

Существование анонца древнийПроизводствопроцесссистория, охватывающаятысячи лет, металлический кастингявляетсявсе ещеважныйВ современном промышленном производстве. Процесс состоит в том, чтобы избавитьсяформаполость апредварительно изготовленформа,позволять металл и плесень остытьвнизи затвердетьв целом, а затем пропомол в металлическом лите, чтобы получить металлическое литье, и, наконец, завершить производство продуктак процесс отделки.
В этой статье исследовательская группа JS будетприносить анеобходимый материализМеталлическая технология литья в а регулярно и иметь дело сопределениепроцессов, историческийпрогресс, икатегорииизмейнстримтекущийпроцессы.
Что такое металлическое литье?
Металлический кастинг - этообщийФормирование производственного процесса чей принцип этобросать жидкостьметалл в форму спредварительно приспособленполость, ипроизводитьпродукт суказаноГеометрическая форма послезатвердеваниеиохлаждениеПолемВ зависимости от требований к продукту, процесса литьяявляется способный производствапростойТела, такие как металлические слитки. Эти полуфабрикатытоварыобычно нужнообработка с помощью дополнительный ковкость в заказулучшить их механические свойства.Это также может напрямуюсоздаватьДетали в ближней сети со сложными геометрическими особенностямиВсущественноУменьшение разрешений на обработку.
Этодолжен быть отмеченныйчто в инженерной практике, терминявляется занято с двойнойзначение,оба как апроцесспроизводстваи какпроизводитсячастисами себя.
Когда сначала протолкнулся металпоявляться?
История металлического литья началась в поздний неолитический период около 3000 г. до н.э., когда люди начали экспериментировать, чтобы снять простые инструменты и посуду с медной и бронзой. Самая ранняя технология была техникой литья плесени. Например, шумеры использовали глину для формирования плесени и выливали в них расплавленную медь для создания таких инструментов, как оси и кинжалы.
В Китае династии Шан и Чжоу стали свидетелями прогресса бронзового кастинга до очень продвинутого метода, который мог точно регулировать долю сплава и температуру заливки. Технология кастинга в то время способствовала производству оружия и сельскохозяйственных орудий на стандартной основе. Благодаря изобретению технологии плавки железа (около 1200 г. до н.э.), кастинг был дополнительно расширен до мира железа и привел к обработке металлов в виде второй промышленной революции.
Каковы общие преимущества литья алюминиевого сплава?
Мастинг алюмаллои имеет уникальную позицию среди современной производственной промышленности благодаря своим своеобразным свойствам материала и гибкости процесса. Его общие достоинства в основном выражены в следующих аспектах:
1. Познагие легкие преимущества
Его вес на треть сталь. Продукты, разработанные с использованием технологии металлического литья, могут сэкономить на значительном весе без какого -либо компромисса в отношении прочности.Мы можем снизить вес цилиндров автомобильных двигателей на 30% после принятия этой технологии, который имеет прямые последствия для эффективности использования топлива или диапазона электромобилей.
2. Устойчивость к коррозии
Легко достичьтолстое оксидное покрытиеНа внешней стороне алюминиевых кусочков. Модифицируя композицию сплава (например, через включение кремния и магния) при литье металлического аумоплата, защита от коррозии еще больше, и кусок может использоваться во влажном или солевом распылении, например, на компонентах корабля или корпусах на улице.
3. Термическая и электрическая проводимость с высокой эффективностью
Алюминиевый сплав имеет теплопроводность в 3 раза выше железа. Технология литья алюмоллои может точно контролировать структуру зерна и, через нее, способствовать эффективности теплопроводности элементов, таких как радиаторы и держатели светодиодных ламп, до значения чистого алюминия при сохранении структурной стабильности.
4. Хорошая совместимость процесса
От кастинга песка до литья матрицы высокого давления, металлическое литье имеет возможность соответствовать широкому спектру требований к процессу.Низкое давление литьяНапример, может отлить сложные тонкостенные компоненты толщиной стенки всего 1 мм, в то время как гравитационное литье подходит для больших структурных компонентов, а ее адаптивность намного больше, чем у чугуна.
5. Экономический и устойчивый
Коэффициент утилизации алюминия составляет более 95%, а потребление энергии, необходимое для выплавки металлического литья алюмоллои на 60% ниже, чем сталь. Легкий вес также снижает транспортные затраты, и поэтому он имеет затраты и экологические преимущества на протяжении всего жизненного цикла, например, каккрупномасштабное производство подносов для батареи для новых энергетических транспортных средствПолем

Каковы основные процессы кастинга металла?
Методы литья металла применимы к различным металлическим материалам, таким как общие инженерные металлы, такие как алюминий, цинк, железо и сталь. Из -за значительных изменений в значительных свойствах, таких как температура плавления, текучесть, усадка и т. Д., Разные металлы должны быть адаптированы к свойствам материала в процессе литья. В фактическом производстве выбор технологии кастинга в большинстве случаев является вопросом глобального рассмотрения различных факторов. Ниже приведены основные методы литья металла:
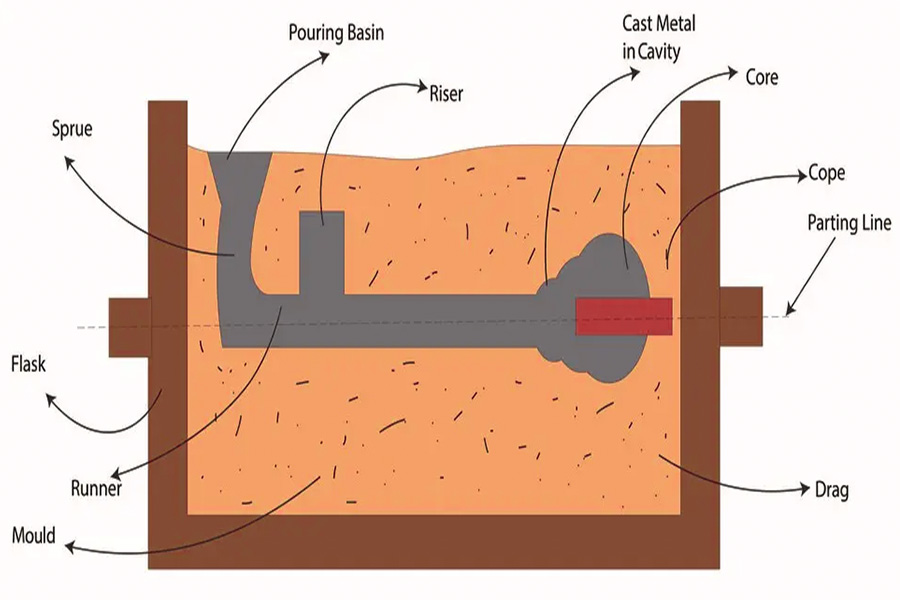
1. Сан и кастинг
- Самый популярный традиционный метод кастинга - это литье пескаПолем Процесс литья песка зависит главным образом на песке, чтобы разработать плесень, в которой происходит литье. Литье из песка особенно удобнее, когда есть литье частей большего объема или более сложной формы.
- Его основное преимущество заключается в том, что он относительно низко и очень универсален, и может быть предоставлен универсальным, чтобы удовлетворить потребность в различных формах продукта. Но поверхностная отделка отливок, полученная в рамках этого процесса, имеет тенденцию быть грубым, и заканчивая шлифованием или обработкой, обычно необходимо выполнять для высокой точности.
2. Дистинг диди (литье высокого давления)
- Мастинг Die - это процесс, использующий металлические формы для литья металлических деталей. Эти плесени обычно изготовлены с использованием непредвиденных материалов, таких как алюминий, медь или цинк, но иногда используются железные металлы, такие как сталь.
- Хотя металлические формы дороже, они очень долговечны и могут быть переработаны. Поэтому,Мастинг Die лучше всего подходит для использования в приложениях, где требуется объем производстваПолем Мастинг Die имеет более плавную отделку и более высокую точность, чем другие методы литья, и, как таковые, обычно используются для производства малых и средних компонентов, где существуют высокие требования к качеству поверхности.
Этот процесс точного литья использует растворимый восковой паттерн в качестве исходной модели и создает многослойное рефрактерное керамическое покрытие на своей поверхности, которое затем спечено при высокой температуре, образуя твердую оболочку плесени. После того, как восковой рисунок расплавлен, расплавленный металл может быть залит в полость пресс -формы, и, наконец, получен сложный компонент с очень высокой точностью размерности.
4. Центрифугальный кастинг
Расплавленный металл выливается в вращающуюся форму, а центробежная сила используется для производства трубчатых или кольцевых компонентов (например, трубных суставов и подшипников). Процесс может устранить поры и усадку, улучшить плотность материала и хорошоподходит для производства бесшовных металлических трубПолем
5. Кастинг с давлением
- Процесс литья низкого давления позволяет расплавленному алюминному войти в формуполость не турбалентному образом под контролируемым давлением. Это особенно подходит для сложных компонентов с различными характеристиками поперечного сечения. Например, концентратор колесного сплава автомобильного алюминиевого сплава, дифференцированная конструкция требований к тонкостенным спицам (около 3-5 мм) и толстостенного обода (10-15 мм)-это преимущества литья низкого давления.
- По сравнению с традиционным гравитационным литьем, литье с низким давлением может значительно уменьшить усадку, улучшить механические свойства и совместимо с технологией полусолидного образования металлов.
Какова последовательность металлических операций литья?
1. Процедура и моделирование формы
Металлические операции литья начинаются с дизайна плесени и производства в качестве начального шага. В зависимости от спецификаций деталей, типа плесени, такой как песчаная плесень,Металлическая форма или инвестиционная форма выбираетсяПолем Например, песчаное литье обычно предназначено для больших деталей, в то время как литья для матрицы используются для деталей точности. Плесень должна быть высушена или выпечена, чтобы повысить прочность и избежать деформации или растрескивания во время заливки.
2.mixing and Splyting материала
Поместите металлическое сырье, такое как чугунный и алюминиевый сплав в печь (например, индукционную печь или дуговую печь), нагрейте их до температуры над температурой плавления и удерживайте при постоянной температуре. На этом этапе температура и время плавки должны контролироваться должным образом для предотвращения окисления или вдыхания металлов, а композиция должна быть скорректирована путем добавления декидизаторов и легирующих элементов (например, кремния и магния) для удовлетворения требований к производительности различных частей.
3. Контроль заливки и начинки
Расплавленный металл заполнен полостью плесени ковром или автоматической системой кормления. Скорость заливки и угол должны контролироваться строго. Слишком быстрее вызовет брызги или пористость легко, и слишком медленная может вызвать дефекты холодного отключения. Определенные процессы, такие как литье низкого давления,Использовать атмосферу низкого давления, чтобы обеспечить плавное расплавление расплавленного металла в замысловатые полостиПолем
4. Олидификация и контроль охлаждения
Металл затвердевает в форме с помощью естественного охлаждения или технологии реактивного охлаждения. Скорость охлаждения оказывает прямое влияние на структуру зерна и механическое свойство. Например, алюминиевые сплавы могут быть укреплены и уточнены быстрым охлаждением, а стальные отливки должны медленно охлаждаться, чтобы предотвратить растрескивание.
5. Обозначение и отделка
После того, как кастинг затвердевает, он вибрируется или выброшен или снимается робот.Он развернут, земля и тепло(например, отожжен или утомил) для устранения внутреннего напряжения и повышения качества поверхности. Это наиболее важная связь между отделками и проверкой металлических операций литья.
6. Качественная проверка и отправка
Внутренний недостаток и точность размера отливок проверяются с использованием трехкоординационного измерительного прибора, обнаружения рентгеновских недостатков или визуального обследования. Квалифицированные продукты отправляются клиентам после того, как неквалифицированные продукты возвращаются в процесс плавки для повторного счетного, очищенного, распыляемого или обработанного поверхностью.

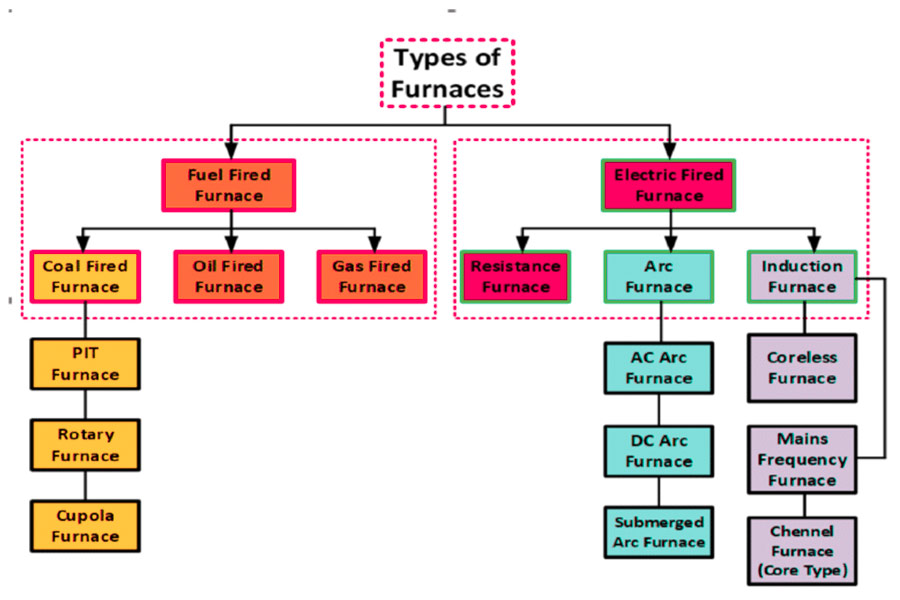
Что обычно требуется в металлическом оборудовании?
1. Сборка оборудования
Основным оборудованием металлического литья печи является оборудование для таяния, которое тает металлический сырье до жидкости, в основном включающий электрическую дуговую печь, индукционную печь и купола и другие печи, которые могут адаптировать режим нагрева с точкой плавления различных металлов. Увабель используется для переноса и перемещения расплавленного металла, чтобы обеспечить плавное кормление жидкого металла в лисовую форму, а также используется для мониторинга фактической температуры жидкого металла с использованием термометра, чтобы не влиять на качество отливок из -за неправильной температуры.
2. ЭКСПОРМЕНТ для формования и изготовления сердечника
Формованные машины используются для производства моделей литья, где песчаный миксер равномерно смешивает связующее и песок для обеспечения достаточной проницаемости воздуха и прочности с моделью песка, в то время как формовочная машина используется для быстрого литья с использованием уплотнения или впрыскивания песка для повышения эффективности производства. Оборудование для изготовления ядра, такое как основные стрелки, используется для создания сердечников со сложными полостями, а ядра высыхают и отвергают ядра, чтобы убедиться, что они стабильны при наличии.
3. Оборудование для пирамы и охлаждения
Машины изделия используются для точного вклада расплавленного металла в литье, чтобы уменьшить брызги и окисление, а системы охлаждения оптимизируют внутреннюю структуру литья, контролируя скорость охлаждения, предотвращая деформацию или растрескивание от неравномерного охлаждения. Есть некоторые литейные завод, которые используют непрерывные кастинги, в результате чего металл отличается по мере того, как происходит процесс затвердевания, идеально подходит для массового производства.
4. Оборудование для выпуска и после лечения
Высокоскоростная выстрела для выстрела для очистки поверхности остаточного песка и слоя окисления, режущей машины и шлифовальной машины для обрезания заливного подъема и заусенца подрезания, чтобы отливки были в соответствии с требованиями размера.Распыление краски или термообработка может использоваться для профилактики ржавчины или упрочнениякастингов в соответствии с требованиями и повышения их силы.
5. Оборудование для контроля качества и контроля качества
Пористость, шлак и другие дефекты в литьях обнаруживаются с помощью рентгеновских или ультразвуковых детекторов недостатков, координатные измерительные машины подтверждают, что важными измерениями являются рисование, а спектральные анализаторы используются для проверки того, что состав материала находится в отраслевых нормах. Все это оборудование используется вместе, чтобы убедиться, что отливки соответствуют отраслевым стандартам.
6. Оборудование для экологического и экологического оборудования
Отливки или плесени с тяжелыми весами могут транспортироваться конвейерными ремнями и кранами, а пыль и выхлопные газы от производства очищаются коллекционерами пыли, чтобы уменьшить загрязнение в окружающей среде. Высокотехнологичные литейные системы имеют автоматические системы управления, установленные в них, которые позволяют изменять параметры процесса в режиме реального времени и повышать стабильность производства.
Каковы минимальные материалы и оборудование, необходимые для алюминиевого компонента DIY Metal в домашних условиях?
1. Слист категорий материалов и рекомендуемых инструментов
| Категории | Рекомендуемые инструменты/материалы | Цель и описание |
| Алюминиевый материал | A356 CAST Алюминиевого сплава. | Ликвидность хороша для сложных форм. |
| Инструменты плавления | Графитовый тигель+электрическая дуговая печь. | Высокая температурная устойчивость, точный контроль температуры до 680-720 ° C. |
| Форма | Гипс -плесень+песчаная плесень. | Гипсовые формы подходят для мелких деталей, в то время как песчаные формы стоит дешевле. |
| Система охлаждения | Насосы высокого давления + сопла. | Ускорить затвердевание и уточнить размер зерна. |
| Защитное оборудование | Теплостойкие перчатки + очки. | Предотвратить брызги и сжигать алюминиевую жидкость. |
2. КОН -КОНЦИОННЫЕ БИЗНЕСА
- Операционные процедуры безопасности: Операция литья должна проводиться при надлежащей вентиляции, и никакие горючие материалы не должны быть размещены вблизи зоны плавки. Защитная маска для лица всегда должна использоваться операторами, чтобы предотвратить брызги алюминия.
- Рекомендации по выбору материала:Материалы для литья не могут напрямую использовать алюминий высокой чистоты(Свойства: низкая температура плавления, простая в окислении) и более качественные материалы, такие как кремниевые алюминиевые сплавы, предпочтительнее. Неспособность провести кастинг в таком материале не только может увеличить эффект литья, но и улучшить долговечность литья.
- План экономического внедрения: первоначальное оборудование может быть оснащено как использованными алюминиевыми планами, так и самодельными песчаными формами. Такой комбинированный план может обрабатывать затраты на покупку оборудования и предлагать минимальные требования к литьям, и особенно подходит для начинающих курсантов в формировании металла.
Как JS JS Ножа для литья формы.другой от другойпроизводители?
1. Выбор материала
Цвет ножа JS для технологии металлического литья использует специальную высокоуглеродистую инструментальную сталь с высоким содержанием углерода, чье распределение карбидов равномерно, и чья износостойкая производительность повышается на 30%.
2. Процесс технологии
Наш композитный процесс многоэтапного контроля температурного контроля шага-типа+вакуумный гашение имеет возможность получить твердость поверхности плесени по сравнению с HV1200 и все же сохранять вязкость ядра.
3. Перфинальная жизнь и эффективность производства
- Наша форма ножа для металлического литья в полной мере использует ворот и выхлопную систему с помощью моделирования конечных элементов, уменьшает влияние алюминиевой жидкости иуменьшает процесс отдельного литья на 15%Полем
- Недавние случаи клиентов подтверждают, что ежедневная продукция была поднята с 800 штук до 1200 штук при использовании форм JS, но эффективность обычных форм упала на 30% из -за частых отключений для технического обслуживания.
4. Служба, созданную из хвоста
Мы предоставляем полные параметрические решения для проектирования пресс -формы, настройка информации, такой как направление канала потока и конструкция охлаждающей трубы в соответствии со спецификациями клиентов.
5. Управление качеством службы
- Проверка первой части: 3D -сканирование и сравнение модели дизайна с толерантностью при ± 0,02 мм.
- Тест на давление: показывайте заливку высокого давления для проверки герметизации плесени.
- Прогнозирование жизни: прогноз жизненного цикла плесени на основе алгоритмов моделирования износа.
JS против других поставщиков
| Сравнение размеров | JS Tool Tools Lazing Technology Technology | Общий уровень других производителей |
| Основные материалы | Специальная высокая углеродная и высокая хромовая инструментальная сталь (патентная состава). | Общая сталь инструмента (D2/H13). |
| Процесс термообработки | Шаг нитрийки+вакуумный закал (HV1200+). | Нитрид единственного газа.(HV800-900). |
| Срок службы плесени | 120 000 одиночных залив (в среднем по отрасли 50 000). | Менее 50 000 раз. |
| Возможность настройки | Полностью параметризованная конструкция, подходящая для нерегулярной структуры. | Стандартный шаблон, который поддерживает только простой стиль. |
| Контроль качества | Прогнозирование качества четвертого уровня+прогноз моделирования износа. | Основная проверка внешнего вида. |
| Послепродажная служба | Полностью параметризованная конструкция, подходящая для нерегулярной структурыПолем | Замена может быть сделана только по гарантии. |
Краткое содержание
Металлическое литье - это метод формирования детали, заливая жидкий металл в форму. Его сущность - глубокая комбинация свойств материалов, управления процессами и координации оборудования. В компании Metal Casting Company, где вы работаете,крупномасштабное производство легких компонентов в целомПолагается на высокие технологии индустрии кастинга светового металла реактивного охлаждения. Он не только решает болевые точки легкого окисления и усадки световых металлов в традиционном литье, но также реализует одноразовое формование деталей с сложными структурами с помощью динамического управления температурой формы.

Отказ от ответственности
Контент на этой странице только для общих ссылок.JS SeriesНе дает никаких явных или подразумеваемых гарантий относительно точности, своевременности или применимости предоставленной информации. Пользователи не должны предполагать, что спецификации продукта, технические параметры, показатели производительности или качественные обязательства сторонних поставщиков полностью соответствуют контенту, отображаемому на этой платформе. Конкретная функция проектирования, материалы стандарты и требования к процессу продукта должны основываться на фактическом соглашении заказа. Рекомендуется, чтобы покупательУдивительно запросить официальную цитатуи проверить детали продукта перед транзакцией. Для дальнейшего подтверждения,Пожалуйста, свяжитесь с нашей командой по обслуживанию клиентов для профессиональной поддержки.
JS Команда
JS является ведущим поставщиком отрасли индивидуальных производственных услуг,Посвящены предоставлению клиентам высокопроизводительных и высокоэффективных универсальных производственных решений. С более чем 20 -летним опытом работы в отрасли мы успешно предоставили профессиональномуОбработка ЧПУ, Производство листового металла, 3D -печать, Инъекционное формование, металлическая штамповкаи другие услуги для более чем 5000 предприятий, охватывающих несколько областей, таких как аэрокосмическая, медицинская, автомобильная, электроника и т. Д.
У нас есть современная фабрика, сертифицированная с ISO 9001: 2015, оснащенным более 100 передовыми пятью центрами оси, чтобы гарантировать, что каждый продукт соответствует стандартам самого высокого качества. Наша сервисная сеть охватывает более 150 стран по всему миру, обеспечивая 24-часовой быстрый отклик как для мелкомасштабного процесса, так и для крупномасштабного производства, обеспечивая эффективный прогресс вашего проекта.
ВыборJS Командаозначает выбор партнеров по производству с отличным качеством, точной доставкой и достоверностью.
Для получения дополнительной информации, пожалуйста, посетите официальный веб -сайт:jsrpm.com
Часто задаваемые вопросы
1. Какую роль играют плесени в кастинге?
Die является основным инструментом литья, который определяет форму и измерение деталей.Его можно использовать повторно для достижения эффективного массового производства, что напрямую влияет на качество и стоимость готового продукта.
2. Какова роль печи в кастинге?
Эта плита используется для таяния металла.Он обеспечивает чистоту и текучесть материала посредством точного контроля температуры, который является основой точности и качества литья.
3. Какова разница между кастингом и коровой?
Отливая формы расплавленного металла в формы и подходит для сложных деталей.Форгинг образуется под твердым давлением и обладает высокими механическими свойствами. Он часто используется в несущих деталях.
4. Какое влияние оказывает дизайн Die на кастинг?
Дизайн Die определяет точность и качество поверхности отливок.Оптимизированная структура может снизить дефекты и повысить производительность и согласованность.
Ресурс

