

La fundición de metal es un método común Utilizado en el proceso de producción para producir piezas derritiendo metal y vertiéndolo en un molde . Los métodos de fundición comunes son la fundición de arena, el lanzamiento de troqueles y el lanzamiento de inversiones. La fundición de arena es económica y adecuada para la producción en masa, y la fundición de troqueles es de alta precisión y es adecuada para componentes con formas complejas.
¿Cuáles son los procesos de fundición de metal comunes?
1.sand Casting
La fundición de arena es una de las operaciones de fundición de metal más comunes. usa la arena como molde y es adecuado para componentes grandes o complejos . A menudo se usa para fabricar grandes piezas, como bases para máquinas herramientas y bloques de motor. El casting puede variar de unos pocos kilogramos a cientos de toneladas de peso. El equipo de fundición de arena es simple y de bajo costo, con alta rugosidad de la superficie y precisión media. Los moldes de fundición de arena a menudo se usan solo una vez.
2. Casting de alta presión
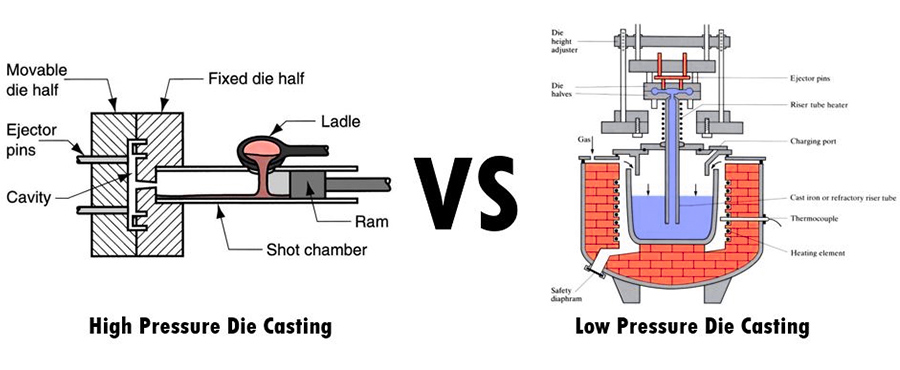
La fundición de alta presión es otra importante operaciones de fundición de metal. Empuja el metal fundido hacia el molde de metal a alta presión (normalmente 10-200MPA). Las ventajas de la fundición de alta presión son la alta productividad, la velocidad de moldeo rápido (tiempo de llenado 0.01-0.2 segundos), superficie de pieza lisa y tamaño preciso. La desventaja es un alto costo de moho y es adecuado para la producción en masa. La fundición a alta presión se usa ampliamente para aleaciones como el aluminio y el zinc. Se usa ampliamente en piezas automotrices (por ejemplo, carcasa de la caja de cambios) y una carcasa del producto 3C, y la presión suele ser de 50-150 mpa.
3. Casting de presión baja
La presión de fundición de la fundición a baja presión es baja (generalmente 0.01-0.05MPA). obliga al metal fundido en el fondo a fluir hacia el molde . La fundición a baja presión tiene el beneficio de una alta utilización de metales y menos poros, que se utiliza para fabricar componentes con requisitos de mayor calidad. La desventaja es que el relleno es lento (aproximadamente 1-10 segundos), y la eficiencia de producción no es tan buena como la fundición de alta presión.
4. Casting de inversión
El casting de inversión también se conoce como casting de cera perdida . Primero hace un modelo en cera, luego lo cubre con material refractario y finalmente lo calienta para dejar que la cera se derrita y fluya. Las ventajas de la fundición de inversión son de alta precisión, buena calidad de superficie y se pueden aplicar a piezas que tienen formas complejas. Las desventajas son de alto costo y ciclo de producción largo. Se usa principalmente para pequeñas piezas de fundición de alta precisión, como cuchillas aeroespaciales e instrumentos médicos, y el peso del casting generalmente no supera los 50 kg.
.5.die Casting
La fundición de die es un tipo de fundición de alta presión, pero generalmente se refiere a la rápida prototipos de metales no ferrosos. Utiliza moldes de metal y presiones más altas (hasta 100MPa o más). Las ventajas de la fundición a la matriz son una eficiencia de producción extremadamente alta (cientos de piezas por hora son posibles) y adecuadas para piezas de paredes delgadas (el grosor de la pared puede ser tan pequeño como 0.5 mm). La desventaja es que solo se puede usar para metales de bajo punto de fusión como aluminio, magnesio, zinc, etc., y el molde es costoso.
¿Cuáles son los principales flujos de procesos de frase de metal?
1. SMELTING METAL
Este es el primer paso de la fundición de metal de horno. Materias primas metálicas (aluminio, hierro, cobre, etc.) se colocan en un horno y se calientan a alta temperatura hasta que estén completamente derretidas. El punto de fusión difiere de acuerdo con el tipo de metal, como el aluminio se derrite a alrededor de 660 ° C, mientras que el hierro requiere aproximadamente 1538 ° C.
Puntos clave:
- La temperatura tiene un impacto directo en la calidad del metal fundido y requiere el control en tiempo real para evitar la oxidación o la mezcla de gas.
- Elección del tipo de horno de fundición: horno de arco eléctrico para metal con un alto punto de fusión (por ejemplo, acero) y horno de gas para metal con un punto de fusión bajo como aleación de aluminio.
2. -Melt Treatment
purifica el metal fundido. Elimine las impurezas y los gases para mejorar la calidad del metal. Algunas prácticas que normalmente se llevan a cabo son la introducción de agentes de refinación, gas inerte agitando o pasando.
3. Preparación de modales
Seleccione el molde de acuerdo con el proceso de fundición. Use moldes de arena para fundición de arena , moldes de metal para fundición a troqueles; y moldes de cerámica para el lanzamiento de inversiones. El molde debe estar seco y limpio para que no pueda afectar la calidad de la fundición.
Puntos clave:
- Los moldes de arena son baratos de producir pero son imprecisos. Los moldes de metal se pueden reutilizar, pero necesitan ser resistentes al calor en el diseño para soportar la alta temperatura del metal fundido.
- En la fundición de metal de horno, un molde precalentado previene defectos causados por un enfriamiento rápido excesivo del metal fundido.
4. Pouring
El metal líquido en el horno se vierte en la cavidad del molde a través de un cucharón o sistema de transmisión automático. La temperatura y la velocidad de vertido deben estar bien controladas. Demasiado rápido causará burbujas, y demasiado lento conducirá a la no solidificación del metal.
Puntos clave:
- La temperatura de vertido debe ser 50-100 ° C más alta que el punto de fusión del metal (por ejemplo, la temperatura de vertido de la aleación de aluminio es de aproximadamente 700-750 ° C).
- El diseño de la puerta afecta el flujo de metal fundido, y se deben evitar los poros o defectos de cierre frío.
5.Cooling y solidificación
El metal se deja enfriar en el molde naturalmente para crear una fundición sólida. El tiempo que lleva enfriar dependerá del tamaño del fundición y el metal. Los moldes más grandes tomarán unas horas. La tasa a la que se enfría debe estar regulada. Demasiado rápido lo hará frágil, y demasiado lento será ineficaz.
6.Demolding and Cleaning
Después de que la fundición es sólida, se retira del molde. La fundición de arena requiere que el molde se rompa, mientras que los moldes de metal se pueden reutilizar. La superficie de la fundición puede ser con rebabas o arena residual , y los moldes de metal pueden reutilizarse una vez que se hayan limpiado.
7.procesamiento
La fundición puede requerir pasar por otros procesos, como cortar, moler y tratamiento térmico, etc., para mejorar la precisión y el rendimiento.

¿Cómo usar moldes de yeso para lograr una fundición de aluminio simple?
1.Prepare Materiales y herramientas
Materiales:
Polvo de yeso (lo mejor es un yeso refractario).
agua (relación de mezcla de yeso a agua es de aproximadamente 1: 1.3).
Materiales de aluminio (latas de aluminio, bloques de aluminio, etc. para fundir).
herramientas:
Contenedor de fundición (tanque crisol o de acero de hierro fundido con una pared gruesa).
Fuente de calor (pistola de pulverización de propano, horno pequeño).
Prototipo de moho (puede ser Wax, Wood o Modelo 3D impreso ).
Equipo protectores (goggles, enriquecedoras, enriquecimientos, altos, enriquecidos, enriquecimientos, altos modelos de calor, altos de calor, altos, enriquecidos. guantes).
Protección de seguridad es la operación inicial de aluminio de fundición de metal de bricolaje, y se debe usar equipos de protección.
2. Haga un molde de yeso
hacer un prototipo:
Explique la forma de aluminio deseada (por ejemplo, llavero o estatua pequeña) usando cera o madera.
el prototipo debe ser suave en textura y no contener borde afilado (para evitar agrietarse al demolorar).
Prepare la lechada de yeso:
Agregue lentamente el polvo de yeso al agua y mezcle hasta que se convierta en una pasta gruesa sin partículas.
La lechada de yeso debe aplicarse en 10 minutos (se seca más rápido).
Lanzando el molde de yeso:
Coloque el prototipo en un recipiente y vierta sobre la lechada de yeso para darle al prototipo un grosor de cobertura de al menos 2 cm.
Agite suavemente el recipiente para eliminar las burbujas de aire y permitir que se mantenga durante 1-2 horas para endurecerse por completo.
seca el molde:
El molde de yeso debe secarse por completo (puede secarse naturalmente durante 1-2 días, o hornear a temperatura a 100 ° C durante 4 horas).
Después de secar, retire el molde del prototipo y retenga la cavidad a fundir.
en aluminio de fundición de metal de bricolaje , el molde de yeso debe estar seco por completo, de lo contrario estallará cuando se enfrentará a un líquido de aluminio de temperatura caliente.
3. Filando y vertiendo líquido de aluminio
Material de aluminio de fusión:
- Coloque el aluminio de chatarra en el crisol y derritalo a 660-700 ° C usando una antorcha o horno de propano (el punto de fusión de aluminio es de aproximadamente 660 ° C).
- Cuando el líquido de aluminio desarrolla un color blanco plateado, revuelva con una varilla de acero para eliminar las impurezas.
- Precalecimiento del molde: coloque el molde de yeso en el horno y caliéntelo a una temperatura de 150-200 ° C (para reducir los defectos creados debido al enfriamiento rápido del líquido de aluminio).
relleno de líquido de aluminio:
- Tome el crisol en una pinza crisol y llene lentamente el líquido de aluminio en la cavidad del molde para no salpicar.
- Regulo las manos mientras se llena y asegúrese de que el líquido de aluminio fluya a través de todas las esquinas.
en fundición de metal de alumnow , la velocidad de vertido debe mantenerse lentamente para evitar burbujas.
4.Cooling y postprocesamiento
- Enfriamiento natural: después de verter, deje que se repite durante 20-30 minutos hasta que el líquido de aluminio se solidifique completamente (la temperatura exterior del molde cae por debajo de 50 ° C).
- Demolting y eliminando la fundición: toque cuidadosamente el molde de yeso y elimine las partes de aluminio (el yeso es quebradizo y tiene una baja tasa de reutilización).
- Limpieza y pulido: archivar o lijar las rebabas y las superficies ásperas.
- Superficie de pulido: Muela suave con arena fina o molinillo eléctrico .
Productos de aluminio Transferencia de calor rápidamente, por lo tanto, evite entrar en contacto directo con agua fría durante el enfriamiento (para evitar la deformación o el agrietamiento).

¿Cuáles son las diferencias de los parámetros del proceso entre la fundición de alta presión y la fundición de baja presión?
La fundición a baja presión y la fundición de alta presión son dos procesos convencionales en la fundición de metal de aluminio:
1. Comparación de parámetros del proceso de Core
| parámetros | fundición a baja presión (LPDC) | Casting de alta presión (HPDC) | presión de llenado | 0.5 ~ 5 bar (presión inferior). | 70 ~ 1000 bar (ultra alta presión). | velocidad de carga | 0.5 ~ 2 m/s (relleno lento). | 5 ~ 15 m/s (llenado de alta velocidad). | temperatura del moho | 200 ~ 300 ℃ (temperatura más baja). | 250 ~ 400 ° C (alta temperatura). | espesor de la pared de fundición | 2-8 mm (espesor de pared uniforme). | 0.5 ~ 4 mm (partes complejas de paredes delgadas). | life de moho | 50,000 ~ 200,000 veces (bajo desgaste de moho). | 100,000 ~ 500,000 veces (alta pérdida de moho). |
| aplicación típica | componentes estructurales como ruedas de automóviles y cilindros del motor. | piezas livianas de paredes delgadas, como conchas de teléfonos celulares y revestimientos de automóviles. |
2. Aplicabilidad técnica de JS
JS Precision Manufacturing combina técnicas de baja presión y alta presión ampliamente en el campo de la fundición de aleación de magnesio de aluminio, confiando en las siguientes capacidades técnicas para cumplir con los requisitos de los clientes de alta gama:
control de alta precisión:
JS emplea un sistema de control de presión de circuito cerrado para ajustar la fluctuación de la presión de llenado de la fundición a baja presión a ± 0.5%, y adopta la tecnología de corrección de moho caliente a lograr la dimensional precisión de ± 0.02 mm , excediendo la industria (± Su equipo de fundición de alta presión también está equipado con un sistema de monitoreo de presión en tiempo real para garantizar la uniformidad de llenado de paredes delgadas, y se ha implementado en un proyecto exitoso de una nueva carcasa de la batería de vehículos de energía.
adaptabilidad del material:
En la fundición de baja presión de aleación de aluminio-magnesio , JS ha desarrollado un sistema de recubrimiento especial para mejorar la vida del molde de la lanzamiento de baja presión a 1,5 veces el promedio de la industria (hasta 300,000 veces). Al mismo tiempo, con la optimización de la curva de inyección en la fundición de alta presión, la tasa de pegado se controla por debajo del 0.3%. Casos recientes muestran que la resistencia a la tracción de su cubo de la rueda de aleación de aluminio-magnesio ha aumentado en un 12%, y el alargamiento ha superado el 8%.
fabricación verde:
Utilizamos un dispositivo de protección de gas inerte en fundición a baja presión para reducir las inclusiones de óxido en un 20%. La máquina de fundición de alta presión utiliza un sistema de recuperación de calor residual para reducir el consumo de energía unitaria en un 18%. Ambos procesos siguen la certificación ambiental ISO 14001, que se alinea con la política de casting verde nuestra
.respuesta rápida:
Con la ayuda de la tecnología de simulación digital, JS acortó el tiempo del ciclo de desarrollo para moldes de fundición de baja presión en el 60% del modelo tradicional y los parámetros de proceso mejorados para la fundición de alta presión en un 40%. Recientemente, Desarrollamos un soporte en forma para un cliente aeroespacial , y tomó solo 28 días desde el diseño hasta la entrega de la primera pieza, que es 35% más rápido que el promedio de la industria.
3. Estrategia de selección de procesos
| requisitos de escenario | procesos recomendados | JS Soporte técnico |
| requiere una estructura de cavidad interna de alta resistencia/compleja | Casting de baja presión | Tecnología de presurización de la compuerta superior Hot Top + Press. |
| búsqueda de producción ligera/de alto volumen | Casting de alta presión | Inyección de presión múltiple + sistema de escape de vacío. |
| proyectos sensibles a la utilización de materiales | Casting de baja presión (modo antigravedad) | Sistema de control de nivel de líquido adaptativo, tasa de desecho <8%. |
| piezas de precisión de alto valor agregado | Casting de alta presión + extrusión localizada | Presión en tiempo real, ajuste de la velocidad de doble circuito cerrado, rugosidad de la superficie RA <0.8 μm. |
¿Cuáles son las diferencias entre el fundido y el lanzamiento de arena?
1.Tipo y material del molde
- Se utilizan fundición de troqueles: se utilizan moldes de metal reutilizables (por ejemplo, acero o aleación de aluminio), y la vida útil del moho es larga, que es adecuada para estructuras complejas de alta precisión. Por ejemplo, el molde de cuchillo para la fundición de metal utilizado por JS para la fundición de troquel es piezas de herramientas de precisión, y materiales de molde de alta durazz (p.
- Casting de arena: mediante el uso de moldes de arena desechables, baja precisión pero económica, adecuada para la producción única o grande. JS mejora el proceso mediante el diseño de molde de arena digital y acorta el ciclo de desarrollo.
2. eficiencia de producción y costo
- Casting de dado: alto costo de moho inicial, pero adecuado para la producción en masa (por ejemplo, piezas automotrices). JS logra la capacidad de producción diaria de miles de piezas por líneas de producción automatizadas.
- Casting de arena: bajo costo de moho, pero largo tiempo de producción para una sola pieza, adecuada para pequeños lotes o haciendo prototipos .
3. Precisión y calidad de la superficie
- Casting de dado: la tolerancia puede alcanzar ± 0.005 mm (estándar técnico de la compañía JS), rugosidad de la superficie RA≤1.6 μm, especialmente adecuada para el molde de cuchillo para la fundición de metal, la nitidez del borde y la consistencia del tamaño.
- Casting de arena: tolerancia general ± 0.5 mm, rugosidad de la superficie RA ≥12.5 μm, requiere un procesamiento de seguimiento.
4.
Casting de arena, fundición a diedes, fundición de inversión, fundición centrífuga y otras tecnologías en la fundición de metales juntas constituyen el sistema de tecnología central de la industria manufacturera. La fundición de arena se ha convertido en la solución preferida para piezas estructurales grandes con su bajo costo y versatilidad, y la fundición a troqueles proporciona una solución de alta precisión para componentes complejos de pared delgada en función de la tecnología de prototipo rápido de alta presión. En los últimos años, con la creciente demanda de fabricación verde y ligera, han surgido nuevos procesos, como la tecnología de enfriamiento de chorro y la fundición sin molde una tras otra, ampliando aún más los límites de la tecnología de fundición. En la compañía de fundición de metal donde trabaja, debe lograr un doble avance en mejora del rendimiento y ahorro de energía. Envíenos sus documentos de demanda específicos, y le proporcionaremos servicios de fundición de metal en poco tiempo . Las capacidades de acumulación técnica y de ingeniería de JS pueden proporcionarle soporte clave. El contenido en esta página es solo para referencia general. js series No hace garantías expresas o implícitas con respecto a la precisión, puntualidad o aplicabilidad de la información proporcionada. Los usuarios no deben asumir que las especificaciones del producto, los parámetros técnicos, los indicadores de rendimiento o los compromisos de calidad de los proveedores de terceros son completamente consistentes con el contenido que se muestra en esta plataforma. La característica de diseño específica, los estándares de material y los requisitos de proceso del producto deben basarse en el acuerdo de pedido real. Se recomienda que el comprador solicite proactivamente una cotización formal y verifique los detalles del producto antes de la transacción. Para una confirmación adicional, Póngase en contacto con nuestro equipo de servicio al cliente para obtener soporte profesional. JS es un proveedor líder de la industria de servicios de fabricación personalizados, dedicado a proporcionar a los clientes soluciones de fabricación de una alta precisión y alta eficiencia. Con más de 20 años de experiencia en la industria, hemos proporcionado con éxito el profesional CNC Meckining, Manufacturing de metales, Tenemos una fábrica moderna certificada con ISO 9001: 2015, equipado con más de 100 centros avanzados de mecanizado de cinco eje para garantizar que cada producto cumpla con los estándares de la más alta calidad. Nuestra red de servicios cubre más de 150 países en todo el mundo, proporcionando una respuesta rápida las 24 horas tanto para la producción de prueba a pequeña escala como para la producción a gran escala, lo que garantiza un progreso eficiente de su proyecto. eligiendo js equipo significa elegir socios de fabricación con excelente calidad, entrega precisa y confiabilidad. 1. ¿Qué es la fundición de metal? La fundición de metal implica verter el metal líquido en un molde y dejar que se enfríe para obtener la forma deseada. La fundición de metal se emplea para hacer piezas complejas o grandes, como piezas del motor, herramientas industriales, etc., con eficiencia productiva y ventajas económicas. 2. ¿Cuáles son las ventajas del casting de inversión? La fundición de inversión (proceso de cera perdida) utiliza un molde de cera desechable para lograr un moldeo de piezas complejas de alta precisión con un acabado superficial de hasta RA1.6 μm, y puede usarse para procesar materiales difíciles de máquina como la aleación de titanio. Es especialmente adecuado para producir pequeños lotes de componentes de precisión en los campos aeroespaciales, médicos y otros. 3. ¿Cómo es rápido?
La fundición de alta presión puede llenar moldes con una velocidad máxima de 20-60 m/s, y puede llenar moldes complejos en 0.02-0.2 segundos. Es adecuado para piezas de paredes delgadas (por ejemplo, bloques de cilindros para automóviles), y un ciclo toma alrededor de 30-90 segundos, teniendo en cuenta tanto la precisión como la productividad. 4. ¿Es seguro el lanzamiento de bricolaje? La fundición de bricolaje es peligrosa con potencial para salpicaduras de alto calor y metal, requiere una protección rigurosa (gafas, guantes, ventilación) y hace que sea imposible usar material o moldes húmedos. Es de forma segura posible en operación regular, pero deben seguirse las pautas profesionales. " data- data-v-7b79c893 = "">
Resumen

descargo de responsabilidad
JS Team
Para obtener más información, visite el sitio web oficial: jsrpm.com Preguntas frecuentes
recurso

