduces artificial intelligence vision correction system and self-bending devices to support complex surface shaping and provide integrated solutions. 5.Global service capability JS supports multilingual drawings and global logistics tracking (DHL/UPS dedicated line) and serves clients in more than 30 countries. In the field of industrial manufacturing, sheet metal fabrication has become an indispensable technical pillar in modern industrial system due to its diverse process and extensive application scenarios. Sheet metal processing involves cutting, sheet metal bend, stamping, welding and other core processes, sheet metal sheets into a functional and aesthetic combination of structural components. Whatever the material, the perfect balance can be achieved through process optimization and material selection. JS Precision Manufacturing has 20 years of industry experience and an intelligent production system that pushes traditional sheet metal processing to a new level. It redefines the technical boundaries and value standards of sheet metal processing by providing global customers with one-stop solutions ranging from prototype design to mass production with extreme precision, adequate material adaptability and green manufacturing concepts. このページの内容は情報目的のみです。サードパーティのサプライヤーまたはメーカーがJushengネットワークを介して提供するパフォーマンスパラメーター、幾何学的許容範囲、特定の設計機能、材料品質と種類または仕上がりがあると推測すべきではありません。これはバイヤーの責任ですこれらの部分の特定の要件を決定するために、パーツの引用を求めてください。
jsは業界をリードする会社ですカスタム製造ソリューションに焦点を当てています。 5,000人以上の顧客にサービスを提供している20年以上の経験により、高精度 cnc machining 、 1.What is the general accuracy of sheet metal processing? Laser cutting up to ±0.005mm, CNC bending up to ±0.02mm, traditional stamping up to ±0.1mm. High-end equipment combined with AI algorithms can break through micron level accuracy and meet high-demand scenarios such as precision electronics and aerospace. 2.What's the difference between laser cutting and traditional stamping? High precision Laser cutting (±0.02mm), no mold required, suitable for irregular holes. Punching depends on die, low cost, suitable for large-scale wire cutting. 3.Why does the automotive industry heavily use sheet metal fabrication? With its lightweight, high strength and high efficiency, the automobile industry relies on sheet metal processing to quickly form complex components such as bodywork and chassis, while taking into account cost control and large-scale production needs. 4.Why is sheet metal fabrication considered green manufacturing? Sheet metal processing reduces pollution and waste by increasing material utilization (waste), low energy consumption and environmental protection measures. Realize resource recycling and cleaner production in conjunction with ISO 14001 certification. Digital modeling and fabrication

What is the impact of bending molds on machining accuracy?

How to choose the material thickness of sheet metal parts?
Process type
Applicable gauge range
Process limitations
Laser cutting
0.1mm-20mm
The cutting speed of thick plate is reduced and the risk of thermal deformation is great.
Bending
0.5mm-6mm
The angle of the V-mold needs to be adjusted to the thickness (e.g. using the 80° V-mold to make a 6mm plate).
Deep stamping
0.6mm-3mm
The material elongation rate should be ≥20% (such as aluminum alloy 5052).
マテリアルタイプ
Gauge number
Actual thickness (mm)
Typical use
SPCC cold rolled steel
18
1.2
Electrical enclosures and shelves.
AL1100 aluminum sheet metal
20
0.9
Heat sink, electronic device casing.
SUS304 stainless steel
16
1.0
Medical equipment, food equipment.
What are the reasons for choosing JS sheet metal fabrication?
Comparison items
JS sheet metal fabrication
Other sheet metal fabricators
Cutting accuracy
±0.005mm (laser cutting)
±0.02mm-0.05mm (traditional CNC stamping machine)
Rebound compensation accuracy
AI algorithm compensation, error ±0.01mm.
Manual adjustment, error> 0.1mm.
Surface quality
Thermal effect zone<0.1mm, no burrs.
The burrs were obvious and needed polishing.
Comparison items
JS sheet metal fabrication
Other sheet metal fabricators
Standard delivery times
1-2 weeks.
3-4 weeks.
Small batch response
24-hour express delivery.
Mold replacement takes 1-2 hours and is only suitable for mass replacement.
Process collaboration
Multi process parallel processing.
A single process is produced in stages.
Comparison items
JS sheet metal fabrication
Other sheet metal fabricators
Number of material warehouse
More than 50 varieties (including special boards).
10-20 types(conventional metals only).
Material utilization rate
92% + (remaining material intelligently matched).
80-85% (depending on fixed-specification procurement).
Cost control
Recycling excess materials can reduce costs by 15%.
Material waste is widespread and systematic optimization is lacking.
Comparison items
JS sheet metal fabrication
Other sheet metal fabricators
Technical Capability
AI corrects + automatically bends.
Manual adjustment is the main focus.
Process innovation
Support irregular parts/surfaces.
For flat/simple bending only.
Simulation verification
Built-in CAE simulation system.
No simulation capability, by trial and error.
Comparison items
JS sheet metal fabrication
Other sheet metal fabricators
Scope of services
Global delivery (more than 30 countries).
Local or regional markets only.
Communications support
Multilingual drawing and technical team.
English documents rely on third-party translation.
Delivery times
International orders take 4 to 6 weeks.
Subcontracting causes delays to third parties.
Summary

免責事項
jsチーム
FAQs
Resources
