JS Technology Injection Technology et fournit des solutions de matériaux personnalisées pour différents besoins industriels , à partir de ,, à partir de Conception de moisissure en plastique de haute précision à la moulure de précision en silicone, tout au long de l'optimisation des performances des matériaux et de l'innovation de processus pour aider les clients à raccourcir leurs cycles et coûts de développement de R&D. "La complexion de la complexité de la structure-V-79C893 =" "> Fonctionnaire de la complexion de Data-V-7B79C893 =" "> Fonctionnaire de la complexion de Data-V-7B79C893 =" "> Fonctionnement de la complexion de Data-V-7B79C893 =" "> Fonctionnement de la complexité Strotral-V-7B79C893 =" "> EFFECTAL DE L'APPLUCATION DU COMPLECTUREL ou tests de fiabilité de Production à petite échelle , JS prend toujours la science des matériaux comme noyau et favorise le développement d'un prototypage rapide dans le sens d'une efficacité élevée et d'une spécialisation.
dans le sens d'une efficacité élevée et de spécialisation.
dans le sens d'une efficacité élevée et de spécialisation.
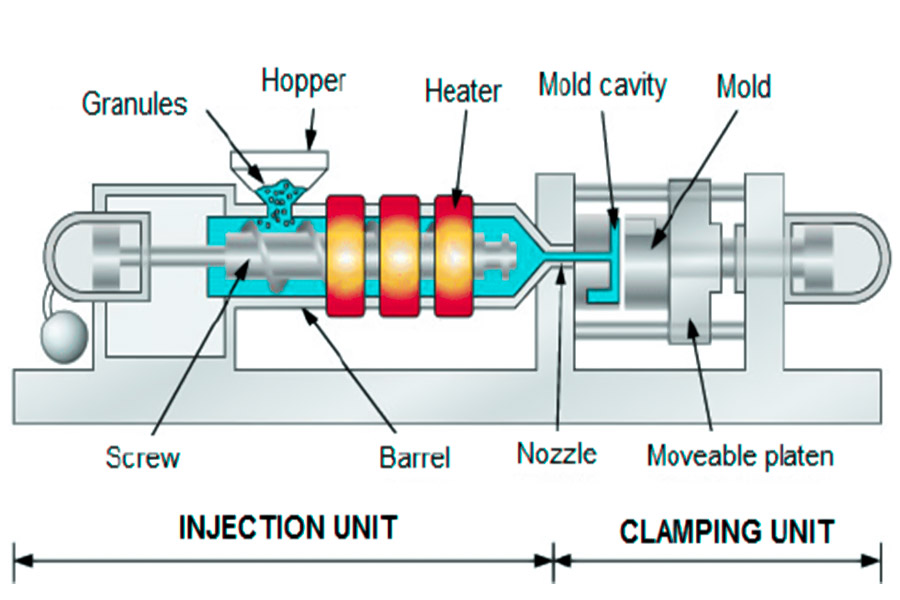
Les étapes clés de la moulage par injection incluent la fusion de matériaux, le moulage par injection à haute pression, le refroidissement et la curating de moisissure et le traitement post-séminant. Its technical advantage lies to adapt to high precision design and complex geometry structure, and to achieve functional integration through Multi-cavity moule ou moulure d'injection de plug-in . Comparée à des procédés de moulage par détérioration ou à des procédés de moulage, il peut répondre aux exigences de la diversification des matériaux et des procédés de moulage significatif fiabilité.
Quels sont les principaux types de moulage par injection?
1. moulage par injection thermoplastique
Les polymères thermoplastiques sont chauffés à un état fondu, injecté dans les produits finissements de la précision par injonction de moisissure et refroidis. ses contacts principaux sont des data-dath et recyclage et RECYCLING et RECYCLING et RECYCLING et RECYCLING ET RECYCLING ET RECYCLING et RECYCLING et RECYCLING et RECYCLING ET RECYCLING ET RECYCLING ET RECYCLING (RECYCLING ET RECYCLING et RECYCLINC fusion) et la capacité de fabriquer efficacement des structures géométriques complexes.
JS Company a sa capacité de contrôle de tolérance ± 0,005 mm et est capable de producteur de producteur de producteur effectif Structures . La technologie de moulage rapide sont entièrement adaptées aux caractéristiques de fusion répétées des matériaux thermoplastiques, réduisant considérablement les coûts de production.
JS est devenu un fournisseur de base de Moulage LSR pour les cathéters médicaux et les scellés pour les enfants médicaux Multilinal ± 0,005 mm et un processus propre conforme aux normes FDA.
4. Overmolding
L'intégration multifonctionnelle est obtenue en superposant deux ou plusieurs matériaux (tels que la matrice en plastique dur + un revêtement adhésif doux) dans le même moule à plastique.
La ligne de production automatisée de JS est compatible avec un large éventail de matériaux et de la canette de canette. boucliers. 5. Moulage d'injection multi-composants
combinant des processus d'injection de moulage de deux ou plusieurs matériaux, tels que le plastique dur et le caoutchouc doux, pour une intégration fonctionnelle à travers plusieurs buses ou un moulage par injection empilé, Il est couramment utilisé dans les structures complexes de l'électronique grand public et des appareils portables intelligents.
Quelle est la différence entre le moulage par injection plastique et le moulage par injection de silicone?
Conditions et scénarios d'application:
Comparaison des dimensions
Moulage en plastique
moulage en silicone
Type de matériau
Thermoplastics (par exemple ABS, PE) ou plastiques thermodurcissants (par exemple en résine phénolique).
Le caoutchouc de silicone liquide (LSR) est solidifié par le processus de moulage en silicone en caoutchouc.
Température de processus
plastiques fondus à des températures élevées (150 ° C-300 ° C).
Vulcanisation à basses températures (60 ° C à 150 ° C).
exigences de moisissure
Le canal d'écoulement nécessite un système de système de refroidissement avec une résistance à haute température, une résistance à la pression et une précision.
Le prix de l'unité du matériau est élevé, mais une personnalisation de haute précision et de petit lot (par exemple, la tolérance à 0,005 mm) est prise en charge.
comment concevoir des moules structurels complexes?
1. Data-TranslateID = "E80F4610BA5B5C9FE108B92FF387E997" Data-Pos = "3" Data-Len = "37" DATA-V-7B79C893 = ""> COMPATION DU MATÉRIEL ET MOLLE
Sélection de l'acier de moule: Pour les zones à forte stress telles que les cavités profondes et les structures à parois minces, la résistance à l'usure et la résistance à la déformation pendant la moisissure d'indice
Façonner la conception de surface: Optimiser la ligne de séparation via la simulation Moldflow pour éviter les structures inégales de Href = "https://jsrpm.com/injection-molding"> inversion et inversion ou Flyside Fill Fill Due pour les structures ir en tant que dans le cadre de l'injonction ou Flyside ou à la flou trous.
2. Data-TranslateID = "78556B6ED5A13268FB2AC70E665405F9" Data-Pos = "3" Data-Len = "30" DATA-V-7B79C893 = ""> Optimisation du système de déversement
Technologie des canaux de flux de chaleur: Adopter le système de canaux de flux de chaleur, réduire les déchets de la tête de matière froide, améliorer l'uniformité de la remplissage d'injection, en particulier pour un moule multi-cavity. conception .
Sélection de l'emplacement de la porte: Selon l'analyse de CAE, la porte est placée dans une zone à paroi épaisse pour éviter la rétention de gaz ou les marques de retrait dues à un flux de fusion inégé pendant l'injection de moulage.
Clider et liaison du toit biseauté: Pour les cavités profondes ou les irrégularités internes, le curseur en couches et les combinaisons de toit biseauté sont conçues pour s'assurer Data-TranslateID = "BDBAB2FE6B754498B8DBA98B05147F50" Data-Pos = "0" Data-Len = "241" DATA-V-7B79C893 = ""> Moulage .
Dans l'équilibre de l'éjection de la moisissure: CAE La simulation vérifie la position d'éjection et la distribution de pression pour empêcher les pièces plastiques de craquer en raison de la concentration de stress ().
4. Data-TranslateID = "428F7145D4C10160E68F6F5A496525EF" DATA-POS = "3" Data-Len = "40" DATA-V-7B79C893 = ""> Ajustement dynamique des paramètres de processus
Contrôle de zonage de la température du moule: En concevant un circuit d'eau de refroidissement conforme, la température locale de la matrice peut être ajustée pour répondre aux exigences d'écoulement des matériaux de différentes zones d'injection de moulage.
5. Data-TranslateID = "3D94BA477702356D760DBD2762F8B126" DATA-POS = "3" Data-Len = "42" DATA-V-7B79C893 = ""> Simation et une vaillance rapide
Moldflow Simulation: Prédire des défauts tels que les lignes de soudure et le rétrécissement, l'optimisation de la position de la porte et de la conception du système d'échappement, REDUCK coût.
3D Impression de moules conformes: Processus de refroidissement conforme, des moisissures de canal de développement est produit rapidement, des procédés de refroidissement conforme, des mèches de refroidissement conforme, Les cycles sont raccourcis.
Quel équipement est requis pour la moulure d'injection de micro-pièces?
Selon la technologie de fabrication de précision de JS Company et les exigences de moulage par injection de microcomposants, les équipements et les technologies clés requis sont les suivants:
1.I Machine de moulage Nject
Machine de moulure d'injection électrique à haute précision (force de verrouillage ≤ 10 tonnes).
Unité de moulure d'injection multi-composants (prise en charge de moulage d'insertion ou moulage de co-injection).
Module de contrôle d'injection (précision de mesure ± 0,01 g).
Dispositif de moulage par injection de microfoam (diamètre de la cellule ≤50μm).
système d'agitation nanocomposite (uniformité de dispersion ≥95%).
Chambre de moulage par injection propre de qualité médicale (Contrôle environnemental ISO 7).
JS Technology: plus de 50 ans d'expérience dans le traitement des matériaux, un champ médical / électronique.
JS Company combine des machines de moulure micro-injection, un équipement de coupe de fil et un système de simulation MoldEx3D à . Typical manufacturing case of micro parts: precision gear injection yield of 0.5mm diameter was 99.2% and dimension tolerance was controlled to ± 0,003 mm, démontrant la progressivité du système d'équipement.
1. Data-TranslateID = "D688A1097E963B1AE913FA025533F9F8" Data-Pos = "3" Data-Len = "46" DATA-V-7B79C893 = ""> Sélection des matériaux et compatibilité
Material performance match: Choose materials with similar thermal expansion coefficients and shrinkage (e.g. hard ABS and TPU flexible ) Pour éviter les fissures d'interface causées par le changement de température.
2. Data-TranslateID = "24FDF49794515C10EB21F6D007489A52" Data-Pos = "3" Data-Len = "29" Data-V-7B79C893 = ""> Conception et fabrication de moisissures
Moules à deux couleurs / multi-cavité: en utilisant des moisissures rotaires, des moisissures de diapositives ou une structure de moisissure laminée pour obtenir le moulage par injection de précision de différents matériaux dans différentes régions. Optimisation du chemin de la porte et de l'écoulement: Conception d'un système de porte indépendant pour empêcher le mélange de matériaux et la contamination tout en garantissant l'équilibre du flux de fonds (par exemple, l'utilisation de la technologie du trajet à écoulement chaud pour réduire les déchets des têtes de rhume).
3. Data-TranslateID = "9F716312DBE174CE2C068DE3D170DB20" Data-Pos = "3" Data-Len = "43" DATA-V-7B79C893 = ""> Contrôle du processus de moulage d'injection
Machine de moulure d'injection multi-composants: Équipement d'unités d'injection indépendantes, température de contrôle, pression et vitesse d'injection respectivement. pour l'exemple href = "https://jsrpm.com/blog/what-materials-are-used-in-injection-molding"> Un matériau dur est d'abord injecté comme un squelette , puis rempli de colle douce pour former un tampon.
Coordination temporelle: Contrôle précis des temps d'injection et de rétention de différents matériaux pour assurer une fusion d'interface adéquate.
Conception mécanique de verrouillage: Conception d'une structure concave ou inversée dans une matrice pour améliorer la résistance à la liaison par le lien physique.
5. 17px; "> Quality Inspection et la qualité Inspice et Span-V-79C893 = "> Qualité Inspection et la qualité Inspice et Span-V-7B79C893 ="> Qualité Inspection et Quality Inspection et Span Data-V-79C893 = "> Qualité Inspection et Quality Inspice et Span Data-V-79C893 ="> Qualité Inspection et Quality Inspection et Data-7 retraitement
Système de surveillance en ligne: Utiliser l'inspection visuelle ou la numérisation à ultrasons pour vérifier l'intégrité de l'interface et éliminer les couches ou les défauts des produits.
Recuit et traitement de surface: Retrait de la contrainte interne par le traitement de la chaleur et l'optimisation de l'apparence et de la durabilité (par exemple le revêtement de surface des modélines étanches) .
Quelles sont les difficultés courantes de moulage par injection?
Point difficile: Différents plastiques ont un taux de retrait différent dans le processus de refroidissement, il est facile de conduire à une déviation de taille.
Difficulté: le refroidissement inégal ou la contrainte résiduelle provoque la déformation des pièces.
Solution JS: adoptez le système de refroidissement avancé et la technologie de simulation de processus pour équilibrer la distribution des champs de température et réduire la contrainte interne.
3. défauts de qualité
Difficultés: les marques de soudage, les marques de retrait ou les pores affectent l'apparence et la fonction.
Difficultés: le plastique se décompose, change de couleur ou s'affaiblit facilement à haute température et pression.
Solution JS: Surveillance en temps réel de la vitesse de vis et de la pression du dos avec des additifs antioxydants pour assurer des performances de matériau stable.
js de la société de la société de la société de la société de la société JS de la société de la société de la société JS de la société de la société de la société JS de la société de la société JS de la société de la société de la société JS. Avantages
Difficultés techniques
Solutions standard de l'industrie
js Solutions innovantes
Compatibilité des matériaux
compatible avec les plastiques ordinaires uniquement.
La technologie de séparation de la structure composée multicouche innovante permet une régénération efficace de PET / PC et d'autres matériaux hybrides.
livraison rapide
Le cycle standard est de 2 à 4 semaines.
La technologie numérique jumelle réduit le temps d'exécution à 7 jours et répond aux commandes d'urgence dans les 48 heures
Composants de seringue médicale: résout le problème du matériau PP collant au moule en utilisant des ateliers sans poussière et une technologie de traitement du plasma, conformément à Normes.
Comment JS peut-il réduire les coûts de production de moulage par injection de 20%?
Optimisation du processus: 98% des commandes sont livrées à temps ou à l'avance, les lignes de production automatisées raccourcissent les cycles de livraison de 15%, et le traitement de précision réduit les pertes de déchets.
La fabrication de précision: ± 0,005 mm La précision réduit le taux de reprise et la simulation CAE réduit le coût du moule d'essai.
Smart Match: 50 + Sélection de matériaux, réduction des coûts, artisanat personnalisé, qualité et prix équilibrés.
.
Support expert: Notre équipe a 20 ans d'expérience dans l'optimisation de la conception, la réduction des matériaux, la surveillance du processus et l'élimination des déchets.
Réduire les coûts des clients de 20%: grâce à ces initiatives, JS aide les clients à économiser une moyenne de 20% de leurs coûts de fabrication tout en augmentant l'efficacité du projet de 25%.
Avantage coopératif à long terme: L'avantage de coût se traduit par l'adhérence du client, une augmentation de 25% du taux de retour.
Résumé
injection-mandeting est la technologie principale de l'industrie moderne . En faisant fondre et en solidifiant les matières plastiques de moulage, la production d'un membre rigide simple à un élément élastique complexe est diversifiée. Qu'il s'agisse de la production massive efficace de la covers de thermoplastic ou de la moisissure flexible précise de la moulage flexible de liquid Des champs tels que l'automobile, le traitement médical et l'électronique. Avec l'intégration ± 0.005mm de précision de la pertinence de la ligne de production de la ligne de production de la ligne de production de la ligne de production. Les limites du champ de moulage par injection de précision et d'efficacité, offrant aux clients mondiaux des solutions à guichet unique du développement de prototypes à la production de masse, permettant une transformation et une mise à niveau de l'industrie pour un développement de grande valeur ajouté et durable.
Avertissement
Le contenu de cette page est à des fins informationnelles uniquement. JS Series Aucune représentation ou garantie de tout type, express ou implicite, ne sont faites quant à l'exactitude, à la complétude ou à la validité des informations. Il ne faut pas déduire que les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité du matériau et le type ou le travail que le fournisseur ou le fabricant tiers fournira via le réseau Jusheng. Ceci est la responsabilité de l'acheteur Demandez un devis pour les pièces pour déterminer les exigences spécifiques de ces parties.
JS Team
js est une entreprise de la tête de l'industrie Focus sur des solutions de fabrication personnalisées. Avec plus de 20 ans d'expérience en desservant plus de 5 000 clients, nous nous concentrons sur la haute précision CNC Machining , Fabrication en tôle , 3D Printing , Moulage d'injection , metal starming, et autrement One-stop Services. Notre usine est équipée de plus de 100 centres d'usinage à 5 axes à la pointe de la technologie et est certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à faible volume ou de personnalisation de masse, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisissez JS Technology Cela signifie choisir l'efficacité, la qualité et le professionnalisme. Pour en savoir plus, veuillez visiter notre site Web: jsrpm.com
faqs
1. L'influence de la température du moule sur la qualité des pièces moulées par injection?
The mold temperature is too high, which leads to deformation of injection molding, and the surface roughness or Concentration de stress interne. Ajustement de données (E.G.g. 50-80 ° C pour l'ABS) sont nécessaires pour assurer la précision de la taille et la qualité de l'apparence.
2. QU'EST-CE QUE Les types de machines de moulage par injection ?
Among them, screw plastic has become mainstream for its efficiency and energy Économiser et a été largement utilisé dans la production de masse de produits en plastique.
3. WHAT PROBLÈMES CAN AJECT Cause?
moulage par injection matériaux?
Élasticité), Traitement la température et les coûts tels que la résistance à haute température de PP, la flexibilité de TPU, les performances de l'équilibre de l'ABS et le coût.
Expert en prototypage rapide et fabrication rapide
Spécialiser dans l'usinage CNC, l'impression 3D, la coulée d'uréthane, l'outillage rapide, le moulage par injection, la coulée de métal, la tôle et l'extrusion.