

In the field of rapid prototyping, the choice of materials directly determines the performance boundary of the product and the feasibility of the molding technology. Injection-molding, as a core technology, molding meaning not only gives a certain shape to materials through molds, but also satisfies the needs of diverse industries through the adaptability of materials. Plastic molding relies on the plasticity of thermoplastic materials such as nylon and ABS and is widely used in prototype development of automotive components and consumer electronics. On the other hand, silicone molding dominates the rapid verification of medical devices and seals through the flexibility and weatherresistance of liquid silicone rubber.
JS injection molding technology and provides customized material solutions for different industry needs, from high-precision plastic mold design to silicone precision molding, all the way through material performance optimization and process innovation to help customers shorten their R&D development cycles and costs. Whether it is functional verification of complex structural components or reliability testing of small-scale production, JS always takes materials science as its core and promotes the development of rapid prototyping in the direction of high efficiency and specialization.
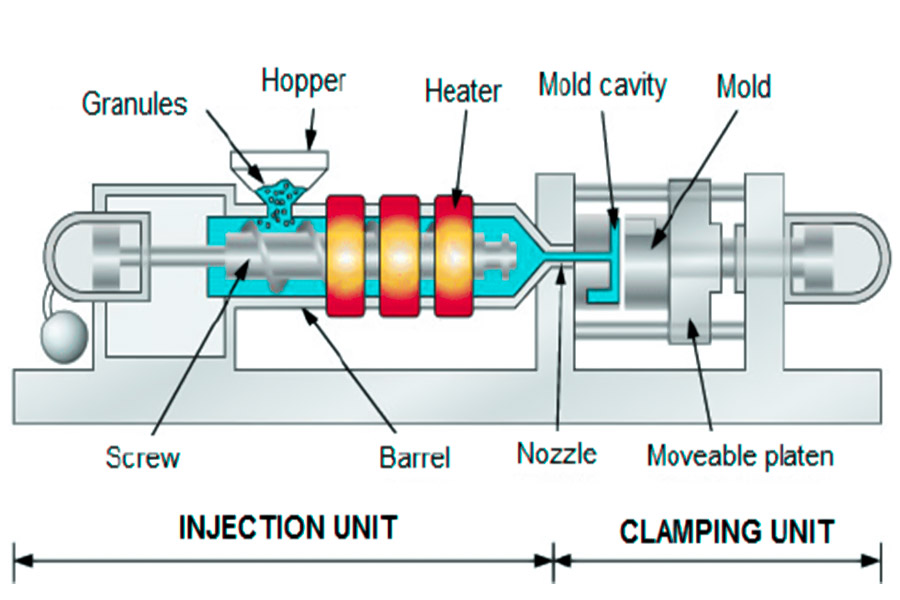
What is injection molding?
Injection molding is a manufacturing process in which molten materials (such as plastics or liquid silicone) are injected at high pressure into a finely designed mold cavities and cooled and solidified. Its core lies in utilizing the precise structure of molding design to transform raw materials into complex shapes to achieve high efficiency and consistency. As the mainstream technology of plastic molding, it is not only an important carrier of molding design, but also solves the need of precision structure, thin-walled parts or mass production which is difficult to reach in traditional manufacturing through standardized process.
The key steps of injection molding include material melting, high pressure injection molding, mold cooling and curing, and post-removal treatment. Its technical advantage lies to adapt to high precision design and complex geometry structure, and to achieve functional integration through multi-cavity mold or plug-in injection molding. Compared with die-casting or blow molding processes, it can meet the requirements of material diversification and automation, and has significant advantages in cost control and product reliability.
What are the core types of injection molding?
1.Thermoplastic injection molding
Thermoplastic polymers are heated to a molten state, injected into precision molding cavities by molding injection and cooled to form final products. Its core strengths are material recyclability (recycling and melting) and the ability to efficiently manufacture complex geometric structures.
JS company has its ±0.005mm tolerance control capability and is capable of efficiently producing complex automotive structures. Its material compatibility (e.g. ABS, PA, PE) and rapid molding technology are fully adapted to the repeated melting characteristics of thermoplastic materials, greatly reducing production costs.
2.Thermosetting injection molding
Thermosetting plastics undergo irreversible chemical reactions and solidify under high temperature and pressure. Unlike thermoplastic plastics, once formed, thermoplastics cannot be melted down again. The process is often used in electronic packaging and high temperature resistant components. It relies on mold design to achieve high structural strength and chemical corrosion resistance through plastics molding.
JS has more than 50 materials processing experience, supporting the formation of phenolic resin, epoxy resin and other materials. Its automatic equipment and process optimization can guarantee the dimensional stability of the solidified material.
3.Liquid silicone rubber
Liquid silicone rubber is injected into molds by molding injection and then molded by low-temperature vulcanization. It has characteristics of biocompatibility and anti-aging, and is widely used in catheters, seals and other medical devices. Its low compression permanent deformation characteristics are essential for long-term use scenarios.
JS has become a core supplier of LSR molding for medical catheters and seals for multinational medical enterprises with accuracy ±0.005mm and a clean process compliant with FDA standards.
4.Overmolding
Multifunctional integration is achieved by layering two or more materials (such as hard plastic matrix+soft adhesive coating) into the same mold through plastics molding. For example, the non-slip layer of the handle grip, combined with the main structure, is comfortable and durable and suitable for consumer electronics and tool products.
JS's automated production line is compatible with a wide range of materials and can efficiently complete the integrated molding of products such as electronic shields. Its 98% just-in-time delivery rate and 15% cost-saving advantage further highlight the practical value of the process in consumer electronics manufacturing.
5.Multi component injection molding
Combining molding injection processes of two or more materials,such as hard plastic and soft rubber, for functional integration through multiple nozzles or stacked injection molding, it is commonly used in complex structures of consumer electronics and smart wearable devices.
What is the difference between plastic injection molding and silicone injection molding?
There are significant differences between the two processes in terms of material properties, process conditions and application scenarios:
| Comparing dimensions | Plastics Molding | Silicone Molding |
| Material type | Thermoplastics (e.g. ABS, PE) or thermosetting plastics (e.g. phenolic resin). | Liquid silicone rubber (LSR) is solidified by silicone rubber silicone molding process. |
| Process temperature | Molten plastics at high temperatures (150 °C-300 °C). | Vulcanization at low temperatures (60 °C to 150 °C). |
| Mold requirements | The flow channel requires cooling system system with high temperature resistance, pressure resistance and precision. | Surface anti-adhesion treatment (such as PTFE coating), wide flow channel to prevent LSR blockage. |
| Application Fields | Automobile parts, electronic shell, commodities and other Rigid products. | Flexible demand scenarios such as medical catheters, seals, wearable devices, etc. (depending on silicon molding accuracy). |
| Post processing | Removal without treatment. | Optional low-temperature secondary vulcanization is an option to improve performance. |
| Cost and Efficiency | Low cost, suitable for mass production. | Material unit price is high, but high-precision and small batch customization (e.g ±0.005mm tolerance) is supported. |
Plastic injection molding is mainly used for high temperature melting of plastics to form rigid products and is the mainstream choice of industrial manufacturing. Silicone injection molding through silicone molding silicone molding vulcanization technology, in medical treatment, mother-and-child child care and other areas with strict requirements for flexibility and safety have irreplaceable role.
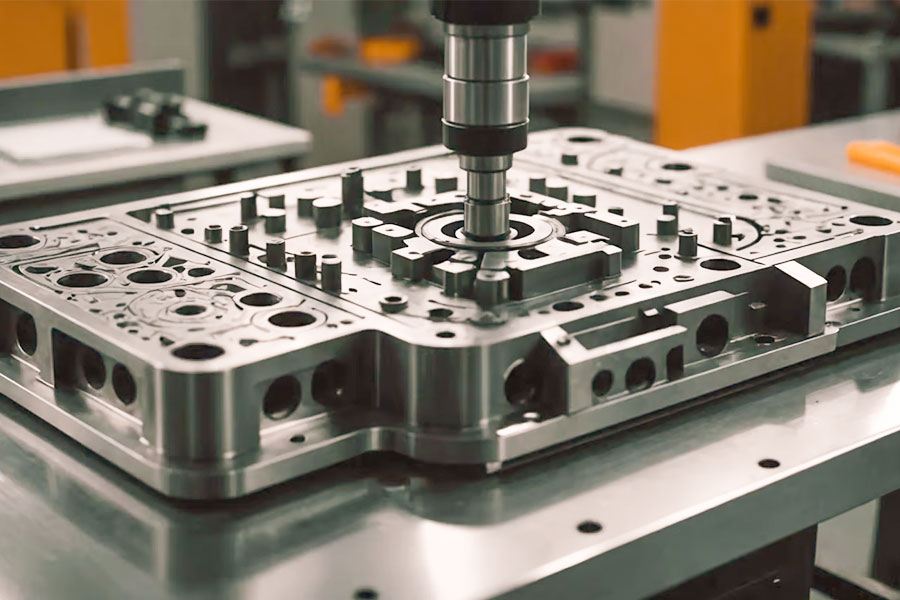
How to design complex structural molds?
1.Compatibility of material and mold steel
- Selection of mold steel: For high-stress areas such as deep cavities and thin-walled structures, high-hardness mold steel (e.g. P20, H13) should be selected to ensure wear resistance and deformation resistance during injection molding.
- Shaping surface design: Optimize the parting line through Moldflow simulation to avoid uneven molding injection or flyside filling due to irregular structures such as inversions and side holes.
2.Optimization of pouring system
- Heat flow channel technology: Adopt heat flow channel system, reduce waste of cold material head, improve uniformity of injection filling, especially suitable for multi-cavity mold or complex channel design.
- Gate location selection: According to CAE analysis, the gate is set in a thick-walled area to avoid gas retention or shrinkage marks due to uneven melt flow during molding injection.
3.Innovative dismantling mechanisms
- Slider and beveled roof linkage: For deep cavities or internal irregularities, layered slider and beveled roof combinations are designed to ensure that the finished product is not damaged after injection molding.
- In mold ejection balance: CAE simulation verifies ejection position and pressure distribution to prevent plastic parts from cracking due to stress concentration (large complex parts such as car lampshades).
4.Dynamic adjustment of process parameters
- Filling speed and pressure control: During molding injection, multistage pressure retention strategies are used to optimize melt flow (e.g. low speed and high pressure filling in thin wall areas of electronic shell).
- Mold temperature zoning control: By designing a conformal cooling water circuit, the local temperature of the die can be adjusted to meet the material flow requirements of different molding injection areas.
5.Simulation analysis and rapid validation
- Moldflow simulation: Predicting defects such as weld lines and shrinkage, optimizing gate position and exhaust system design, reducing injection trial and error cost.
- 3D printing of conformal molds: Prototypes of conformal cooling water channel molds are produced quickly, feasibility of injection processes is verified, and development cycles is shortened.
What equipment is required for micro part injection molding?
According to JS Company's precision manufacturing technology and microcomponent injection molding requirements, the key equipment and technologies required are as follows:
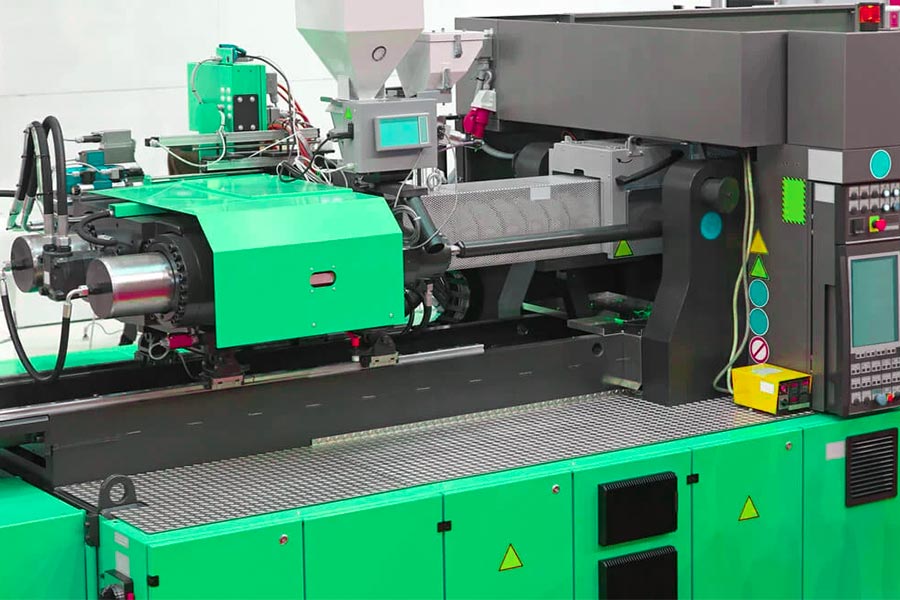
1.Injection molding machine
- High precision electric injection molding machine (locking force ≤10 tons).
- Multi component injection molding unit (support for insertion molding or co-injection molding).
- Injection control module (measurement accuracy ±0.01g).
- JS technology: ±0.005mm machining accuracy, suitable for complex micro parts production.
2.Precision mold development System
- EDM micro discharge machining equipment (electrode resolution 0.002mm).
- Mirror polishing process (Ra ≤0.05μm).
- Thermal flow channel temperature control system (±1℃ temperature stability).
- JS technology: 95% of projects meet ultra-high precision standards, with a rich experience in mold design optimization.
3.Advanced Testing Equipment Unit
- 3D blue light scanner (measurement accuracy ±0.002mm).
- On-line optical detection system (OCR/OCV recognition rate ≥99.9%).
- Microscopic metallographic analyzer (surface roughness detection up to nanometer level).
- JS technology: A team with 20 years of engineering experience providing full process quality control.
4.Automated production systems
- Mechanical arm lifting device (positioning accuracy ±0.005mm).
- Mould labeling system (labeling tolerance ±0.01mm).
- Smart warehouse management system (20% increase in inventory turnover efficiency).
- JS technology: 98% of orders are delivered on time and provide customized automation solutions.
5.Special Material Processing Equipment
- Microfoam injection molding device (cell diameter ≤50μm).
- Nanocomposite agitation system (dispersion uniformity ≥95%).
- Medical-grade clean injection molding chamber (ISO 7 environmental control).
- JS technology: More than 50 years experience in material processing, medical/electronics field.
JS company combines micro-injection molding machines, wire cutting equipment and Moldex3D simulation system to form a full-chain technology loop from molding design to precision plastic molding. Typical manufacturing case of micro parts: precision gear injection yield of 0.5mm diameter was 99.2% and dimension tolerance was controlled to ±0.003mm, demonstrating the progressiveness of the equipment system.
How to achieve the combination of multiple material injection molding?
1.Material selection and compatibility treatment
- Material performance match: Choose materials with similar thermal expansion coefficients and shrinkage (e.g. hard ABS and flexible TPU) to avoid interface cracking caused by temperature change.
- Surface pretreatment: The adhesion between materials is enhanced by plasma treatment, chemical coating or mechanical polishing, such as nano coatings activated material surfaces when metal and plastic are bonded.
2.Mold design and manufacture
- Two-color/multi-cavity molds: Using rotary molds, slide mold or laminated mold structure to achieve precision injection molding of different materials in different regions. Two-color molds, for example, switch the gate on and off by rotating it 180 degrees and injecting two types of melt.
- Optimization of gate and flow path: Design of an independent gate system to prevent material mixing and contamination while ensuring melt flow balance (e.g. use of hot flow path technology to reduce waste of cold heads).
3.Injection molding process parameter control
- Multi component injection molding machine: Independent injection units equipment, control temperature, pressure and injection speed respectively. For example, a hard material is first injected as a skeleton, then filled with soft glue to form a buffer.
- Time-temperature coordination: Precise control of injection and retention times of different materials to ensure adequate interface fusion.
4.Interface integration technology
Mechanical interlock design: Design of a concave or inverted structure in a die to improve bonding strength through physical interlocking.
Chemical Adhesives Precoating: Special adhesives are sprayed on the surface and cured by injection molding with high temperature activation to achieve molecular level bonding (suitable for dissimilar materials).
5.Quality inspection and reprocessing
- Online monitoring system: Use visual inspection or ultrasonic scanning to verify the integrity of the interface and eliminate product layers or defects.
- Annealing and surface treatment: Removal of internal stress through heat treatment and optimization of appearance and durability (e.g. surface coating of waterproof seals) using processes such as spraying and plating.
What are the common difficulties in injection molding?
In the process of injection molding, due to the influence of material properties, process parameters and equipment accuracy, the following technical problems are often encountered:
1.Material shrinkage control
- Difficult point: Different plastics have different shrinkage rate in the cooling process, it is easy to lead to size deviation.
- JS solution: Optimize mold design with ±0.005mm precision machining technology combined with material science experience to ensure stability of finished product dimensions.
2.Warp and twist
- Difficulty: Uneven cooling or residual stress causes parts to deform.
- JS solution: Adopt advanced cooling system and process simulation technology to balance temperature field distribution and reduce internal stress.
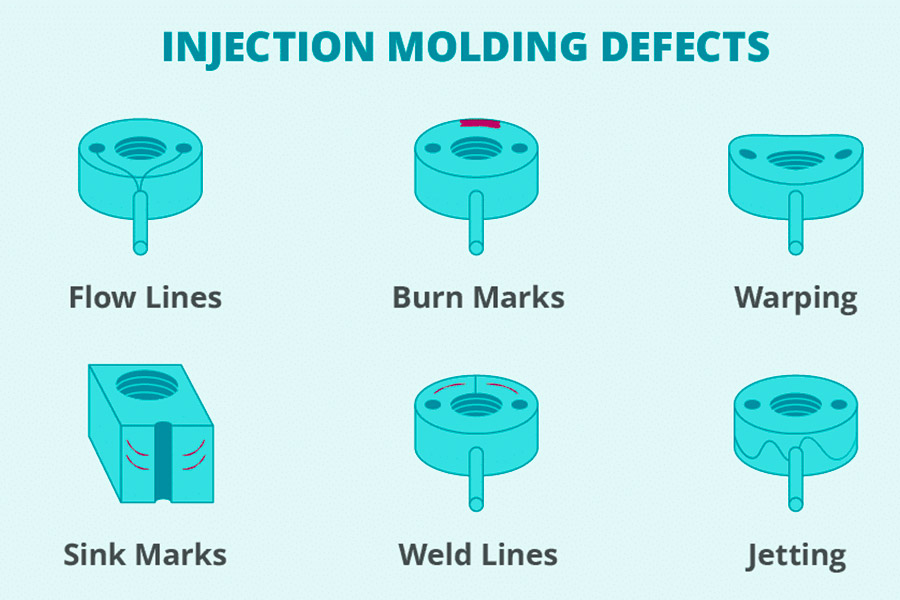
3.quality defects
- Difficulties: Welding marks, shrinkage marks, or pores affect appearance and function.
- JS solution: The surface smoothness is improved by high-precision mold polishing (Ra <0.1μm) and process parameter optimization (pressure/ velocity/temperature).
4.Multi cavity mold balance
- Difficulties: Uneven filling multi-cavity products leads to poor batch consistency.
- JS solution: CAE simulation used to analyze channel balance and customize heat flow system to ensure synchronous filling of each cavity.
5.Risk of material degradation
- Difficulties: Plastic decomposes, changes colour or weakens easily at high temperature and pressure.
- JS solution: Real-time monitoring of screw speed and back pressure with antioxidant additives to ensure stable material performance.
JS company's technological advantages
| Technical difficulties | Industry standard solutions | JS Innovative Solutions |
| Material Compatibility | Compatible with ordinary plastics only. | Supports more than 50 specialty engineering plastics (such as PEI, PPS, etc.) and provides material modification services. |
| Formation of microstructures | The minimum feature size is 0.5mm. | Mirror etching mold technology used to achieve batch production of 0.2mm fine texture. |
| Complex Embedded Assembly | Manual positioning error ≥0.1mm. | Automated embedded positioning system with accuracy ±0.02mm were used. |
| Environmental compliance | Single material recycling. | Innovative multilayer compound structure separation technology enables efficient regeneration of PET/PC and other hybrid materials. |
| Fast delivery | The standard cycle is 2-4 weeks. | Digital twin technology reduces the test run time to 7 days and responds to emergency orders within 48 hours. |
Typical Case Reference
- Automotive sensor housing: Made of PA66+GF30 material and integrated with metal inserts in mold injection molding, it achieves an IP67 protection level yield rate 99.8%.
- Medical syringe components: Resolves the problem of PP material sticking to the mold by using dust-free workshops and plasma treatment technology, in compliance with FDA biocompatibility standards.
How can JS reduce injection molding production costs by 20%?
- Process optimization: 98% of orders are delivered on time or in advance, automated production lines shorten delivery cycles by 15%, and precision processing reduces waste losses.
- Precision manufacturing: ±0.005mm accuracy reduces rework rate and CAE simulation reduces trial mold cost.
- Rapid response: 24-hour quotation+fast production, flexible scheduling, small order, avoiding redundancy costs in mass production.
- Smart Match: 50+material selection, cost reduction, custom craftsmanship, balanced quality and price.
- Expert support: Our team has 20 years of experience in optimizing design, reducing materials, monitoring the process and eliminating waste.
- Green production: Energy consumption of energy-saving equipment reduced by 15%, material recycling and reuse cost reduction, efficiency.
Actual results:
- Reduce customer costs by 20%: Through these initiatives, JS helps customers save an average of 20% of their manufacturing costs while increasing project efficiency by 25%.
- Long-term cooperative advantage: Cost advantage translates into customer stickiness, 25% increase in return rate.
Summary
Injection-molding is the core technology of modern industry. By melting and solidifying molding plastic material, the production of simple rigid member to complex elastic member is diversified. Whether it is the efficient mass production of thermoplastic or the precise flexible molding of liquid silicone, its process adaptability covers many fields such as automobile, medical treatment and electronics. With its ±0.005mm precision mold design multi-material compatible processing, and automated production line integration integration capabilities JS Company continues to push the boundaries of precision and efficiency injection molding field, providing global customers with one-stop solutions from prototype development to mass production, enabling industry transformation and upgrading for high value added and sustainable development.

Disclaimer
The content of this page is for informational purposes only.JS SeriesNo representations or warranties of any kind, express or implied, are made as to the accuracy, completeness or validity of the information. It should not be inferred that the performance parameters, geometric tolerances, specific design features,material quality and type or workmanship that the third-party supplier or manufacturer will provide through the jusheng network. This is the responsibility of the buyerAsk for a quote for partsto determine the specific requirements for these parts.please Contact us Learn more information.
JS Team
JS is an industry-leading companyFocus on custom manufacturing solutions. With over 20 years of experience serving more than 5,000 customers,we focus on high precisionCNC machining,Sheet metal fabrication,3D printing,Injection molding,metal stamping,and other one-stop manufacturing services.
Our factory is equipped with more than 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it's low-volume production or mass customization, we can meet your needs with the fastest delivery within 24 hours. chooseJS TechnologyIt means choosing efficiency, quality and professionalism.
To learn more, please visit our website:jsrpm.com
FAQs
1.The influence of mold temperature on the quality of injection molded parts?
The mold temperature is too high, which leads to deformation of injection molding, and the surface roughness or internal stress concentration. Accurate adjustment to material characteristics (e.g. 50-80°C for ABS) are required to ensure size accuracy and appearance quality.
2.What are the commonly used types of injection molding machines?
Commonly used injection molding machines types are plunger type, screw type and screw pre-formed plunger type. Among them, screw plastic has become mainstream for its efficiency and energy saving and has been widely used in the mass production of plastic products.
3.What problems can high injection pressure cause?
Excessive injection pressure can lead to flash flooding (overflow), increase mold wear, and even lead to deformation or cracking of the product, as well as increased load and energy consumption of the equipment.
4.How to choose suitable injection molding materials?
Consider the the product's intended use (PC strength, TPU elasticity), processing temperature and costs such as PP's high temperature resistance, TPU's flexibility, ABS's balance performance and cost.
Resources
Acrylonitrile butadiene styrene

