thell Fabrication est le processus de coupe et de pliage de plaques métalliques en parties structurelles précises . Il est largement utilisé dans les industries de l'automobile et de l'électronique. tôle de flexion Performances de réglage et précision d'assemblage. De la production de masse, à partir de la production de masse, href = "https://jsrpm.com/about-us"> Capacité des fabricants de tôles Pour intégrer la ductilité des feuilles métalliques dans un produit final léger et haute résistance est devenu la technologie clé de l'industrie moderne.
Quelles sont les méthodes de clé pour la fabrication de métaux?
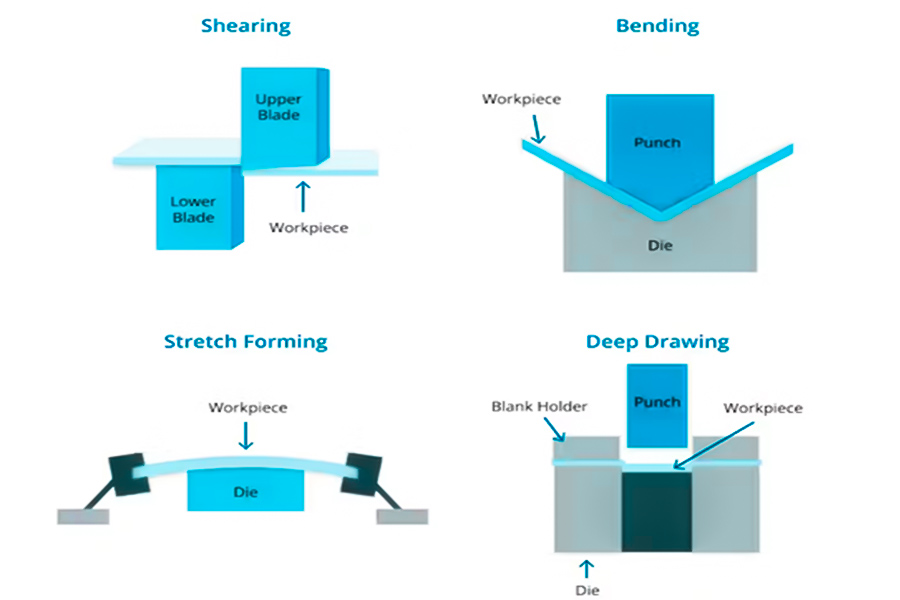
1.CUTting
Les techniques communes pour traiter et supprimer les pièces de tôlerie incluent:
Le risque de déformation nécessite un équipement spécialisé.
Soudage
Fixation mécanique.
La scène doit être démontée.
réversible, mais moins intense.
adhésif
CONNEXION CHIMIQUE.
scellant ou décoration.
Pas de déformation thermique, mais une mauvaise résistance à la température.
Le cœur du traitement de la tôle réside dans la sélection flexible de coupe, de flexion, d'estampage et d'autres méthodes, combinées avec des caractéristiques de processus et des exigences de production, pour atteindre des pièces efficaces et précises.
Quels sont les types de processus grand public pour Aluminium S Heet Metal est-il?
pliage en V-shaped : Ajustement pour la plaque électrique des plaques à angle droit égal, Radius de remplissage de moisissures ≥1.5 Plaque de détention électrique des radats de remplissage de moisissures, Radius de remplissage de moisissure aper 1.5 Plaque de temps électrique ≥ Cimes Plaque à moments égaux, Radius de remplissage de moisissure ≥1.5 Plaque de temps électrique, Radius de remplissage de moisissure ≥1.5 Plaque de moments électroniques à égalité, Radius de remplissage de moisissure, Radius de remplissage de moisissures aper 1.5 Plaque de moments électroniques Equal Angle Structure épaisseur.
Rouliement: roulement continu des pièces cylindriques / coniques (par exemple le support de poteau lampe) avec un rayon de flexion minimum de R = 2t.
Core technique: La machine de flexion servo est équipée d'un système de rétroaction de pression en temps réel par simulation CAE.
Case: Nouveau pack de batteries de véhicules d'énergie, erreur d'uniformité de l'épaisseur de paroi ≤ 0,1 mm.
Exigences de l'équipement: Surveillance en temps réel des fluctuations de pression (précision ± 0,5 MPa) pour prévenir la surtenture des plaques d'aluminium.
Process Selection Comparison Table
Type de processus
Avantages de base
adaptabilité en aluminium
Applications typiques
b lanking
Qualité transversale élevée, adaptée à la plaque mince.
Points principaux du processus d'estampage de l'aluminium FEUILLE:
Material adaptation: According to product requirements can be selected 1 series (pure aluminum), 5 series (rust proof), 6 series (high résistance) en aluminium feuille .
Contrôle du rebond: La déformation élastique des matériaux en aluminium est compensée par une conception de compensation de moisissure (comme l'augmentation de l'angle de prébend).
anodisé (dureté hv ≥150) ou traitement de la passivation pour améliorer la résistance à la corrosion.
Le processus de soudage est adapté à GalVanisé S Heet Metal ?
Selon la capacité technique de la précision JS et les caractéristiques de Galvanied Sheet recommandé:
1. Soudage MIG Pulse
Roue de zinc sur une acier galvanisé Metal est volatile, et le soudage MIG traditionnel peut facilement produire des stomata. Pulse MIG reduces heat input and interference of Évaporation du zinc vers le pool de fonte en contrôlant la forme d'onde de courant tout en maintenant la résistance du soudage.
JS adopte un équipement MIG avancé, prend en charge le mode impulsion, adopte des fils de soudage professionnels (contenant la résistance en silicium et en aluminium).
JS Adopte le système de soudage laser à haute précision, qui peut gérer la géométrie complexe, combiner avec une technologie de temps réelle pour bien faire de la qualité de bien-être, Feight avec une technologie de temps réelle pour bien faire de la qualité, Faire de la qualité de temps réel pour bien faire de la qualité, pour combiner des temps réels pour bien faire de la qualité de bien-être, FEMBER avec une technologie de temps réelle pour bien faire de la qualité de la qualité, avec une conscience réelle avec la qualité de bienfaisance, la qualité de bienfaisance, BEQUIPEL Exigence de tolérance stricte de ± 0,005 mm
3. soudage au point de résistance
Convient pour l'acier galvanisé mince Metal (par exemple 0,5-3 mm), le métal fond in situ à travers l'action instantanée de la pression et du courant des électrodes, et la couche de zinc est couchée sous pression pour former une connexion fiable.
Prétraitement et post-traitement: fournit un nettoyage de surface (par exemple, le suppression de zinc chimique) et Services de revêtement post-rivaliers Pour Galvanised Steel Metal pour améliorer la résistance à la corrosion et prolonger la durée de vie des composants.
Diversification des matériaux: plus de 50 matériaux métalliques, y compris Galvanized Steel metal href = "https://jsrpm.com/contact-us"> Personnalisation du prototype à la production de masse.
Environmental process: Reduce zinc vapor emissions using low-pollution welding technology and exhaust gas recovery systems, in line with the 20% reduction target set by Js.
L'influence du moule de flexion sur la précision d'usinage de la tôle de pliage se reflète principalement dans les aspects suivants:
1. conception de moule filet rayon
Précision de l'angle d'impact: Si le rayon du filet de moule est trop petit, il produira des fissures dans la plaque au niveau du pli. " Si le Radius est trop grand, l'angle de données de 799C893 = "> Si le Radius est trop grand, l'angle de données de 799C893 ="> Si le Radius est trop grand, l'angle de données de 79893 = ">" Peut changer (par exemple, l'angle de flexion réel d'un moule de 90 ° peut devenir 88 ° -89 °).
Compensation de rebond: Le moule doit concevoir un angle pré-pèle
Clearance excessive: entraîne un biais de glissement de la plaque, résultant en une déviation d'angle de flexion (erreur jusqu'à ± 1 ° -2 °).
3. Rougosité de la surface du moule
Moule de haute précision: Surface Ruginess RA ≤ 0,8 μm , peut réduire les rayures de la plaque et améliorer la douceur de la surface.
Rough: Lorsque RA> 1,6 μm, il est facile de provoquer le respect des débris métalliques.
4. Matériaux de moule et traitement thermique
La dureté de moule: CR12Mov Mold Steel (HRC58-62) a une durée de vie de service plus de trois fois celle de l'acier normal 45 # et n'est pas facilement déformé après une utilisation longue.
Défauts de traitement thermique: l'inhomogénéité de l'extinction de la moisissure accélérera l'usure locale et affectera la cohérence de flexion.
5. Usure et maintenance des moisissures
Seuil d'usure: lorsque la lame de moule porte plus de 0,1 mm, la stabilité de l'angle de flexion diminue significativement (par exemple, de ± 0,5 ° à ± 2 °).
Cycle de maintenance: il est recommandé que la taille du moule soit vérifiée tous les 5 000 cycles de traitement et réparez ou remplacés en temps opportun.
6. correspondance de l'épaisseur du moule et de l'épaisseur de la plaque
moule à plaque mince (≤ 1 mm): des inserts d'alliage sont nécessaires pour empêcher la rupture du moule en raison d'une force de poinçonnage excessive.
moule à plaque épais ≥ 3 mm: il est nécessaire d'ajouter une conception de joint au bas du moule pour disperser la pression et éviter la superposition de la plaque.
Comment choisir l'épaisseur du matériau des parties de tôle?
1. Data-TranslateID = "10F5DE219F47B7B7FD45023E4A91413E" Data-Pos = "3" Data-Len = "51" DATA-V-7B79C893 = ""> Scénarios d'application et les exigences de charge
charges statiques (telles que crochets and shells ): la résistance à la phrase de la tôle Data-TranslateID = "0f0BAF392E87A3456CD9AC6629EEF66F" Data-Pos = "146" Data-Len = "83" DATA-V-7B79C893 = ""> Sélectionnez l'épaisseur minimale qui peut avec la charge attendue.
châssis voiture ): la résistance à la fatigue doit être calculée, généralement à 20% pour 30% de plus que la charge statique.
Par exemple, si le boîtier électrique est soumis à une charge concentrée de 50 kg, selon le graphique de la jauge, SPC Steel 1,5 mm d'épaisseur répond aux exigences de résistance à la flexion.
2. Data-TranslateID = "2F41F26451A0A7B28FBA46CE207CD592" Data-Pos = "3" Data-Len = "54" DATA-V-7B79C893 = ""> Plage d'épaisseur correspondant du processus de fabrication
Type de processus
applicable Gauge gamme
Limitations de processus
Cutting laser
0,1 mm-20 mm
La vitesse de coupe de la plaque épaisse est réduite et le risque de déformation thermique est excellent.
flexion
0,5 mm-6 mm
L'angle du V-Mold doit être ajusté à l'épaisseur (par exemple en utilisant le V-Mold de 80 ° pour faire une plaque de 6 mm).
Emploie profonde
0,6 mm-3mm
Le taux d'allongement des matériaux doit être ≥20% (comme l'alliage d'aluminium 5052).
Le graphique de la jauge en tôle indiquera la plage d'épaisseur recommandée pour différents processus, tels que 0,8 mm-3mm pour en aluminium sheet métal (1060) flexion.
Plaques épaisses (≥4 mm): les coûts des matériaux et la difficulté de traitement sont élevés et nécessitent une sélection optimale via un graphique de jauge (par exemple, remplacement des plaques de 4 mm avec des plaques de 3 mm et des renforts).
4. Considérez l'impact de la technologie de connectivité
Soudage: lorsque la différence d'épaisseur de plaque est supérieure à 30%, STEP de soudage ou un traitement Groove est requis (E.G. crosswing entre 2mm et 1.5mm ou 1.5mm de goove plaques).
Riveting: L'épaisseur totale de la plaque ≤3 fois le diamètre rivé (par exemple, M5 Riveting pour les plaques d'aluminium ≤ 1,5 mm d'épaisseur).
1. Précision de production et contrôle de la qualité
JS utilise l'équipement de découpe laser importé avec la précision de ± 0,005mm, Far Excateing Industry (Fabricateurs Tewards est la tôle de la feuille de métal. ± 0,02 mm), en particulier pour l'électronique de précision (comme les dissipateurs de chaleur du téléphone portable) et des composants aérospatiaux , et résout le problème de déformation de l'acier et d'aluminium à haute résistance et d'aluminium.
Éléments de comparaison
Fabrication de tôles JS
Autres fabricants de tôles
Précision de coupe
± 0,005 mm (coupe laser)
± 0,02 mm-0,05 mm (machine d'estampage CNC traditionnelle)
Précision de compensation de rebond
compensation de l'algorithme AI, erreur ± 0,01 mm.
Les Burrs étaient évidents et avaient besoin de polissage.
2. vitesse de livraison et de productivité
JS Les commandes standardisées peuvent être délivrées dans un délai de 1 à 2 semaines et les commandes urgentes peuvent être renvoyées dans les 24 heures, avec une réduction de 30% des temps d'attente. multip processus (Couture + bending) est atteint de manière synchrone, augmentant l'efficacité globale de 30% -50%.
80-85% (selon l'approvisionnement à spécification fixe).
Contrôle des coûts
Le recyclage des matériaux excédentaires peut réduire les coûts de 15%.
Les déchets de matériaux sont répandus et l'optimisation systématique fait défaut.
4. Data-TranslateID = "D76D342052657F340E00750EEBCEBCEF" Data-Pos = "3" Data-Len = "46" Data-V-7B79C893 = ""> Innovation technologique et modernisation de processus
JS introduces artificial intelligence vision correction system and self-bending devices to support complex surface shaping and provide integrated solutions.
English documents rely on third-party translation.
Delivery times
International orders take 4 to 6 weeks.
Subcontracting causes delays to third parties.
Summary
In the field of industrial manufacturing, sheet metal fabrication has become an indispensable technical pillar in modern industrial system due to its diverse process and extensive application scénarios. Sheet metal processing involves cutting, sheet metal bend, stamping, welding and other core processes, sheet metal sheets into a functional and aesthetic combination of structural components. Whatever the material, the perfect balance can be achieved through process optimization and material selection.
The content of this page is for informational purposes only.JS SeriesNo representations or warranties of any kind, express or implied, are made as to the accuracy, completeness or validity of the information. It should not be inferred that the performance parameters, geometric tolerances, specific design features,material quality and type or workmanship that the third-party supplier or manufacturer will provide through the jusheng network. This is the responsibility of the buyerAsk for a quote for partsto determine the specific requirements for these parts.please Contact us Learn more information.
JS Team
JS is an industry-leading companyFocus on custom manufacturing solutions. With over 20 years of experience serving more than 5,000 customers,we focus on high precisionCNC machining,Sheet metal fabrication,3D printing,Injection molding,metal stamping,and other one-stop manufacturing services. Our factory is equipped with more than 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it's low-volume production or mass customization, we can meet your needs with the fastest delivery within 24 hours. chooseJS TechnologyIt means choosing efficiency, quality and professionalism. To learn more, please visit our website:jsrpm.com
FAQs
1.What is the general accuracy of sheet metal processing?
Laser cutting up to ±0.005mm, CNC bending up to ±0.02mm, traditional stamping up to ±0.1mm. High-end equipment combined with AI algorithms can break through micron level accuracy and meet high-demand scenarios such as precision electronics and aerospace.
2.What's the difference between laser cutting and traditional stamping?
High precision Laser cutting (±0.02mm), no mold required, suitable for irregular holes. Punching depends on die, low cost, suitable for large-scale wire cutting.
3.Why does the automotive industry heavily use sheet metal fabrication?
With its lightweight, high strength and high efficiency, the automobile industry relies on sheet metal processing to quickly form complex components such as bodywork and chassis, while taking into account cost control and large-scale production needs.
4.Why is sheet metal fabrication considered green manufacturing?
Sheet metal processing reduces pollution and waste by increasing material utilization (waste), low energy consumption and environmental protection mesures. Realize resource recycling and cleaner production in conjunction with ISO 14001 certification.
Expert en prototypage rapide et fabrication rapide
Spécialiser dans l'usinage CNC, l'impression 3D, la coulée d'uréthane, l'outillage rapide, le moulage par injection, la coulée de métal, la tôle et l'extrusion.