

Металлическое литье является широко используемым производственным процессомиспользуется для производства большинства металлических деталей. В процессе литья необходимы различные материалы, в том числе металл сырья, материал плесени и вспомогательные материалы.
Сырой металл часто - это железо, алюминий, медь и т. Д., Который расплавляется и нагревается, а затем заливается в форму. Материал плесени имеет значение, напримернож для металлического литья, обычно песок, металл или керамика, поскольку они имеют сопротивление высокой температуре. Поддерживающие материалы - это покрытия и связующие, которые улучшат качество отливок. Выбор этих материалов будет напрямую влиять на эффект и стоимость литья. Знакомство с характеристиками этих материалов поможет вам лучше.

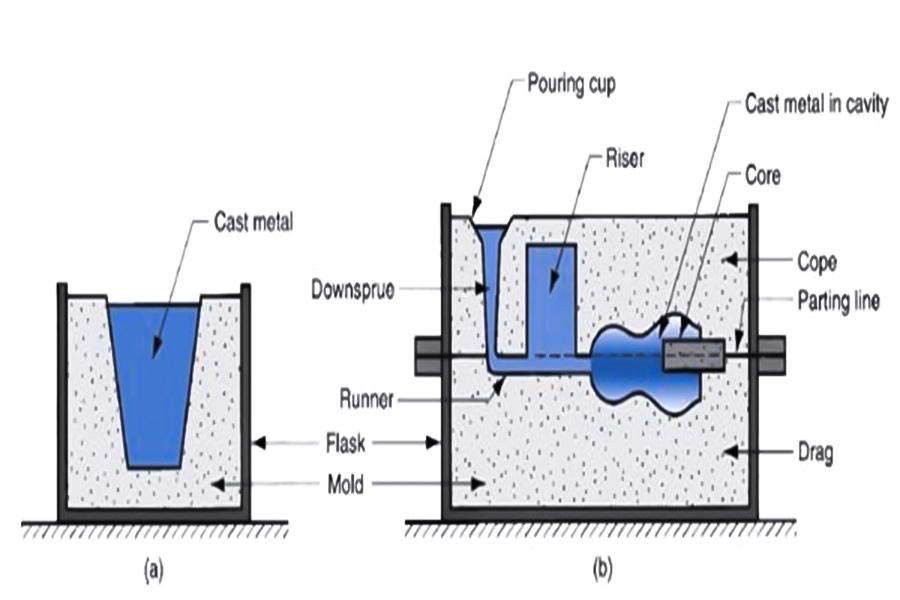
Что такое кастинг?
Кастинг - это метод производства металлических деталей. Его принцип состоит в том, чтобы растопить и нагреть металл, вылить его в форму и позволить ему закрепить в форму. Металлические операции литья обычно используются для производства компонентов со сложными формами, такими какАвтомобильные детали двигателя или детали машиныПолем
Ливая литья может использовать различные материалы в виде форм, таких как песчаные формы, металлические плесени или керамические плесени. Это недорогой процесс иможет быть применен для крупномасштабного производстваПолем Преимущество литья заключается в том, что он может создавать различные формы, но недостаток заключается в том, что поверхность может быть недостаточно плавной. Большинство заводов используют этот процесс для производства металлических предметов.
Какие материалы для металлов?
1. Аллеховые кастинги
Выбор лисовых сплавов должен полностью рассмотреть механические свойства, свойства и расходы. Общие сплавы кастинга и их характеристики следующие:
| Сплав тип | Основной ингредиент | Характеристики производительности | Ключевые области применения |
| Чугун | Fe-c-si | Хорошая литья и шоковая поглощение. | Станок, блока цилиндра двигателя. |
| Литая сталь | Fe-c-mn-si | Высокая прочность, хорошая сварка. | Тяжелая механизм, сосуды под давлением. |
| Алюминиевый сплав | Al-Si-Cu-Mg | Легкая и отличная коррозионная стойкость. | Авто компоненты, авиационные компоненты. |
| Медный сплав | Cu-Sn-Zn | Отличная износостойкость и теплопроводность. | Подшипник, снаряжение и другие износостойкие компоненты. |
2. Основная система материалов
Материалы пресс -формы должны иметь высокотемпературную сопротивление и размерную стабильность и в первую очередь являются следующими категориями:
- Песочные формы:Наличие кремнезема в качестве основного материала, в сочетании с глиняными или смолящими связующими, которые могут быть использованы для одноклассного производства с небольшим партией, имея низкую стоимость, но низкую точность.
- Формы листовой формы с металлической формой: обычно чугунная или термостойкая сталь, срок службы до десятков тысяч раз, и особенно подходит для массового производства автомобильных деталей.
- Точные формы литья:Как восковые формы и керамические раковины для инвестиционного литья, который может производить отливки с точными размерами и гладкой поверхностью.
3. МАЙСКИЕ Вспомогательные материалы
Хотя вспомогательные материалы не являются непосредственно частью продукта, они оказывают довольно важное влияние на качество процесса:
- Формованное материал: изготовлен из сырого песка, связующего (водяного стекла, фуна смола и т. Д.) И добавка, а его соотношение оказывает прямое влияние на свойства литья песка.
- Casting Coatings:Сформируется рефрактерными агрегатами, носителями и подвежением, которые способны избегать литья песчаной адгезии и улучшать качество поверхности.
- Вспомогательные материалы процесса: такие как экраны фильтров, изоляционные материалы и т. Д., Которые используются для повышения чистоты эффекта компенсации расплавленного металла и усадки.

Как добавки используются в металлическом лите?
1. Установка текучести
Вязкость может быть уменьшена путем введения добавок (например, силиката или графитового порошка) в расплавленный металл, что легче запустить поток жидкости в зазор плесени.В индустрии листового литья из светового металла реактивного охлажденияТитановый бор обычно вводится в алюминиевую жидкость. Аддитивность делает алюминиевые зерна меньше и улучшает силу литья более чем на 30%.
2. Пуридируйте расплавленный металл
Введите дегазационный агент перед кастингом. Например, введите гексахлорэтан в литье алюминия, который может устранить водород в расплавленном металле. Дефекты пузырьков могут быть уменьшены на 80%, что имеет особое применимость к тонкостенным деталям.
3. Совещайте скорость затвердевания
Смешайте порошок угля с песком в песчаном литьем. Порошок угля сгорит и высвободит газ, что замедляет охлаждение литья. Это может предотвратить растрескивание кастинга идостичь более плавной поверхностиПолем
4. Распределите поры и усадку
Уточнение зерен и создание внутренней структуры металла может быть достигнуто путем введения нефтеперерабатываемого завода (например, титанового железа). Например, добавление инокулянта в чугунную часть уменьшит внутренние полости и улучшит прочность.
5. Обеспечиваемое демольд
При ликвидации металла в форме, агент должен быть распылен на Demolding. Графитная краска на водной основе, распыленная на плесени, предотвратит прилипание литья. Повторно распылить перед каждым заливком для легкого демольда.
6. специальное использование
Некоторые добавки могут создавать спецэффекты. Например, добавление модификаторов стронция может улучшить производительность резания кремниевых алюминиевых сплавов. Это довольно распространенная операция в литье автомобильных компонентов.
Каковы свойства непристойных металлов в литье металла?
1. свет в весе, но с высокой силой
Наиболее очевидной особенностью нерухозных металлов является то, что они намного легче, чем железо и сталь. Например, в литье алюмоллои металлическое литье алюминиевый сплав весит всего на одну треть веса стали, но после подходящей термообработки его прочность будет такой же, как у обычной стали. Это делает их подходящими дляИспользуйте, где вес должен быть сведен к минимуму, например, в автомобильных и авиационных деталях.
2. Не восприимчиво к ржавчине
Эти металлы обладают присущей коррозионной стойкостью. Медные и алюминиевые сплавы автоматически образуют защитную пленку на поверхности, чтобы предотвратить дальнейшее окисление. Для процесса литья металлических алюмоллоей, даже без особой обработки, отливки могут использоваться в течение десятилетий без ржавчины в нормальных условиях. Устойчивость к погодным условиям продукта даже укрепляется с помощью проприетарной технологии обработки поверхности JS, что позволяет использовать продукт на открытом воздухе.
3. Хорошая электрическая и теплопроводность
Ницкие металлы обладают гораздо лучшей тепловой и электрической проводимостью по сравнению со сталью. Медь является наиболее проводящей, и, следовательно, провода являются медными. Алюминиевые сплавы могут быстро рассеивать тепло, иКомпьютерный процессор радиаторов алюминиевого сплава может быстро рассеивать теплоПолем
4. Более обрабатывать
Они более мягкие в целом и требуют меньшей силы при резке. Компоненты алюминиевого сплава могут быть обработаны непосредственно на токарных станках от литья, что меньше инструментов, чем чугун. И они могут легче умирать и подходят для деталей со сложной геометрией.
5. Плата плавления
Точка плавления цветных металлов, как правило, составляет 600-1000 градусов, что ниже стали. Это подразумевает, что при кастинге меньше энергии, а потеря оборудования меньше. Но внимание должно быть уделено контролю температуры, перегрев приведет к грубому зернам и влиянию на качество. Основываясь на этой характеристике, JS может использовать более энергосберегающие плавильные устройства иНаша линия производства зеленого кастингазапланировано в соответствии с этой характеристикой небрежных металлов.
6. можно переработать и использовать повторно
Эти металлические отходы имеют большую стоимость утилизации, и скорость переработки может превышать 90%. Если выброшенные алюминиевые отливки будут возвращены в печь, производительность вряд ли уменьшится.В новом проекте сотрудничества с энергетическим транспортным средствомМы сократили стоимость производства частей тела на 18% за счет применения литья по переработке алюминиевого сплава, одновременно сокращая выбросы углерода.
Каковы различия в процессах литья из углеродистой стали и нержавеющей стали?
Ниже приводится сравнение различий в углеродистой стали и нержавеющей стали в процессе литья металла печи:
Таблица сравнения процессов кастинга (принимая компанию JS в качестве ссылки)
| Сравнение пунктов | Заливы углеродистой стали | Литье из нержавеющей стали |
| Температура плавления | 1500-1600 ℃ | 1600-1750 ℃ |
| Дезоксигенация лечения | Кремниевый марганец композитный декокисность. | Рафинирование аргона+алюминиевого изоляции. |
| Материал плесени | Нормальная смола песок. | Хромий железный песок (JS Special Supply). |
| Цикл после лечения | 2-3 дня. | 3-5 дней (включая кислотное мариватор и пассивацию). |
1. Обеспечение различия в процессе плавления
В металлическом литью печиНаши инженеры обнаружили, что температура плавления углеродистой стали составляет примерно 100-150 ℃ меньше, чем нержавеющая сталь. В средней частотной печи обработке углеродистой стали просто необходимо нагревать до полностью жидкой области диаграммы железной углеродной фазы, тогда как нержавеющая сталь должна быть нагрета в большей степени, чтобы растопить легирующие элементы, такие как хром и никель.
2. Техники разностороннего оксида
Наш собственный литейный завод провел сравнительный тест: углеродистая сталь также может принять требование, добавив кремниевого манганского дексидизатора перед заливкой, но компания JS принимает двойную защиту при обработке из нержавеющей стали, а также взорвание аргона в ковш заранее, чтобы очистить ее примесей и затем залив алюминиевые блоки для глубокого дезоксидации. Это связано с тем, что нержавеющая сталь с большей вероятностью индуцирует дефекты оксида хрома на случай, если она отличается с литой металлической печи.
3. Выбранная форма является конкретной
Когда мы бросаем детали углеродной стали клиентов, мы обычно используем обычные песчаные формы смолы, что заставляет нас сэкономить 15% затрат. Но нержавеющая сталь требует специальных песчаных форм. Он может выдержать более высокие температуры и избегать дефектов оранжевого кожура на поверхности литья. В прошлом году,Мы сэкономили 9% затрат на плесени для клиента медицинского устройстваИспользуя это дифференцированное решение.
4. Плановая вариация обработки
Части из нержавеющей стали, которые вынимают из листовой духовки, должны быть маринованы и пассивированы, а дополнительный процесс вносит дополнительные 2 дня в стандартном процессе нашей компании. За детали из углеродной стали могут использовать только стандартную очистку песочной обработки, которая была продемонстрирована в нашем примере OEM для одного производителя автомобильных деталей, иВремя доставки при завершении уменьшается на 37%по сравнению с деталями из нержавеющей стали.
5.JS Company Process Trecantings
Мы используем интеллектуальные средства средней частоты, контролируемые температурой, чтобы контролировать дрейф разности температуры ± 10 ℃ в пределах ± 3 ℃. Среди 83 рабочих мест, выполненных в прошлом году, 76 достигли точности размера ± 0,08 мм в соответствии с чертежами. После того, как клиент импортирует файл проектирования, инженер автоматически соответствует параметрам литья в соответствии с характеристиками материала. Эта библиотека виртуальных процессов накопила более 1200 наборов эффективных данных.
Из какого материала сложно отбрасывать металл?
1. Титановый сплав: две трудности высокой температуры и окисления
Температура плавления титанового сплава достигает 1668 ° C, что намного выше, чем 660 ° C алюминия. Для алюминия литья металла DIY обычные печи могут удовлетворить спрос, но титановые сплавы требуют среды защиты от вакуума или инертного газа, иначе они очень восприимчивы к окисленности в хрупкие соединения. Мы применяем технологию плавления аргонов, чтобы снизить риск окисления до менее 5%.
2. Высокая углеродистая сталь: проблемы с усадкой и трещинами
При охлаждении с высокой углеродной сталью сжимается до 2,5% (алюминий только 1,3%), и он подвержен растрескиванию из -за концентрации напряжения. Он может легко облегчить процесс через литье из песка, но высокая углеродистая сталь должна контролироваться при определенной температуре и отожжена.Обычно мы предсказываем направление усадки с помощью программного обеспечения для моделированияЧтобы увеличить квалифицированную ставку готовой продукции до 98%.
3. МАГЕЙСКИЙ Сплав: взрывные и легковоспламеняющиеся угрозы безопасности
Магний будет интенсивно сгореть один раз в контакте с водой или кислородом в расплавленном состоянии. Даже энтузиасты алюминия для литья металлов необходимы для износа защитного оборудования, а магниевое литье сплава необходимо для получения взрывоопасной мастерской. JS использует азотный щит для расплавленного бассейна и автоматической пожарной системы, и в течение последних трех лет достиг нулевых записей об авариях.
4.JS Компании по высокой сложной категории
| Тип металлического материала | Температура плавления (° C) | Ключевые проблемы | Основные технологии компании JS компании | Улучшение квалификации |
| Титановый сплав | 1688 | Окисление и высокотемпературная деформация. | Защита аргона. | 40% |
| Высокоуглеродистая сталь | 1427 | Усаживание трещины. | Динамический контроль температуры+моделирование напряжения. | 35% |
| Магниевый сплав | 650 | Легковоспламеняющийся. | Покрытие азота+интеллектуальный мониторинг. | 50% |
Краткое содержание
Выбор материала для литья металла напрямую повлияет на стоимость и производительность продукта. В отрасли металлического литья алюминиевые сплавы, нержавеющая сталь, титановый сплав и другие материалы применяются инженерами ежедневно с универсальным применением.Наша инженерная командаЯвляется ли материальная база данных и технология моделирования, основанная на предоставлении услуг от проектирования до производства, поэтому решение для литья может не только удовлетворить потребности в структурной прочности, но и обеспечить оптимальное потребление энергии.
В компании, где вы работаете, вы хотели бы узнать больше о методе оптимизации параметров, вы можете узнать больше о методе оптимизации параметров, вы можете простоСделайте запрос на технические консультации непосредственно в нашу компаниюи система автоматически назначит наиболее релевантный опыт проекта инженерной команды, чтобы ответить.

Отказ от ответственности
Контент на этой странице только для общих ссылок.JS SeriesНе дает никаких явных или подразумеваемых гарантий относительно точности, своевременности или применимости предоставленной информации. Пользователи не должны предполагать, что спецификации продукта, технические параметры, показатели производительности или качественные обязательства сторонних поставщиков полностью соответствуют контенту, отображаемому на этой платформе. Конкретная функция проектирования, материалы стандарты и требования к процессу продукта должны основываться на фактическом соглашении заказа. Рекомендуется, чтобы покупательУдивительно запросить официальную цитатуи проверить детали продукта перед транзакцией. Для дальнейшего подтверждения,Пожалуйста, свяжитесь с нашей командой по обслуживанию клиентов для профессиональной поддержки.
JS Команда
JS является ведущим поставщиком отрасли индивидуальных производственных услуг,Посвящены предоставлению клиентам высокопроизводительных и высокоэффективных универсальных производственных решений. С более чем 20 -летним опытом работы в отрасли мы успешно предоставили профессиональномуОбработка ЧПУ, Производство листового металла, 3D -печать, Инъекционное формование, металлическая штамповкаи другие услуги для более чем 5000 предприятий, охватывающих несколько областей, таких как аэрокосмическая, медицинская, автомобильная, электроника и т. Д.
У нас есть современная фабрика, сертифицированная с ISO 9001: 2015, оснащенным более 100 передовыми пятью центрами оси, чтобы гарантировать, что каждый продукт соответствует стандартам самого высокого качества. Наша сервисная сеть охватывает более 150 стран по всему миру, обеспечивая 24-часовой быстрый отклик как для мелкомасштабного процесса, так и для крупномасштабного производства, обеспечивая эффективный прогресс вашего проекта.
ВыборJS Командаозначает выбор партнеров по производству с отличным качеством, точной доставкой и достоверностью.
Для получения дополнительной информации, пожалуйста, посетите официальный веб -сайт:jsrpm.com
Часто задаваемые вопросы
1. Каково преимущество литья алюминиевого сплава?
Преимущества листового алюминиевого сплава включают легкий вес (примерно на 60% легче, чем сталь), коррозионную стойкость, высокую расплавленную текучесть (способную с точностью заполнять сложные формы), а также хорошую теплопроводности и оборудованию, которые хорошо подходят для точных применений производства, таких как автомобильные детали и электронные приколы.
2. Какой тип компонентов - это медные сплавы, подходящие для литья?
Медные сплавы подходят для литья деталей, требующих хорошей теплопроводности или сопротивления коррозии, такой как радиаторы, подшипники, шестерни и проводящие части пропеллеров кораблей и электроэнергии, потому что они демонстрируют сопротивление износа и стабильные механические свойства.
3. Как выбрать листовые материалы?
При выборе литейных материалов необходимо учитывать механический отклик (прочность, сопротивление износу), цена, гибкость в обработке (температура плавления, текучесть) и условия использования (сопротивление коррозии). Например, алюминиевый сплав более подходит при влажных условиях и пластичном железе в случае сильно загруженных элементов. Консультация с инженерами рекомендуется для лучшего выбора материала на основе желаемых спецификаций.
4. Каковы проблемы в сталелитейном лите?
Стальные трудности литья: высокая температура плавления (1420-1540 ℃), высокая скорость усадки затвердевания, подверженность тому, чтобы вызвать отверстия усадки, высокую температуру, легкое окисление и декарбур, а также низкая текучесть, что приводит к неполному наполнению плесени и требует точного контроля температуры и сложной пост-обработки для обеспечения качества.
Ресурс

