

金属铸造是一种常见方法在生产过程中用于生产零件,通过熔化金属并将其倒入模具中。常见的铸造方法是沙子铸造,铸造和投资铸造。砂铸造价格便宜,适合大规模生产,而铸造铸造量很高,适合具有复杂形状的组件。
最近几年,喷气冷却轻质金属铸造行业发展迅速。这种金属铸造的过程利用了高速气流来加速冷却,从而改善了铸造强度以及表面质量。所有这些铸造过程都有自己的特征,并且必须根据材料,性能和成本因素进行选择。对流程的这种理解将在将来有助于优化生产过程和产品质量。
什么是常见的金属铸造过程?
1.策略
沙铸造是最常见的金属铸造操作之一。它使用沙子作为模具,适合大型或复杂形的组件。它通常用于制造大型零件,例如机床和发动机块的基础。铸件的重量从几公斤到数百吨不等。砂铸造设备简单且低成本,具有高表面粗糙度和中等精度。沙铸模通常仅使用一次。
2.高压铸件
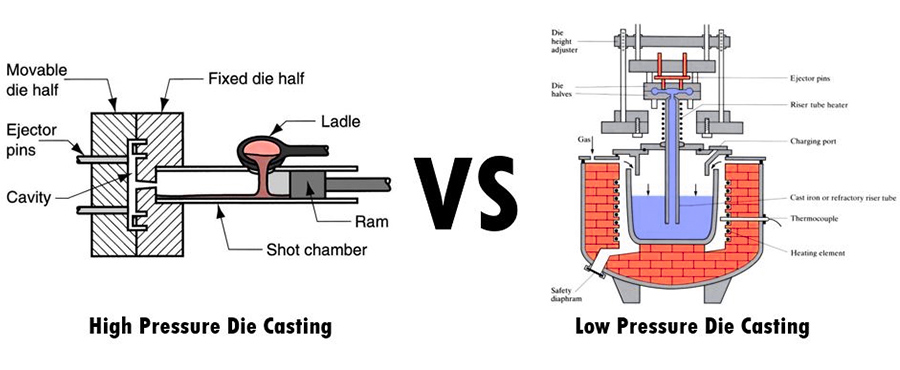
高压铸造是另一个重要的金属铸造操作。它在高压下将熔融金属推入金属模具(通常为10-200MPA)。高压铸造的优点是高生产率,快速成型速度(填充时间为0.01-0.2秒),部分表面平滑而精确。缺点是霉菌的高成本,适合大规模生产。高压铸件广泛用于铝和锌等合金。它被广泛用于汽车零件(例如,变速箱外壳)和3C产品外壳,压力通常为50-150MPA。
3.高压铸造
低压铸件的铸造压力很低(通常为0.01-0.05MPA)。它迫使底部的熔融金属流入模具。低压铸件具有高金属利用率和更少的毛孔的好处,该毛孔可用于制造具有较高质量要求的组件。缺点是填充速度很慢(约1-10秒),并且生产效率不如高压铸造好。
4.投资铸造
投资铸造也被称为失去蜡铸件。它首先用蜡制成模型,然后用难治性材料覆盖它,最后加热以使蜡融化并流出。投资铸造的优势是高精度,良好的表面质量,可以应用于具有复杂形状的零件。缺点是高成本和长期生产周期。它主要用于小型高临界铸件,例如航空航天刀片和医疗器械,铸件的重量通常不会超过50kg。
5.迪
铸造是一种高压铸造,但通常是指非金属的快速原型制作。它使用金属模具和更高的压力(最多100MPa或更高)。模具铸造的优点是极高的生产效率(每小时数百件),适用于薄壁的零件(壁厚可能小至0.5mm)。缺点是它只能用于铝,镁,锌等等低熔点金属,并且模具很昂贵。
炉金属铸造的主要过程流是什么?
1.金属冶炼
这是炉子铸造的第一步。金属原材料(铝,铁,铜等)放在炉子中,在高温下加热直至完全融化。熔点是根据金属类型而不同的,例如,铝在660°C左右融化,而铁需要约1538°C。
要点:
- 温度对熔融金属的质量有直接影响,需要实时控制以避免氧化或气体混合。
- 选择冶炼炉的类型:具有高熔点的金属电弧炉(例如钢)和具有低熔点的金属燃气炉,例如铝合金。
2.融化处理
净化熔融金属。去除杂质和气体以提高金属的质量。通常进行的一些实践是引入精炼剂,惰性气体搅拌或通过。
3.材料准备
根据铸造过程选择模具。使用沙子铸造,用于铸造的金属模具;和用于投资铸造的陶瓷模具。模具必须干燥干净,以免影响铸件的质量。
要点:
- 砂霉的生产价格便宜,但不精确。金属模具可以重复使用,但需要在设计上具有耐热性才能承受熔融金属的高温。
- 在炉子铸造中,预热的模具可防止由于熔融金属过度冷却而引起的缺陷。
4.淘汰
将炉中的液体金属通过钢包或自动输送系统倒入霉菌腔中。倾泻温度和速度需要得到很好的控制。太快会导致气泡,太慢会导致金属不固化。
要点:
- 浇注温度必须比金属的熔点高50-100°C(例如,铝合金的倒入温度约为700-750°C)。
- 栅极设计会影响熔融金属的流动,并应避免毛孔或冷闭合缺陷。
5.冷却和固化
金属自然要在模具中冷却以产生坚固的铸造。冷却的时间将取决于铸件和金属的大小。较大的铸件将需要几个小时。必须调节其冷却的速度。太快会使它变脆,太慢将无效。
6.多头和清洁
铸件固体后,将其从模具中取出。沙子铸造需要破坏模具,而金属模具可以重复使用。铸件的表面可能是用毛刺或残留的沙子,一旦清洁,金属模具就可以重复使用。
7.进行处理
铸件可能需要经历其他过程,例如切割,研磨和热处理等,以提高准确性和性能。

如何使用石膏模具实现简单的铝铸造?
1.培训材料和工具
材料:
石膏粉(最好是难治性石膏)。
水(石膏与水的混合比约为1:1.3)。
铝材材料(铝垃圾桶,铝制块等用于冶炼)。
工具:
冶炼容器(铸铁坩埚或带有厚墙的钢罐)。
热源(丙烷喷枪,小炉)。
霉菌原型(可以是蜡,木头或3D打印型号)。
防护设备(护目镜,口罩,高耐热手套)。
安全保护是DIY金属铸造铝的初始操作,必须佩戴保护设备。
2.制作石膏模具
制作原型:
使用蜡或木材雕刻出所需的铝制形式(例如,钥匙扣或小雕像)。
原型必须光滑在质地上,不包含任何尖锐的边缘(以防止脱褐色时破裂)。
准备石膏浆:
慢慢将石膏粉加入水中并混合,直到变成浓密的糊状,没有颗粒。
石膏浆应在10分钟内涂抹(干燥速度)。
铸造石膏模具:
将原型放在容器中,然后倒在石膏浆液中,使原型的覆盖厚度至少为2 cm。
轻轻摇动容器以消除气泡,并让其站立1-2小时以完全硬化。
干燥模具:
石膏模具必须完全干燥(可以自然干燥1-2天,或在温度下100°C烘烤4小时)。
干燥后,将模具从原型中取出,并保留要铸造的腔。
在DIY金属铸造的铝中,石膏霉菌必须完全干燥,否则在面对热温铝液体时会破裂。
3.熔化和倒铝液体
熔化铝材材料:
- 将废铝放入坩埚中,并使用丙烷火炬或炉将其熔化至660-700°C(铝的熔点约为660°C)。
- 当铝液体形成银色白色时,用钢棒搅拌以去除杂质。
- 预热模具:将石膏模具放入烤箱中,并将其温暖到150-200°C的温度(用于减少由于铝液体快速冷却而产生的缺陷)。
铝液体的填充:
- 将坩埚中的坩埚钉在坩埚中,然后将铝液体缓慢地填充到模具的腔中,不要溅出。
- 在填充时调节手,并确保铝液体流过所有角落。
在铝制金属铸造,浇注速度需要保持缓慢的速度以避免气泡。
4.冷却和后处理
- 天然冷却:倒入后,将其静置20-30分钟,直到铝液液体完全固化(模具的外部温度下降到50°C以下)。
- 将铸件拆除并剥离铸造:小心点击打开石膏模具,然后从铝制零件上剥离(石膏是脆性的,重用速率较低)。
- 清洁和抛光:将毛刺和粗糙的表面归档或沙子。
- 抛光表面:用细沙或电磨磨削光滑。
铝产品迅速进行热传输,因此避免在冷却过程中直接与冷水接触(以防止变形或开裂)。

高压铸件和低压铸件之间的过程参数差异是什么?
低压铸件和高压铸件是铝金属铸件中的两个主流过程:
1.核过程参数比较
| 参数 | 低压铸件(LPDC) | 高压铸件(HPDC) |
| 充满压力 | 0.5〜5 bar(较低压力)。 | 70〜1000 bar(超高压)。 |
| 充电速度 | 0.5〜2 m/s(缓慢填充)。 | 5〜15 m/s(高速填充)。 |
| 模具温度 | 200〜300℃(温度较低)。 | 250〜400°C(高温)。 |
| 铸造壁厚 | 2-8毫米(均匀的壁厚)。 | 0.5〜4毫米(薄壁的复杂零件)。 |
| 霉菌寿命 | 50,000〜200,000次(低霉菌磨损)。 | 100,000〜500,000次(高霉菌损失)。 |
| 典型的应用 | 结构性组件,例如汽车轮和发动机缸。 | 轻巧的薄壁零件,例如手机壳和汽车盖。 |
2. JS的技术适用性
JS Precision Manufacturing在铝合金铸造领域广泛地结合了低压和高压技术,依靠以下技术能力来满足高端客户的要求:
高精度控制:
JS采用闭环压力控制系统来调整低压铸造的填充压力到±0.5%,并采用热模具校正技术达到铸造尺寸精度±0.02mm,超过行业标准(±0.05mm)。它的高压铸造设备还配备了实时压力监测系统,以确保薄壁的零件填充均匀性,并已在新的Energy Wearth电池组外壳的成功项目中实施。
材料适应性:
在铝合金的低压铸件中,JS开发了一种特殊的涂料系统,可将低压铸造的霉菌寿命提高到行业平均水平的1.5倍(最高300,000倍)。同时,随着注射曲线在高压铸造中的优化,粘性速率可控制0.3%以下。最近的病例表明,其铝合金轮毂轮毂的拉伸强度增加了12%,并且伸长率超过8%。
绿色制造:
我们使用低压铸造中的惰性气体保护装置将氧化物夹杂物降低20%。高压铸造机利用废热系统将单位能源消耗降低18%。这两个过程都遵循ISO 14001环境认证,这与我们的绿色铸造政策一致。
快速响应:
在数字仿真技术的帮助下,JS将低压铸造模具的开发周期时间缩短了传统模型的60%,并改善了高压铸造的过程参数40%。最近,我们为航空客户开发了形状支架,从设计到第一件作品的交付仅花了28天,比行业平均水平快35%。
3.过程选择策略
| 方案要求 | 推荐过程 | JS技术支持 |
| 需要高强度/复杂的内腔结构 | 低压铸造 | 热门门控 +步骤加压技术。 |
| 追求轻量级/大量生产 | 高压铸造 | 多点压力注入 +真空排气系统。 |
| 物质利用敏感项目 | 低压铸件(反重力模式) | 自适应液位控制系统,废料率<8%。 |
| 高增值精度零件 | 高压铸造 +局部挤压 | 实时压力,速度双闭环调节,表面粗糙度RA <0.8μm。 |
铸造和沙子铸造之间有什么区别?
1.型和模具的材料
- 模具铸件:可重复使用的金属模具(例如钢或铝合金),并且霉菌寿命很长,适用于高精度的复杂结构。例如,JS用于铸造的金属铸造的刀具是精确工具部件,并且高硬度模具材料(例如H13钢)用于确保成型稳定性和表面饰面。
- 沙子铸造:通过使用一次性砂霉,精度低但价格低廉,适合单零件或大型生产。 JS通过数字砂模设计增强了过程,并缩短了开发周期。
2.生产效率和成本
- 模具铸造:高初始霉菌成本,但适用于大规模生产(例如汽车零件)。 JS通过自动生产线实现数千件的每日生产能力。
- 砂铸件:低霉菌成本,但单件的生产时间很长,适合小批次或制作原型。
3.准则和表面质量
- 模具铸件:公差可以达到±0.005mm(JS公司技术标准),表面粗糙度RA≤1.6μm,特别适合用于金属铸造的刀具所需的边缘锋利和尺寸一致性。
- 砂铸件:一般公差±0.5mm,表面粗糙度ra≥12.5μm,需要后续处理。
4.应用方案
- 模具铸造:高复杂性,薄壁零件(例如电子外壳,工具),JS公司增加了多物质兼容性(铝/锌/镁合金),以满足轻度权重要求。
- 砂铸件:大型组件(例如机床底座),一件式定制或低复杂零件。
概括
沙子铸造,模具铸造,投资铸造,离心铸造和金属铸造中的其他技术构成了制造业的核心技术系统。砂铸件已成为大型结构零件的首选解决方案凭借其低成本和多功能性,并且铸造铸造为高压快速原型制作技术提供了高精度的解决方案。
近年来,随着对绿色和光制造的需求不断增长,诸如喷气冷却技术和无发霉铸造之类的新工艺接一个地出现了,进一步扩大了铸造技术的界限。在您工作的金属铸造公司,您需要在提高产量和节能方面取得双重突破。向我们发送您的特定需求文件,我们将在短时间内为您提供金属铸造服务。 JS的技术积累和工程功能可以为您提供关键支持。

免责声明
此页面上的内容仅用于一般参考。JS系列对所提供的信息的准确性,及时性或适用性不做明示或暗示的保证。用户不应假设第三方供应商的产品规格,技术参数,性能指标或质量承诺与此平台上显示的内容完全一致。产品的特定设计功能,材料标准和过程要求应基于实际订单协议。建议购买者主动要求正式报价并在交易前验证产品详细信息。为了进一步确认,请联系我们的客户服务团队以获得专业支持。
JS团队
JS是定制制造服务的行业领先提供商,致力于为客户提供高精度和高效的一站式制造解决方案。拥有超过20年的行业经验,我们已成功提供了专业人士CNC加工, 钣金制造, 3D打印, 注射成型, 金属冲压以及5000多家企业的其他服务,涵盖了航空航天,医疗,汽车,电子等多个领域。
我们有一个现代的工厂认证ISO 9001:2015,配备了100多个高级五轴加工中心,以确保每种产品都符合最高质量标准。我们的服务网络涵盖了全球150多个国家,为小规模的试验生产和大规模生产提供24小时快速的响应,从而确保您的项目有效进步。
选择JS团队意味着选择具有出色质量,精确交付和可信赖性的制造合作伙伴。
有关更多信息,请访问官方网站:jsrpm.com
常见问题解答
1.什么是金属铸造?
金属铸件涉及将液体金属倒入模具中,并使其冷却以获得所需的形状。金属铸造用于制造复杂或大型零件,例如发动机零件,工业工具等,具有生产效率和经济优势。
2.投资铸造的优势是什么?
投资铸造(Lost Wax工艺)使用一次性蜡模来实现高精度的复杂零件成型,其表面饰面最高为RA1.6μm,可用于处理难以机械材料(例如钛合金)。它特别适合在航空航天,医疗和其他领域生产大量的精确组件。
3.高压铸造的速度如何?
高压铸件可以以20-60 m/s的最大速度填充模具,并且可以在0.02-0.2秒内填充复杂的模具。它适用于薄壁零件(例如,汽车缸块),并且考虑到精度和生产力,一个周期大约需要30-90秒。
4. DIY铸造安全吗?
自己动手的铸造很危险,具有高热和金属飞溅的潜力,需要严格的保护(护目镜,手套,通风),并且无法使用湿材料或模具。在常规操作下,这是可以安全的,但是必须遵循专业指南。
资源

