

Le moulage par injection est une technologie de moulage en plastique révolutionnaire dans l'industrie manufacturière moderne. Le principe central est d'injecter du plastique fondu dans une cavité de moisissure de précision, de refroidir et de se solidifier, et d'obtenir des produits en plastique avec des formes spécifiques . Le processus combine les mécanismes de flud-v-7b79c893 = "> Le processus combine les mécanismes de flud-v-v-7993 ="> Le processus combine les mécanismes de flud-VID, Fluid Metchanics, et les mèches Fluid Metchanic Machinerie de précision à réaliser moulage en plastique Sautez de la moulure de main traditionnelle à la production de masse hautement automatisée.
Contrairement aux méthodes de traitement traditionnelles, le moulage par injection a l'avantage unique de pouvoir compléter le model de structure du complexe. Le processus central du moulage par injection est essentiellement la planification spatiale des matériaux thermoplastiques pendant la transition de phase contrôlée. Loin des cycles de remplissage et de refroidissement simplement, le processus combine la synergie des matériaux, le transfert de thermodynamique et les certifications mécaniques: la moule n'est pas seulement un contenant, mais aussi un conducteur d'espace qui guide l'orientation de la polyme. 
Quel est le processus central de moulage par injection?
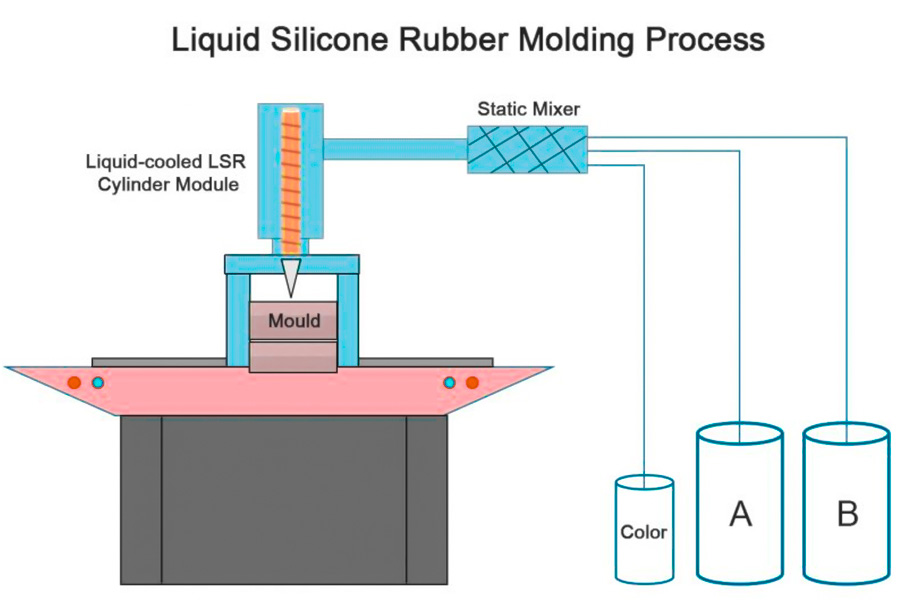
Quelles sont les caractéristiques du processus de moulage d'injection de silicone liquide?
1. débit actif à basse température et pression
2. Adaptation de moule auto-guérison
L'effet de mémoire élastique unique du matériau en silicone peut compenser automatiquement le défaut de faible tolérance de la matrice et réduire les défauts de flash Le processus de moulage en silicone , qui est la liaison dynamique que les plastiques rigides ne peuvent pas atteindre.
3. Programmation moléculaire pour la biocompatibilité
En ajustant le rapport de groupe A / B, La difficulté du matériau peut être personnalisée à injustement href = "https://jsrpm.com/industry/medical-device"> cathéter médical à sceau sismique.
4. Logique de contrôle de la température inverse
Traditionnel La moisissure d'injection sur le refroidissement des moisissures 170-200 ° C), reconstruisant complètement le système de gestion thermique de l'équipement de moulage.
injection-molding remodeler les limites de fabrication des industries suivantes par l'innovation matérielle et l'intégration de la technologie interdisciplinaire, offrant des solutions que les processus traditionnels ne peuvent pas réaliser: La technologie de modulation d'injection a percé le rôle des outils de production traditionnels à grande échelle et devient le moteur principal de l'innovation technologique entre les industries: For example, a certain company has redefined the manufacturing standards for deep space exploration by using multi layer co injection-molding technology to achieve temperature cycling testing from minus 150°C to 200°C for Le boîtier du capteur résistant aux rayonnements d'une moulure d'injection de sonde Mars. Les caractéristiques communes de ces matériaux innovants sont: 1.m Old Decoration (IMD +) Technology 2. Système de moule de contrôle de température dynamique 3. Injection directe de composites respectueux de l'environnement 4. Moulage d'injection à paroi mince ultra-élevée 5. Moulage d'injection de matériaux de santé intelligent Instruments combinés avec les avantages uniques de la fabrication de précision JS: Système d'adaptation des matériaux Ultra-Clean
Sur la base de divers polymères médicaux de grade médicale dans le bibliothèque de matériaux JS (E.G. PEEK, Medical-Sielicone, Transpaweron Materials (E.G. PEEK, MÉDECAL SILICOE, PRÉSPARENT JS MATÉRIEL (E.G. PEEK, MÉDECAL SILICOE, PRÉSPARENT JS MATÉRIEL (E.G. PEEK, MÉDECAL SILICE Polycarbonate), un modèle d'adaptation des matériaux pour une utilisation des instruments développé et des alliages spéciaux (par exemple les tests de cytotoxicité de molybdène) qui ont réussi les tests de cytotoxicité ISO 10993 sont prioritaires pour Instrument à long terme .
La combinaison de l'implantation d'ions d'immersion plasmatique avec une nano-argent, une microstructures antibactéries a été établie dans la cavité des moulures d'injection pour former une composition longue (> 500 cycles de nettoyage) Surface (taux d'inactivation d'Escherichia coli> 99,9%). 1. Système de compensation de tolérance dynamique Using JS patented closed-loop temperature controlled injection molding system (±0.002°C accuracy) combined with real-time pressure détection (résolution 0,1 MPa) Dans la cavité de la matrice, la stabilité de la taille des composants de 0,1 épaisseur de paroi était de ± 0,003 mm, satisfaisant aux exigences d'assemblage des instruments microsurgicaux . The development of gradient injection molding technology allows seamless connection between hard metal (e.g. stainless steel) and flexible TPU soft tissues in a single molding process, with shear strength exceeding 25MPa, exceeding the fatigue life limit of traditional bonding processes (a more than 3 augmenter). 1. 100 000 cluster d'unité propre de niveau 2. Système de gestion de traçabilité en boucle fermée Chaque pièce de moulage par injection est équipée d'une puce RFID qui intègre des données à partir de plus de 200 dimensions telles que le volume de matériaux brutes, les paramètres d'injection (TEMPERSE / TEMPELOCITÉ), les résultats d'inspection de la qualité, et pour prendre en charge les paramètres électroniques de la TRACEACE de la TRACE de la TRACE de la TRACE de la PRADA de la TRACEACAAGE 21 Normes CFR partie 11. Système de vérification de la condition de travail extrême
1. Matrice de test de vieillissement accéléré La fiabilité de l'instrument dans les cas de chirurgie d'urgence extrême a été assurée par Triple Vernification de la cycle de température (Cyclage de l'urgence extrême à 130 ° C, 1000 cycles), la corrosion chimique (72 heures de trempage avec 75% d'éthanol) et la fatigue mécanique (100 000 tests d'ouverture et de clôture). 2. Bioburden Extreme Challenge Simultanément, Modèles de simulation fonctionnelle 3D De l'instrument, des rapports d'analyse de microstructure matériaux et des fichiers de paramètre de processus de la MS) pour l'assistance à l'instrument (les fichiers de paramètre de procès-matériaux (détruice) pour l'assistance à l'assistance à l'assistance à l'assistance à l'assistance à l'assistance à l'assistance à l'assistance à l'assistance à l'assistance à l'assistance à l'assistance à l'assistance à l'assistance à l'assistance à l'assistance à l'EM) Les clients terminent rapidement la validation préclinique. Breakthroughs in environmental tolerance Technologie 1. Stabilité de la plage de température ultra-large JS Converties Précision de précision (± 0,005 mm) en micromètre Nivel Protective Control Capability That combiner 23 militaires Solutions dans les domaines terrestre, maritime, air et spatial. JS a réduit le coût du moulage par injection à petite échelle de 30% à 50% grâce à la technologie professionnelle et à l'optimisation des processus. Les plans spécifiques sont spécifiques suit: 1. La validation virtuelle remplace la modélisation des essais physiques 2. Système de devis intelligent Flexible Fabrication flexible Système Innovation matériaux 1. Plan de matériaux recyclé 2. Technologie synthétique à la demande Contrôle des coûts du cycle de vie entier Case typique: Une clientèle de drone a été censée acheter 1000 covers d'antenne personnalisé . ne peut-être pas un processus de mode de moisissure traditionnel déjà. Injectant du plastique fondu dans les moules, mais aussi une technologie moderne combinant la science des matériaux, l'ingénierie de précision et la fabrication intelligente. Le moulage par injection apporte toujours des solutions incroyables Lorsque de nouveaux matériaux rencontrent des processus intelligents et des conceptions innovantes qui brisent des solutions traditionnelles. Le contenu de cette page est uniquement pour référence générale. La série JS ne fait aucune garantie expresse ou implicite concernant la précision, la rapidité ou l'applicabilité des informations fournies. Les utilisateurs ne doivent pas supposer que les spécifications du produit, les paramètres techniques, les indicateurs de performance ou les engagements de qualité des fournisseurs tiers sont entièrement cohérents avec le contenu affiché sur cette plate-forme. La fonction de conception spécifique, les normes matérielles et les exigences de processus du produit doivent être basées sur l'accord de commande réel. Il est recommandé à l'acheteur demander de manière proactive un devis officiel et vérifier les détails du produit avant la transaction. Pour plus de confirmation, Veuillez contacter notre équipe de service client pour un support professionnel. JS est un principal fournisseur de services de fabrication personnalisés, dédiés à la fourniture aux clients de solutions de fabrication unique et à haute efficacité. Avec plus de 20 ans d'expérience dans l'industrie, nous avons réussi à fournir un professionnel CNC Machining, Fabrication de métaux, 3D Printing, moulage par injection, metal stocarting et autres services à 5 couvrant plusieurs champs tels que l'aérospatiale, médical, automobile, électronique, etc. Nous avons une usine moderne certifiée avec ISO 9001: 2015, équipée de plus de 100 centres d'usinage à cinq axes avancés pour s'assurer que chaque produit répond aux normes de qualité la plus élevée. Notre réseau de services couvre plus de 150 pays dans le monde, offrant une réponse rapide 24 heures sur 24 pour la production d'essais à petite échelle et la production à grande échelle, assurant des progrès efficaces de votre projet. Choisir JS Team signifie choisir des partenaires de fabrication avec une excellente qualité, une livraison précise et une fiducie. href = "https://jsrpm.com/"> jsrpm.com 1.is Moulage d'injection adapté à la production de masse? La moulure d'injection est très adaptée à la production de masse. 2.Are Moulée d'injection Résistant aux pièces résistantes à
La résistance à la température des moules d'injection dépend du matériau. Plastics ordinaires peut permettre à PEEK entre 60 ℃ et 100 ℃, tandis que les plastiques ordinaires comme PEEK peuvent avec des températures entre 60 ℃ et 100 ℃, tandis que les plastiques d'ingénierie comme PEEK peuvent avec PEEK entre 60 ℃ et 100 ℃, tandis que les plastiques d'ingénierie comme PEEK peuvent avec PEEK Entre 60 ℃ et 100 ℃, tandis que les plastiques d'ingénierie comme PEEK peuvent avec PEEK Entre 60 ℃ et 100 ℃, tandis que les plastiques Organisation températures supérieures à 260 degrés Celsius. Formule spéciale peut améliorer davantage la résistance à la chaleur.
3.Can Mouled injection Les pièces sont recyclées? Les pièces de moulage par injection thermoplastique peuvent être recyclées, mais doivent être classées, et les plastiques thermosurpants ne sont pas recyclables en raison de la réticulation chimique. Les matériaux reyclés sont souvent rétrogradés pour une utilisation, conduisant à un degré de performance = ""> dégradation. 4.Comment Long est la durée de vie of injection Moldings ? Les moulures d'injection durent généralement entre 100 000 et 1 million de semaines, selon le matériau, le type de plastique et le niveau d'entretien. Les moisissures de précision peuvent atteindre plus de 5 millions de fois.
quelles industries le moulage par injection est-il utilisé pour?
industrie
Scénarios innovants
JS Core Technology
Indicateurs de données
aérospatial
Buse de carburant, montage par satellite.
Poudre métallique + moulure d'injection renforcée en fibre de carbone.
Résistance à la température de 300 ° C, réduction de poids de 60%.
Machines agricoles
Valve d'irrigation intelligente.
PA12 + Graphène amélioré + Interface de capteur intégré.
résistant au spray salin pendant 10 ans, avec une multiplication par trois de la durée de vie.
traitement médical
Masques respiratoires, implants.
Silicone LSR + stérilisation en ligne UV.
Production quotidienne de 50 000 pièces, efficacité de stérilisation de 99,9%.
Automatisation des robots
Joints de doigts biomimétiques, boîtier du codeur.
Moulage d'injection de silicone à double couleur + conception modulaire.
Précision de la saisie ± 0,1 mm, coût réduit de 40%.
énergie recyclable
Couverture de roulement d'éoliennes, boîtier de stockage d'énergie.
Recyclage chimique des plastiques marins + matériaux biobasés PA11.
Taux de récupération de 95%, réduction du carbone de 70%.
comment choisir des matériaux de conception de moule dans des environnements extrêmes?
Types environnementaux extrêmes
schéma matériel
Core Technology Breakthrough
Cas de scénarios d'application
Environnement corrosif à haute température
Tantalum Carbure Nano revêtement moule.
La couche de protection antioxydante auto-générée (n'échoue pas à 1800 ℃).
moulure d'injection de haute température Composants de résine résistante pour les moteurs d'avion .
Environnement ultra à basse température
Moule composite en alliage d'entropie haute.
L'ingénierie des limites des grains atteint la ténacité à -200 ℃.
Formation à basse température des joints pour les réservoirs de stockage d'hydrogène liquide.
Environnement corrosif fort
Moules d'alliage amorphe.
Moulage d'injection de Vannes fluoroplastiques pour une utilisation chimique .
Environnement à haute pression en mer profonde
Gradient Poreux Titanium Alloy Mold.
Impression 3D La structure de pores contrôlable équilibre la transmission de pression.
La coque résistante à la pression du submersible est intégrée et formée.
Microgravité dans l'espace
Système de moisissure intelligente de lévitation magnétique.
Le champ magnétique supraconducteur atteint une mise en forme sans contact.
Les composants de précision pour les stations spatiaux sont fabriqués en orbite.
comment injecter le boîtier des appareils des ménages?
Quelles sont les exigences de moulage par injection d'instruments chirurgicaux?

Quelle est la tolérance environnementale des pièces moulées par injection militaire?
Dimension de test
Normes de test
JS Indicateurs mesurés
Comparaison de référence de l'industrie
cycle de température élevé et basse
MIL-STD-810H Méthode 503
- 55 ℃ à 125 ℃ / 100 cycles sans échec.
La norme nécessite -40 ℃ à 85 ℃.
Corrosion par pulvérisation de sel
ASTM B117
480 heures sans rouille rouge.
vieillissement ultraviolet
ISO 4892-3
1000 heures, différence de couleur ΔE < 1,5.
La norme nécessite 500 heures.
Simulation basse pression
gb / t 2423.21
Les performances d'étanchéité sont intactes à 10 ^ -3pa / 24h.
Test conventionnel 10 ^ -1pa.
Comment la société JS peut-elle réduire les coûts pour la moulure d'injection de petits lots?
Points de douleur du mode traditionnel
solution d'innovation JS
Impact du coût
Investissement excessif dans les moules
Moule d'insert détachable magnétique.
Réduisez le coût des moules à cavité unique de 60%.
Changer les lignes prend beaucoup de temps
Robot Automatic Spraying Release Agent System.
Le temps de changement de lignes a été raccourci à 8 minutes.
Coût marginal élevé pour les petits lots
L'algorithme de planification dynamique optimise la charge d'équipement.
Réduction des coûts de 45% pour une quantité de commande minimale de 100 pièces.
Résumé

Avertissement
JS Team
faqs
ressources