

в области быстрого прототики, Выбор материалов, непосредственно определяет производительность, границы продукта и фриза. на других руках, на других медицинских устройств и уплотнений через гибкость и устойчивость жидкого силиконового резины.
js-инъекционная технология формования и обеспечивает индивидуальные решения для различных потребностей отрасли, из 
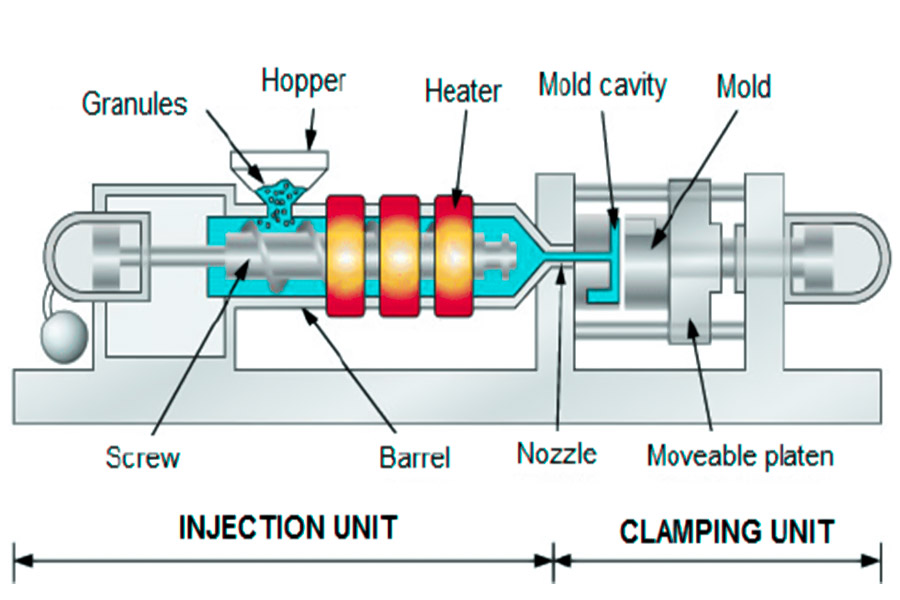
Что такое литья инъекции?
«Ядра in unicalizing» . как основная технология пластической формования, это не является только важным носителем, но и не требуется, но и не является важным носителем, но и не требуется, но и не является важным носителем, но и не требуется, но и не является важной носителем, но и не требуется, но и не является важной, но и не требуется, но не является важной, но и не требуется, но не является важной, но и не требуется, но не является важной, но и не требуется, но не является важной структурой, но и не требуется. детали или массовое производство, которое трудно достичь в традиционном производстве посредством стандартизированного процесса.
Основные этапы инъекционной формы включают в себя плавление материала, инъекционную формование с высоким давлением, охлаждение плесени и вымывание и посторонние обработки. Its technical advantage lies to adapt to high precision design and complex geometry structure, and to achieve functional integration through multi-cavity mold or plug-in Инъекционное формование. Compared with die-casting or blow molding processes, it can meet the requirements of material diversification and automation, and has significant advantages in cost control and product надежность.
Каковы виды основных типов литья инъекции?
1. Термопластичное инъекционное формование
Термопластичные полимеры нагреваются до расплавленного состояния, внедренные в формовые формирование с помощью фильм-инъекции и ускоренных продуктов и кругосветных продуктов. Its core strengths are material recyclability (recycling and плавление) и способность эффективно производить сложные геометрические структуры.
JS Компания имеет свои возможности контроля допуска ± 0,005 мм и способна эффективно создавать сложные автомобильные структуры. технология быстрого литья полностью адаптирована к повторным характеристикам плавления термопластичных материалов, что значительно снижает производственные затраты.
2. data-translateid = "62ecca43bc6433aa346ab2399be99a62" data-pos = "3" data-len = "31" Data-V-7B79C893 = ""> Термозотическое инъекционное формование Терморежные пластики подвергаются необратимым химическим реакциям и затвердевают при высокой температуре и давлении. JS имеет более 50 материалов обработки , поддерживая формирование фенолического ресурса, Epoxy Resin.
3. DATA-V-7B79C893 = ""> Жидкий силиконовый резина
жидкий силиконовый резина вводится в формовые инъекции и затем формируется низкотемпературной вулканизацией. «Основные данные». Сценарии долгосрочного использования.
JS стал основным поставщиком LSR-форма. Чистый процесс, соответствующий стандартам FDA.
4. Overmolding
Многофункциональная интеграция достигается путем налои двух или более материалов (таких как твердая пластиковая матрица+мягкое клейное покрытие) в ту же форму через пластики. For example, the non-slip layer of the handle Grip, в сочетании с основной структурой, удобна и долговечна и подходит для потребительской электроники и продуктов для инструментов.
js автоматизированная производственная линия совместима с широкой ассортиментом материалов и может эффективно завершить интегрированные продукты. «Скорости 98%». Преимущество дополнительно подчеркните практическую ценность процесса в производстве потребительской электроники.
5.
Объединение процессов впрыска литья двух или более материалов, таких как твердая пластика и мягкая резина, для функциональной интеграции с помощью множества нож. href = "https://jsrpm.com/industry/consumer-electronics"> обычно используется в сложных структурах потребительской электроники и интеллектуальных носимых устройств.
Какова разница между литьем пластиковой инъекции и формованным силиконовым инъекцией?
Там существующие различия между ними. Условия и сценарии приложений:
| Сравнение размеров | пластмассы
| Силиконовый литья |
|
| Тип материала | Термопластики (например, ABS, PE) или терморетитирующие пластмассы (например, фенольная смола). | Жидкий силиконовый резина (LSR) затвердевают с помощью силиконового резинового силиконового процесса. |
| температура процесса | расплавленные пластмассы при высоких температурах (150 ° C-300 ° C). | Вулканизация при низких температурах (от 60 ° C до 150 ° C). |
| Требования к плесени | Канал потока требует системы охлаждения с высокой температурной сопротивлением, сопротивлением давлению и точностью. | Поверхностная антиадгезионная обработка (например, покрытие PTFE), широкий канал потока, чтобы предотвратить блокировку LSR. |
| Поля приложения | Автомобильные детали, электронная оболочка, товары и другие жесткие продукты. | Гибкие сценарии спроса, такие как медицинские катетеры, уплотнения, носимые устройства и т. Д. (В зависимости от точности литья кремния). |
| после обработки | Удаление без лечения. | Дополнительная низкотемпературная вторичная вулканизация-это возможность повысить производительность. |
| Стоимость и эффективность | низкая стоимость, подходит для массового производства. | Цена за единицу материала высока, но поддерживается высокая и небольшая партия (например, допуск ± 0,005 мм). |
Пластическое инъекционное формование в основном используется для высокотемпературного пластика пластиков для формирования жестких продуктов и является основным выбором промышленного производства. Silacone Lyfone Технология формования вулканизации, в лечении, уход за детьми и другими областями, с строгими требованиями к гибкости и безопасности.
1. data-translateid="e80f4610ba5b5c9fe108b92ff387e997" data-pos="3" data-len="37" data-v-7b79c893="">Compatibility of material and mold steel 2. data-translateid="78556b6ed5a13268fb2ac70e665405f9" data-pos="3" data-len="30" data-v-7b79c893="">Optimization of pouring system 3. data-translateid="f18683f788b8f431b594930334b4d8b1" data-pos="3" data-len="33" data-v-7b79c893="">Innovative dismantling mechanisms 4. data-translateid="428f7145d4c10160e68f6f5a496525ef" data-pos="3" data-len="40" data-v-7b79c893="">Dynamic adjustment of process parameters 5. data-translateid="3d94ba477702356d760dbd2762f8b126" data-pos="3" data-len="42" data-v-7b79c893="">Simulation analysis and rapid validation Согласно технологии точного производства JS компании и требованиям литья впрыскивания микрокомпонентов, ключевое оборудование и технологии являются следующими: Как разрабатывать сложные структурные формы?
Какое оборудование требуется для литья в инъекции микрограк?
- Высокая точная модель электрического впрыска (сила блокировки ≤10 тонн).
- Multi Component Inpection Lotning Bind (поддержка вставка формования или совместная инъекция).
- Модуль управления инъекцией (точность измерения ± 0,01 г).
- Technology: ± 0,005 мм Точность обработки, подходящая для сложного производства микроходов.
2. Система разработки точности плесени
- EDM Micro разгрузочное оборудование (разрешение электрода 0,002 мм).
- Mirror polishing process (Ra ≤0.05μm).
- Thermal flow channel temperature control system (±1℃ temperature stability).
- JS technology: 95% of projects meet ultra-high precision standards, with a rich experience in mold design optimization.
3.Advanced Testing Equipment Unit
- 3D blue light scanner (measurement accuracy ±0.002mm).
- On-line optical detection system (OCR/OCV recognition rate ≥99.9%).
- Microscopic metallographic analyzer (surface roughness detection up to nanometer level).
- JS technology: A team with 20 years of engineering experience providing full process quality control.
4.Automated production systems
- Mechanical arm lifting device (positioning accuracy ±0.005mm).
- Mould labeling system (labeling tolerance ±0.01mm).
- Smart warehouse management system (20% increase in inventory turnover efficiency).
- JS technology: 98% of orders are delivered on time and provide customized automation solutions.
5.Special Material Processing Equipment
- Microfoam injection molding device (cell diameter ≤50μm).
- Nanocomposite agitation system (dispersion uniformity ≥95%).
- Medical-grade clean injection molding chamber (ISO 7 environmental control).
- JS technology: More than 50 years experience in material processing, medical/electronics field.
JS company combines micro-injection molding machines, wire cutting equipment and Moldex3D simulation system to form a full-chain technology loop from molding design to precision plastic molding. Typical manufacturing case of micro parts: precision gear injection yield of 0.5mm diameter was 99.2% and dimension tolerance was controlled to ±0.003mm, demonstrating the progressiveness of the equipment system.
How to achieve the combination of multiple material injection molding?
1.Material selection and compatibility treatment
- Material performance match: Choose materials with similar thermal expansion coefficients and shrinkage (e.g. hard ABS and flexible TPU) to avoid interface cracking caused by temperature change.
- Surface pretreatment: The adhesion between materials is enhanced by plasma treatment, chemical coating or mechanical polishing, such as nano coatings activated material surfaces when metal and plastic are bonded.
2.Mold design and manufacture
- Two-color/multi-cavity molds: Using rotary molds, slide mold or laminated mold structure to achieve precision injection molding of different materials in different regions. Two-color molds, for example, switch the gate on and off by rotating it 180 degrees and injecting two types of melt.
- Optimization of gate and flow path: Design of an independent gate system to prevent material mixing and contamination while ensuring melt flow balance (e.g. use of hot flow path technology to reduce waste of cold heads).
3.Injection molding process parameter control
- Multi component injection molding machine: Independent injection units equipment, control temperature, pressure and injection speed respectively. For example, a hard material is first injected as a skeleton, then filled with soft glue to form a buffer.
- Time-temperature coordination: Precise control of injection and retention times of different materials to ensure adequate interface fusion.
4.Interface integration technology
Mechanical interlock design: Design of a concave or inverted structure in a die to improve bonding strength through physical interlocking.
Chemical Adhesives Precoating: Special adhesives are sprayed on the surface and cured by injection molding with high temperature activation to achieve molecular level bonding (suitable for dissimilar materials).
5.Quality inspection and reprocessing
- Online monitoring system: Use visual inspection or ultrasonic scanning to verify the integrity of the interface and eliminate product layers or defects.
- Annealing and surface treatment: Removal of internal stress through heat treatment and optimization of appearance and durability (e.g. surface coating of waterproof seals) using processes such as spraying and plating.
What are the common difficulties in injection molding?
In the process of injection molding, due to the influence of material properties, process parameters and equipment accuracy, the following technical problems are often encountered:
1.Material shrinkage control
- Difficult point: Different plastics have different shrinkage rate in the cooling process, it is easy to lead to size deviation.
- JS solution: Optimize mold design with ±0.005mm precision machining technology combined with material science experience to ensure stability of finished product dimensions.
2.Warp and twist
- Difficulty: Uneven cooling or residual stress causes parts to deform.
- JS solution: Adopt advanced cooling system and process simulation technology to balance temperature field distribution and reduce internal stress.
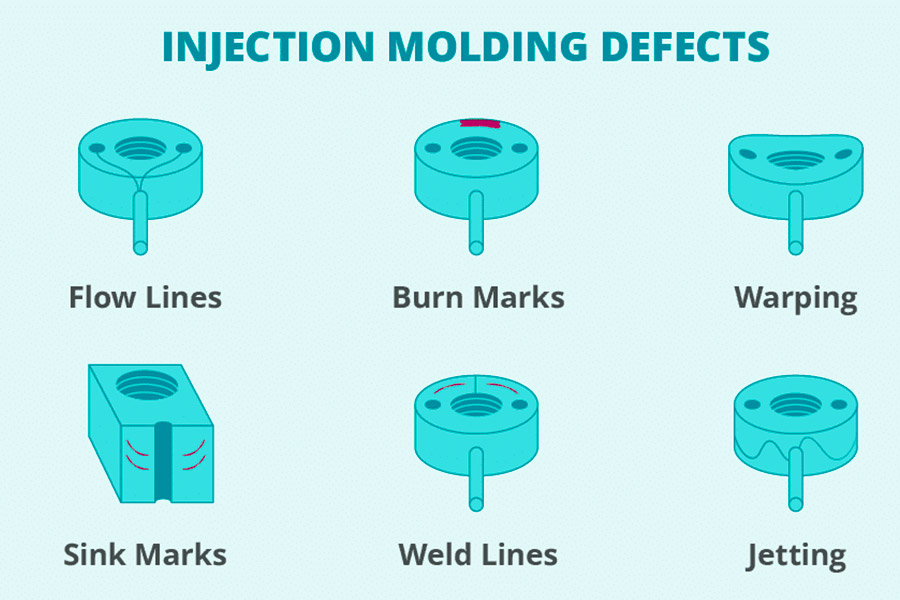
3.quality defects
- Difficulties: Welding marks, shrinkage marks, or pores affect appearance and function.
- JS solution: The surface smoothness is improved by high-precision mold polishing (Ra <0.1μm) and process parameter optimization (pressure/ velocity/temperature).
4.Multi cavity mold balance
- Difficulties: Uneven filling multi-cavity products leads to poor batch consistency.
- JS solution: CAE simulation used to analyze channel balance and customize heat flow system to ensure synchronous filling of each cavity.
5.Risk of material degradation
- Difficulties: Plastic decomposes, changes colour or weakens easily at high temperature and pressure.
- JS solution: Real-time monitoring of screw speed and back pressure with antioxidant additives to ensure stable material performance.
JS company's technological advantages
| Technical difficulties | Industry standard solutions | JS Innovative Solutions |
| Material Compatibility | Compatible with ordinary plastics only. | Supports more than 50 specialty engineering plastics (such as PEI, PPS, etc.) and provides material modification services. |
| Formation of microstructures | The minimum feature size is 0.5mm. | Mirror etching mold technology used to achieve batch production of 0.2mm fine texture. |
| Complex Embedded Assembly | Manual positioning error ≥0.1mm. | Automated embedded positioning system with accuracy ±0.02mm were used. |
| Environmental compliance | Single material recycling. | Innovative multilayer compound structure separation technology enables efficient regeneration of PET/PC and other hybrid materials. |
| Fast delivery | The standard cycle is 2-4 weeks. | Digital twin technology reduces the test run time to 7 days and responds to emergency orders within 48 hours. |
Typical Case Reference
- Automotive sensor housing: Made of PA66+GF30 material and integrated with metal inserts in mold injection molding, it achieves an IP67 protection level yield rate 99.8%.
- Medical syringe components: Resolves the problem of PP material sticking to the mold by using dust-free workshops and plasma treatment technology, in compliance with FDA biocompatibility standards.
How can JS reduce injection molding production costs by 20%?
- Process optimization: 98% of orders are delivered on time or in advance, automated production lines shorten delivery cycles by 15%, and precision processing reduces waste losses.
- Precision manufacturing: ±0.005mm accuracy reduces rework rate and CAE simulation reduces trial mold cost.
- Rapid response: 24-hour quotation+fast production, flexible scheduling, small order, avoiding redundancy costs in mass production.
- Smart Match: 50+material selection, cost reduction, custom craftsmanship, balanced quality and price.
- Expert support: Our team has 20 years of experience in optimizing design, reducing materials, monitoring the process and eliminating waste.
- Green production: Energy consumption of energy-saving equipment reduced by 15%, material recycling and reuse cost reduction, efficiency.
Actual results:
- Reduce customer costs by 20%: Through these initiatives, JS helps customers save an average of 20% of their manufacturing costs while increasing project efficiency by 25%.
- Long-term cooperative advantage: Cost advantage translates into customer stickiness, 25% increase in return rate.
Summary
Injection-molding is the core technology of modern industry. By melting and solidifying molding plastic material, the production of simple rigid member to complex elastic member is diversified. Whether it is the efficient mass production of thermoplastic or the precise flexible molding of liquid silicone, its process adaptability covers many fields such as automobile, medical treatment and electronics. With its ±0.005mm precision mold design multi-material compatible processing, and automated production line integration integration capabilities JS Company continues to push the boundaries of precision and efficiency injection molding field, providing global customers with one-stop solutions from prototype development to mass production, enabling industry transformation and upgrading for high value added and sustainable development.

Отказ от ответственности
The content of this page is for informational purposes only.JS SeriesNo representations or warranties of any kind, express or implied, are made as to the accuracy, completeness or validity of the information. It should not be inferred that the performance parameters, geometric tolerances, specific design features,material quality and type or workmanship that the third-party supplier or manufacturer will provide through the jusheng network. This is the responsibility of the buyerAsk for a quote for partsto determine the specific requirements for these parts.please Contact us Learn more information.
JS Team
JS is an industry-leading companyFocus on custom manufacturing solutions. With over 20 years of experience serving more than 5,000 customers,we focus on high precisionCNC machining,Sheet metal fabrication,3D printing,Injection molding,metal stamping,and other one-stop manufacturing services.
Our factory is equipped with more than 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it's low-volume production or mass customization, we can meet your needs with the fastest delivery within 24 hours. chooseJS TechnologyIt means choosing efficiency, quality and professionalism.
To learn more, please visit our website: jsrpm.com
FAQs
1.The influence of mold temperature on the quality of injection molded parts?
The mold temperature is too high, which leads to deformation of injection molding, and the surface roughness or internal stress concentration. Accurate adjustment to material characteristics (e.g. 50-80°C for ABS) are required to ensure size accuracy and appearance quality.
2.What are the commonly used types of injection molding machines?
Commonly used injection molding machines types are plunger type, screw type and screw pre-formed plunger type. Among them, screw plastic has become mainstream for its efficiency and energy saving and has been widely used in the mass production of plastic products.
3.What problems can high injection pressure cause?
Excessive injection pressure can lead to flash flooding (overflow), increase mold wear, and even lead to deformation or cracking of the product, as well as increased load and energy consumption of the equipment.
4.How to choose suitable injection molding materials?
Consider the the product's intended use (PC strength, TPU elasticity), processing temperature and costs such as PP's high temperature resistance, TPU's flexibility, ABS's balance performance and cost.
Resources
Acrylonitrile butadiene styrene

