

в современной производственной промышленности m является одной из основных технологий для формирования форм продукта. Как наиболее влиятельный процесс, Как ведущая в отрасли компанию, JS глубоко вовлечен в пластиковую литью в течение более 20 лет. Независимо от того, является ли оптимизация дизайна литья для снижения производственных затрат или выбора силиконовых литьевых материалов для повышения производительности продукта для удовлетворения конкретных потребностей, JS повышает модернизацию производства благодаря технологическим инновациям, чтобы помочь клиентам выделяться на конкурентном рынке.
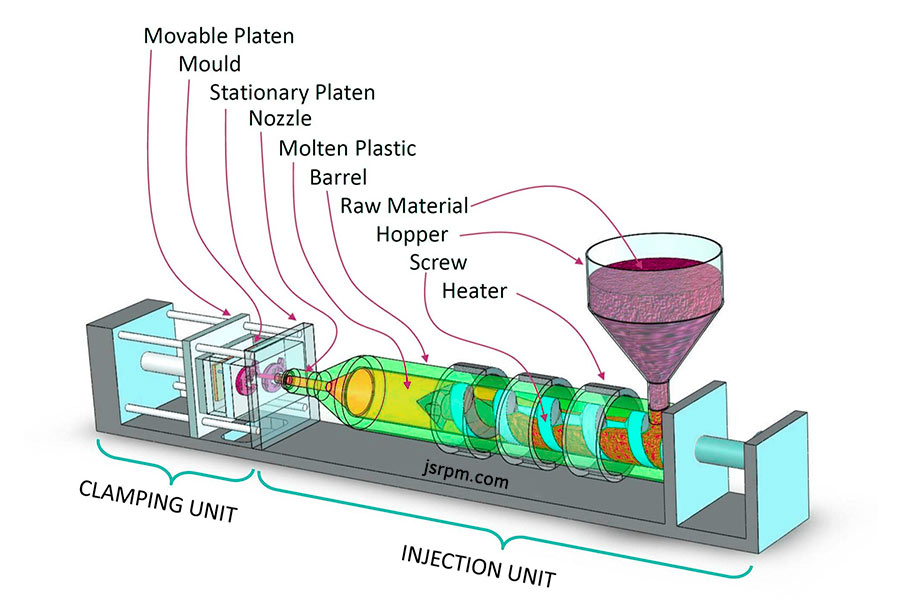
Инъекционное формование - это эффективная технология производства, при которой частицы или жидкие пластиковые/резиновые материалы нагреваются и расплавляются, впрыскивают в полость плесени под высоким давлением, охлаждаются и затвердевают в различные пластиковые формы. Широко используется в автомобильных деталях, медицинском оборудовании, потребительском электронном оборудовании и других областях. Он имеет высокую точность и большие производственные шкалы и стал основной технологией современной пластиковой обработки. 
Что такое литья инъекции?
Каковы основные преимущества литья под давлением?
1.efficective массовое производство , быстрая доставка
Технология инъекции моделирования включает инъекцию расплавленного материала в форму при высоких температурах и давлениях, что приводит к тому, что сотни тысяч до тысяч пластиковых форм один раз. особенно подходит для массового производства и значительно сокращает циклы доставки.
2. Структура точная и сложная, а затраты на рабочую силу снижаются
от точных деталей на уровне микрометра до сложных компонентов, встроенных по частям и поверхностям, Технология литья инъекции зависит от точности умирания (± 0,01 мм) для удовлетворения требований к конструкции, устраняя второстепенные обработки и сокращение управляемого вмешательства и отходов материала.
3. Выбор материала, богатый материалом для удовлетворения различных потребностей
поддерживает формование инъекций термопластов (таких как ABS, PC), терморетитирующие смолы, жидкие силиконы и различные другие материалы. Он может быть настроен с помощью специальных функций, таких как износостойкость, температурная устойчивость и биосовместимость, такие как удовлетворение потребностей высококачественных областей здравоохранение и электроника потребителей.
Каковы основные элементы конструкции литья под давлением?
Пластическая конструкция пресс-формы является ключом к успеху пластиковое формование . Необходимо учитывать структуру плесени, выбор материала и параметры процесса:
<таблица стиля = "Пограничный колл: коллапс; ширина: 96,7557%; ширина границы: 1px; пограничный цвет: #000000; Высота: 603,938PX;" border = "1">- Количество полости плесени: от 1 до большей формы, в зависимости от урожайности.
- Расстояние между каналами охлаждения: ≥15 мм (чтобы избежать теплового напряжения).
- Пластик: ПЭТ (от 0,8% до 1,2%), PA6 (от 1,0% до 1,5%).
- Ликвидность: PETG 40-60G/10 минут.
- Давление впрыска: ПЭТ 80 ~ 150 МПа, твердый ПК 100-300 МПа.
- Температура батареи: ABS 80 ~ 95 ° C, PPO 260-280 ° C.
- Время хранения давления: 0,5-3 секунды (для протяженности более толстых стен).
- Предлагаемая толщина стенки: ≥1,2 мм (тонкие стены должны быть ≥0,8 мм).
- Угол обучения: 1 ° ~ 3 ° (до 5 ° для глубоких отверстий или сложных структур).
- r≥0,5 мм (чтобы избежать концентрации стресса).
- Размерная толерантность: ± 0,1 мм (точные детали) ~ ± 0,3 мм (нормальные части).
- Поверхностный дефект: RA≤0,8 мкм (без пузырьков, заусенцев).
как делаются инъекции?
1. План дизайна: точное соответствие
Конструкция инъекционной формы должна соответствовать характеристикам чертежей продукта и пластикового материала. js инженеры Использовать программное обеспечение CAD Полный литый пластиковый дизайн, обеспечивая единственную толщину стены (1-4 мм), разумные проекты расточки (1-3
2. Выбор материала: процесс адаптации и стоимость
m Стальная сталь должна быть сформирована в соответствии с пластик в форме:
- термопластики (например, ABS, PC): P20 или SKD11, высокая температурная стойкость, высокая твердость.
- жидкий силикон: изготовлен из стали H13, он устойчив к коррозии и имеет плавную отделку, снижая риск прилипания силикона до формирования.
js продлевает срок службы смерти более чем на 30% через используемое jsr Специальная плесень.
3. Обработка и производство: высокая форма литья
- Обработка поверхности.
- js имеет 4000t-class Большое оборудование CNC Поддерживает сложные вставки и многократные формы для интегрированной обработки.
4. Сборка и отладка: функция проверки
- сборка плесени: точно вставьте ползунки и всплывающие механизмы, чтобы обеспечить синхронное движение.
- тестовая форма: i пластиковые пластмассы, Проверьте циклы формования (например, 20-60 секунды на штуку) и допустимости измерения продукта.
5 . Техническое обслуживание и обновление: продлить срок службы
- Периодическое обслуживание: очистите цепь охлаждения плесени, восстановить полированную поверхность.
- Интеллектуальная модификация: установить датчик температуры и модуль IoT для контроля состояния плесени в режиме реального времени.
- Быстрое изменение: используется в различных постановках и использует быструю вставку плесени, чтобы уменьшить время изменения плесени до менее 15 минут.
- js обеспечивает пожизненную гарантию на формы, поддержку дистанционного диагноза и быстрое обслуживание.
В литье под давлением выбор материалов непосредственно влияет на производительность, эффективность производства и стоимость продукта. Ниже приведены ключевые показатели, которые следует учитывать, а технические предложения компании JS в области пластикового литья: 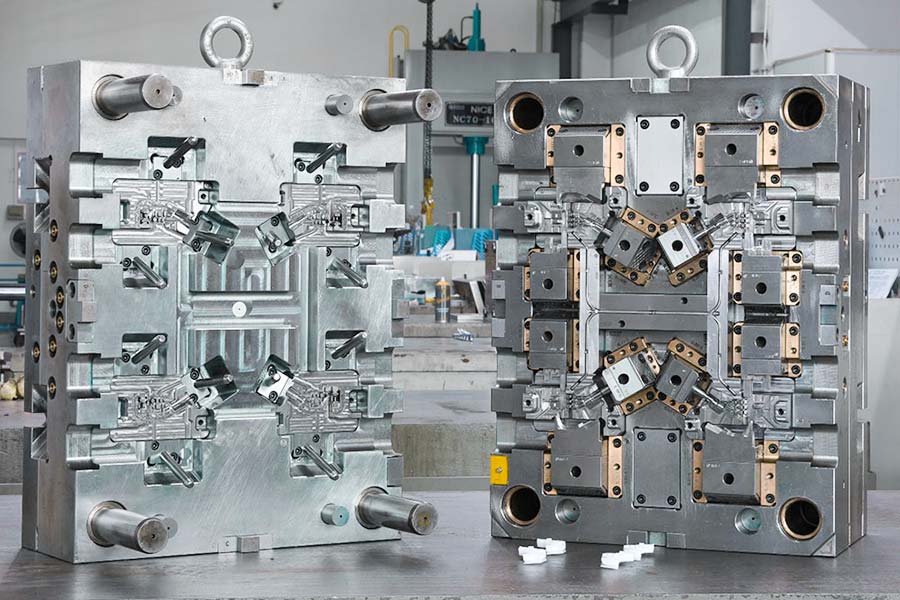 Какие ключевые индикаторы следует учитывать при выборе инъекционных литьевых материалов?
Какие ключевые индикаторы следует учитывать при выборе инъекционных литьевых материалов?
- текучесть материала определяет его эффективность инъекционное составление . ">" lightastemon (js-v-v-7b79c893 = ">" Склонны заполнять сложные структуры, но могут вызывать заусеницы, а низкие упругие материалы (такие как полиэтилен высокой плотности (HDPE)) требуют высокого давления впрыска.
- JS ensures stabilityInjection molding process optimizes material formulation and mold design, such as adding exhaust slots, and is particularly good at handling thin-walled components of low-flow materials, such as Медицинские катетеры.
2. усадка
- Усадка материала после охлаждения и отверждения напрямую влияет на точность размерных. Скорость усадки жидкого силиконового геля составляет всего 0,1-0,3%, что подходит для высокоостренного медицинского оборудования.
- JS Company компенсирует усадку через конструкцию плесени и контролирует толерантность размера продукта до ± 0,05 мм.
3. " Стабильность
Этот материал подвергается высоким температурам литья впрыска (например, 280 ° C PET). js-tem-tem-tem-tem Машина (до 400 ° C), которая поддерживает обработку высокотемпературных смол (таких как POM, ASA) и предсказывает риск термической деградации, чтобы избежать деформации или обесцвечивания.
4. Сила натяжения: инженерные пластики (такие как PCS) могут достигать 60 млн Автомобильные компоненты . Скорость растяжения жидкого силикона составляет более 300% гибкого уплотнения.
Оптимизация структурной конструкции 1. ">"> " DATA-V-7B79C893 = ""> Толщина стенки. Проектирование расчета: Анализ потока CAE для оптимизации распределения толщины стенки и избежание следов усадки и концентрации напряжений. Для сложных компонентов сгущают их с помощью реберных структур вместо твердых веществ. 
Как оптимизировать структуру продукта и эффективность производства посредством дизайна литья под давлением?
2. Demould slope and drainage design: Recommended internal and external drainage angles ≥0,5 ° . JS Precision EDM EDM-обработка может обрабатывать острые края до 0,02 мм.
3. Оптимизация системы литья. Использование системы теплового потока (компания JS поддерживает игольчатый клапан Thermal структура сопла ) используется для уменьшения остатков затвора и увеличения урожайности. внутри автомобиля может уменьшить заусенцы до 40%.
Оптимизация параметра процесса
1. ">"> ">"> ">"> ">" jynaintive Crotement: maintistive of-cury-of-cury-of-cury-of-cury-of-curyvive ofmyntevive of-curypeves Система управления с замкнутым контуром используется для управления фиксированным давлением в режиме реального времени.
2. Оптимизация системы охлаждения: в соответствии с анализом потока пресс-потока потока плесени JS, форма петли охлаждающей воды предназначена для сокращения времени охлаждения на 20-30%. ">"> ">"> ">"> ">"> ">"> "> href = "https://jsrpm.com/industry/automotive"> корпус автомобильных компонентов был уменьшен с 45 секунд до 32 секунд.
каковы ключевые области применения в инъекционном формовании JS?
1. Цель: Легкая конструкция Бампер, панель, сборка двигателя,
2. Индустрия потребительской электроники 3. В области медицины 4. промышленные и механические компоненты 1. Раствор формования в заплетении нескольких материалов 2. Точная конструкция плесени и производство 3. Прототип эрозии и производство малого и средней партии Как краеугольный процесс современного производства, литья инъекционной формования продолжает способствовать инновационному развитию в автомобильной, электронике и медицинской промышленности с ее преимуществами высокой эффективности, точности и адаптивности. Подходит для точных медицинских катетеров и легких автомобильных компонентов, от конструкции плесени до выбора материала (например, ABS, PC, PA и т. Д.) И точного контроля параметров процесса (давление, температура, время изоляции), баланс лиц для инъекции и производительность продукта и действует как основной мост между проектированием и качественным производством. js фокусируется на инновациях технологий литья под давлением, оптимизации выбора материала, структуре плесени и параметров процесса. Независимо от того, преследует ли он экстремальную эффективность, сложные структуры или зеленое производство, js предоставляет настраиваемые решения для обеспечения того, чтобы каждый пластиковый продукт обладал качеством, стоимостью и жизненной силой. Содержание этой страницы предназначено только для информационных целей. js series не имеет представления или гарантии, явных или подразумеваемых, касающихся точности, полноты или достоверности информации. Не следует сделать вывод, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные характеристики проектирования, качество материала и тип или изготовление в сети Jusheng. Покупатель несет ответственность за то, чтобы потребовать детали для определения конкретных требований этих частей. Пожалуйста, свяжитесь с нами для получения дополнительной информации . JS-ведущая отраслевая компания Основное внимание на индивидуальных производственных решениях. С опытом более 5000 клиентов, мы сосредоточимся на высоком уровне обработка CNC ,,, Производство листового металла ,,, href = "https://jsrpm.com/3d-printing"> 3D Printing ,,, Инъекционная форма ,, metalsing, и другие Streading, и другие. 1. Как выбрать литье для инъекции и обработку ЧПУ? литье под давления подходит для большого количества сложных частей. ЧПУ подходит для небольших партий, высокой точной или металлической материалов. 2. Какова разница между силиконовой инъекцией - формование и обычная пластиковая инъекция? кремний требует введения жидкости и вулканизации, чтобы сделать продукт более мягким и экологически чистым, но при более высоких затратах. Обычный пластик расплавляется и вводится непосредственно, затем естественным образом охлаждается и формируется. 3. Каковы преимущества литья инъекции? эффективность производства, крупномасштабное производство общих затрат на плесени, очень низкая стоимость единицы, высокая точность размера, плавная поверхность, широкий спектр применений, подходящие для крупномасштабного производства. Комплексная эффективность затрат превосходна и является выбором метода качества производства пластиковых продуктов. 4. Зачем вам нужно остыть во время литья под давлением? После введения расплавленного пластика в форму необходимо охладить и затвердевать, чтобы сохранить свою форму для легкого удаления. Пластмасс - это жидкости при высоких температурах, и они должны охлаждаться, чтобы сохранить свою форму в форме и избежать искажения продукта и деформации. После охлаждения пластик становится более жестким, облегчая удаление. Multi-Material Incection Lotning
какие растворы для инъекционной плесени есть?
Обзор

Отказ от ответственности
JS Team
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами, ASO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то производство небольшого объема или крупномасштабная настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбор технология JS означает выбор эффективности, качества и профессионализма.
Чтобы узнать больше, посетите наш веб -сайт: jsrpm.com FAQ
ресурсы

GloriaJS
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на обработке ЧПУ, 3D -печать, литья уретана, быстрого инструмента, литья, литья металла, листового металла и экструзии.
Ярлык:
