

dans la fabrication moderne, Fabrication de tôles En tant que technologie de base et clé, largement appliquée dans la fabrication automobile, aérospatiale, créant du décoration, Fabrication d'équipement de précision Et d'autres champs. Par Cutting , Stamping , weding , flexion Et ainsi de suite, la plaque métallique d'origine est formée en élément de forme complexe, dont l'efficacité et la flexibilité en font le lien central de la production industrielle.
dans de nombreux matériaux métalliques, tôle en aluminium avec son poids léger, sa résistance élevée, sa résistance à la corrosion et d'autres caractéristiques, en particulier par Nouveaux véhicules énergétiques , Produits électroniques . D'un autre côté, la tôle galvanisée est devenue les matériaux préférés pour les matériaux de construction, les appareils électroménagers et les installations extérieures en raison de leur revêtement de surface résistant à la rouille. Qu'il s'agisse de poursuivre une conception innovante de poids léger ou Scénarios industriels qui nécessitent une durabilité à long terme, les avantages technologiques et de performance de ces deux matériaux stimulent la mise à niveau et le développement de la fabrication.
Qu'est-ce que la fabrication de tôles?
La fabrication de tôles est le processus de fabrication de la transformation de la tôle en des pièces en forme de complexe industriel par coupe, flexion, soudage, traitement de surface et autres processus. Parmi eux, sheet métal bend comme une de ses technologies principales, à travers des moules ou CNC équipement Pour obtenir une forme d'angle précise, donnez la structure de produit rigide et mode. Précision et efficacité de Bend Sheet Metal Affectez directement la compatibilité de l'assemblage et la durée de vie des composants. La fabrication de tôles continue de stimuler l'innovation dans la fabrication avec sa haute flexibilité et ses avantages à faible coût. En optimisant la fabrication de tôles, JS Company peut Fournir aux entreprises des solutions innovantes pour la production de masse à faible coût de composants structurels complexes, qu'ils soient personnalisés ou produits en masse.
. 
Quels sont les processus principaux de la fabrication de tôles?
1. Design and mapping: According to customer requirements, use CAD software to complete 3D modeling and layout design, ensure the feasibility of the structure and machining précision, pour fournir une prise en charge des données précise pour le traitement ultérieur.
2. Sélection et coupe des matériaux: Choisissez des feuilles de métal de haute qualité (telles que l'acier inoxydable, les plaques en aluminium, etc.), à travers laser Technologie d'estampage Pour obtenir une coupe de haute précision, réduire les déchets de matériaux et améliorer l'efficacité.
3. Fense de tôles: La flexion de précision est effectuée à l'aide de Machines de contrôle numérique pour contrôler (comme Amada ou Amada ORS ou a fourni un équipement de contrôle de la fin de la fin de la fin de la fin Précision en ajustant l'angle de moule et la pression pour répondre aux exigences de formation des structures complexes.
4. Soudage et rivetage: Arc Arc Souding, Co₂ Protection Soudage ou Resistance Spot est effectué sur des sections de flexion en conjonction avec JSAUD Technologie Pour assurer la résistance à la soudure et la qualité de l'apparence, le rivetage est utilisé lorsque nécessaire pour connecter et améliorer la stabilité structurelle.
5. Traitement de surface: La société fournit un dynamitage de sable, un placage, une oxydation anodique, un revêtement en poudre et un autre divers processus de surface, Résistance et propriétés esthétiques des produits, pour répondre aux exigences d'utilisation de différentes industries telles que l'automobile, l'équipement de communication.
6. Quality inspection and assembly: Carry out Dimensional tolerance inspection using equipment such as coordinating measuring instrument and contouring instrument to ensure conformity to drawing standards, and finally complete assembly and commissioning and provide certification documents for delivery of finished product livraison.
Comment former une tôle de flexion?
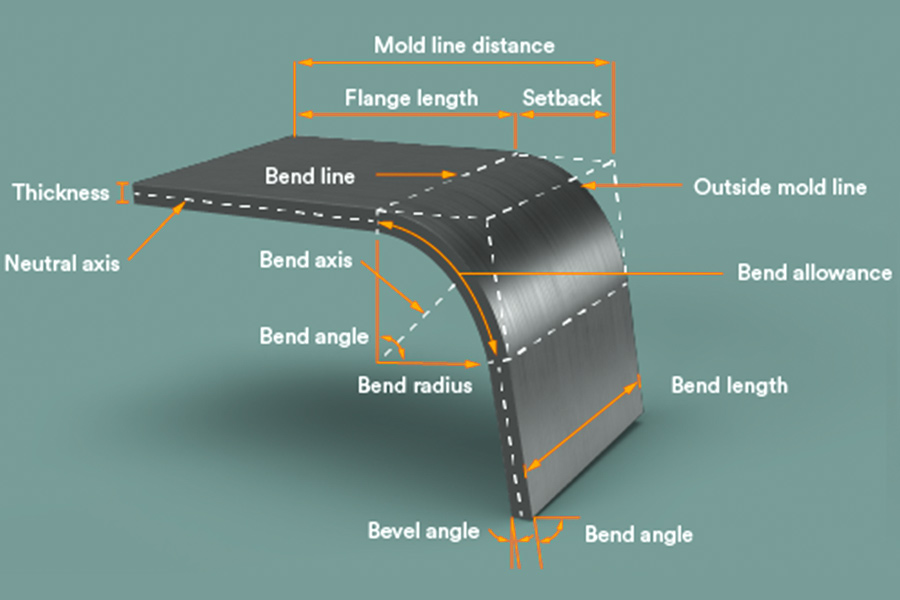
La formation de plaques métalliques est un processus compliqué, qui implique de nombreux liens tels que le traitement des matériaux, la formation mécanique et le contrôle de précision , parmi lesquels Fending en tôle est un lien clé dans le complexe. Les plaques métalliques de processus de base de la matière première aux produits finis sont les suivantes:
1.
- Type de plaque: tôle en aluminium, tôle galvanisée, acier inoxydable ou matériau composite peut être sélectionné en fonction de vos besoins.
- Pre treatment process: Chemical cleaning (e.g. acid washing) or mechanical polishing to ensure that the surface is free of oxide layer (especially aluminum plates, which should avoid corrosion).
- Traitement de revêtement: les plaques en acier galvanisées doivent être phosphorisées pour améliorer l'adhésion du revêtement.
- JS Company utilise une base de données de matériaux pour correspondre à la tôle optimale, telle 6061-T6 Panneaux de plaques en aluminium au lieu de l'acier dans des projets à lumière automatique, 30% pour cent lorsque les exigences de résistance sont satisfaites.
2. Coupe et formant
- Coupe au laser: Convient pour les plaques minces (0,1-3mm) avec une petite zone de chaleur et des bords lisses (tels que electronic shell ).
- Découpe à jet d'eau: coupe irrégulière de ≥5 mm d'épaisseur ou sans terrasse (par exemple, les boîtes d'équipement de stockage d'énergie). (
- Stamping: estampage à grande échelle de formes simples (telles que packs de couverture de batterie ) par le biais de Die est effectif mais coûteux.
- JS is equipped with a German fast laser cutter with a precision ±0.05mm and can be seamlessly docked with Processus de flexion suivants .
3. Fending de tôles - - Le cœur de la formation structurelle
- Équipement et processus: la machine de flexion amada japonaise est utilisée pour prendre en charge le coup de couplage multi-axes avec une précision angulaire ± 0,05 °.
- Algorithme de compensation de flexion dynamique: le logiciel simule le rebond du matériau (tel que le taux de rebond de la plaque d'aluminium d'environ 0,5% -1,5%), ajustez automatiquement les paramètres de moule pour assurer la précision du moulage.
Clé THANDICATIONS TECHNIQUES:
- Les plaques minces sont sujettes à la déformation: JS Company utilise un pré-pression + le processus de flexion du rayon flexion.
- Contrôle de rebond de plaque épais: Dispositifs de correction hydraulique pour les plaques d'acier supérieures à 5 mm, 70% de réduction du rebond.
4. soudage et assemblage
Processus de soudage:
- MIG Soudage: utilisé pour le chevauchement de la plaque en aluminium (tels que les nouveaux plateaux de batterie d'énergie) par soudage de polarité inverse d'impulsion pour réduire la porosité.
- Soudage laser: dans des situations avec des exigences d'étanchéité élevées, telles que Tanks hydrauliques , The Weld Depeth peut atteindre 80% de la simulation de la sidérologie , le soudure de soud plaque.
- Connexions rivalisées et boulonnées: les rivets en aluminium sont préférés dans les cas légers pour éviter les zones d'impact thermique.
- Bondage structurel: alternative à certains soudages dans le champ Aviation pour améliorer la durée de vie de la fatigue.
- js a réalisé un fonctionnement continu de soudage complexe via robots de soudage automatisés ,
5. traitement de surface et inspection de qualité
Traitement de surface:
- Anodisation: la formation d'un film d'oxyde dense (10-20 μm d'épaisseur) à la surface d'une plaque d'aluminium augmente la résistance à la corrosion à cinq fois.
- Coat à poudre: Fournit un schéma de couleurs personnalisé pour les plaques d'acier galvanisées (comme les congés d'appliance) de grade ≥7 adhesion.
Processus d'inspection de la qualité:
- Inspection dimensionnelle: Vérifiez les dimensions de la clé (par exemple l'angle de flexion et la position du trou) en utilisant Cmm.
- Test mécanique: test de traction, test de flexion pour garantir la force répond aux normes (par exemple, la résistance à la traction de la plaque en aluminium ≥310MPA).
ow to souder tôle d'aluminium dans la fabrication de tôles?
Une attention particulière doit être accordée aux datares et aux propertes chimiques de < href = "https://jsrpm.com/welding"> tôle en aluminium soudé. Voici les détails du processus et ce qu'il faut rechercher:
1. Préparation avant le soudage
Sélection et correspondance des matériaux:
- utiliser des plaques en aluminium de qualité industrielle avec pureté ≥99,5% (par exemple 1060, 6061, 5052 alliages, etc.).
- Les fils de soudage doivent être compatibles avec les substrats, et les modèles couramment utilisés sont:
ER5356 (type universel, magnésium 5%, adapté à MIG / MAG / TIG).
ER5087 (silicium faible, magnésium élevé, adapté à la soudage à grande vitesse des plaques minces).
Traitement de surface:
- Nettoyage mécanique: Utilisez un pinceau ou du papier de verre en acier inoxydable pour éliminer le film d'oxyde (al₂o₃) et exposer le brillant métallique
- Nettoyage chimique: trempez la solution d'acétone + NaOH (50g / L NaOH + 50G / L Nano₃ + Eau restante) pour 5-10 minustes, Rinse and Dry.
- Attention: éviter le lavage d'acide (qui peut provoquer une embrittlement de l'hydrogène).
Fixtures et positionnement:
- Utilisez un cuivre ou des luminaires en graphite (pour éviter la déformation due à une conductivité thermique rapide).
- La déformation provoquée par l'entrée de chaleur peut être réduite par une fixation rigide ou Soudure de saut segmentaire .
2. Méthodes et paramètres de soudage traditionnels
Mig / Mag Welding (Metal Inert Gas Welding) est adapté à des plaques moyennes épaisses moyennes (1.2-6 mm).
Configuration de l'équipement:
- DC Reverse Connection (DCEP), Tension ARC 18-22V, courant 150-300A.
- Gas protecteur: AR (pureté 99,99%) ou AR + HE Mélange (hélium 5-15% pour améliorer la stabilité de l'arc).
- Diamètre de fil: 1.2-2.4 mm (courant correspondant 150-300a).
- Mécanisme d'alimentation du fil de type Thrust utilisé pour empêcher le fil de soudage en aluminium de déraper.
Paramètres de l'équipement:
- Connexion positive de courant direct (DCRP), tension d'arc 10-15v, courant 50-150a.
- Le débit d'argon est de 15-25L / min et le diamètre de l'électrode en tungstène est de 2,4-4 mm (ajusté pour l'épaisseur de la plaque). .
Compétences opérationnelles:
- L'allumage à arc à haute fréquence ou à impulsion est utilisé pour réduire la pollution de l'électrode en tungstène.
- La vitesse de soudage est contrôlée à 8-15m / min et la bande en forme de croissant est utilisée.
laser welding convient aux plats ultra-minces (0,1-3mm) ou à LAP MULLIAEUR Or Multilayer LAP Soudage.
- Power 5-20KW, vitesse de balayage 5-50 mm / s, surface de la pièce focale 2-5mm.
- gaz protecteur: gaz ar (vitesse 30-50L / min).
- Ratio Forces: Longueur / largeur (jusqu'à 10: 1), adapté aux formes complexes de soudage.
- Current de soudage 2000-5000a, pression d'électrode 50-200n, heure actuelle 0,1-1 Seec.
- Les plaques en aluminium nécessitent un placage de cuivre (revêtement CRNI) pour améliorer la conductivité et empêcher l'adhésion de l'électrode.
3. Contrôle de processus critique
Mesures anti-oxydation:
- Protection d'alimentation en temps réel (longueur de queue ≥1,5 Longueur de soudure de pli).
- Couvrir la zone soudée avec une couverture d'isolation (telle que le tissu en fibre de céramique) pour réduire la perte de chaleur.
Gestion des entrées thermiques:
- Les plaques épaisses (supérieures à 4mm) sont soudées en plusieurs couches avec une réduction de 20% à 30 pour cent dans la couche actuelle.
- La contrainte thermique est dispersée par soudure de saut (espacée 30-50 mm).
Correction de diffatation:
4. Traitement post-soudage
- Utilisez une brosse en acier inoxydable pour éliminer doucement les scories de surface pour éviter d'endommager le substrat.
- Pour des occasions plus exigeantes, le décapage et le polissage acides peuvent être utilisés.
Inspection de la qualité:
- inspection visuelle de l'uniformité des soudures, non crack et porosité.
- test radiographique (RT) ou tests ultrasoniques pour les défauts internes.
5. Solutions aux questions fréquemment posées
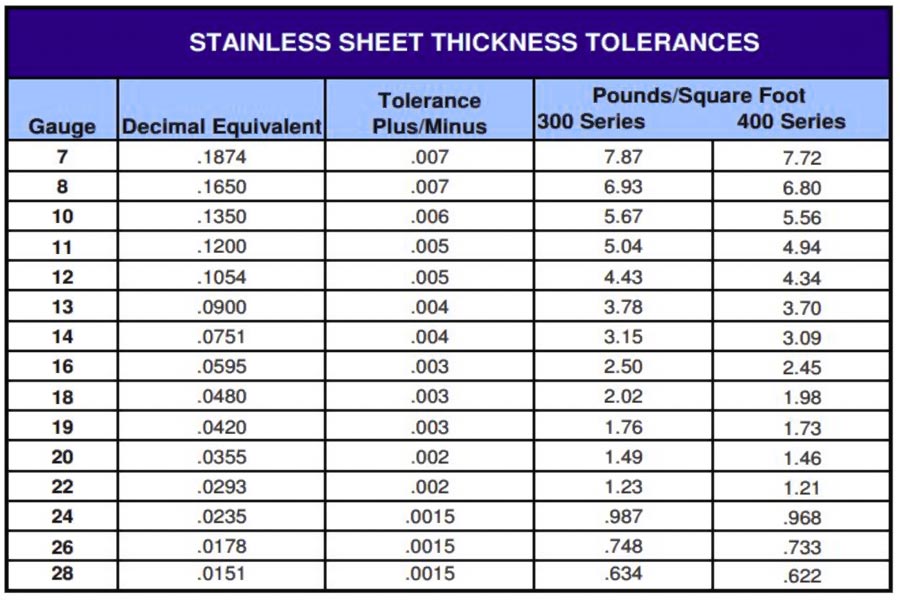
 Comment équilibrer la force et le coût à travers un graphique de jauge en tôle?
Comment équilibrer la force et le coût à travers un graphique de jauge en tôle?
Dans la fabrication de tôles, La clé pour équilibrer la force et le coût par le graphique de la jauge en tôle est la sélection scientifique et l'optimisation du processus:
1. Comprendre la relation entre l'épaisseur de la feuille et les performances
- calibre 16 → ≈ 1,588 mm (haute résistance, adaptée aux structures de charge).
- 22 calibre → ≈ 0,711 mm (léger, adapté aux coquilles de chargement).
- JS Technologie de l'entreprise: L'épaisseur doit être sélectionnée en fonction du type de matériau (par exemple en acier inoxydable 304/316, aluminium 6061).
pour le bende (<0,5 mm) sont sujets à la fissuration et doivent être compensés par la préparation ou ajustement du rayon de flexion .
2. Stratégie d'optimisation des coûts
- Conception précise de l'épaisseur du matériau: La distribution de charge est calculée par la méthode par éléments finis pour éliminer l'épaisseur redondante. par exemple
Machine à laver pour une entreprise d'appareils ménage Data-Len = "115" DATA-V-7B79C893 = ""> Réduction de l'épaisseur à 1,0 mm et passez à la réduction du coût en acier à froid Réduction des coûts de 25%. - Applications de matériaux alternatifs: Alloy d'aluminium (par exemple 6063) est utilisé à la place de l'acier inoxydable pour les composants non chargés de la charge anodisant à 30%, une réduction des coûts à 20%, et une résistance à la résistance à la surface améliorée par un processus anodisant.
3.strafle et stratégie d'équilibrage des coûts
- Conception d'armature structurelle: ajouter la structure de levage locale à la plaque mince de 1,0 mm, augmenter la rigidité de flexion de plus de 3 fois et réduire la redondance du matériau.
- Application de structure composite: les structures composites légères sont obtenues par Soudage multi-plaque / riveter pour réduire le poids total tout en maintenant la force.
- Optimisation des paramètres de flexion: l'application pratique montre que lorsque le rayon de flexion est supérieur ou égal à l'épaisseur de la plaque, le rebond et le risque de fissuration de la plaque peuvent être réduits de manière significative. Prendre une plaque en aluminium de 2 mm à titre d'exemple, l'utilisation de la moisissure R2MM peut garantir la qualité des bords du moule et réduire l'usure des outils.
 Quels facteurs doivent être pris en compte lors du choix des fabricants de tôles appropriés?
Quels facteurs doivent être pris en compte lors du choix des fabricants de tôles appropriés?
1.Technical and Process Capacities: a nécessité des techniques de traitement CNC flexion, soudage, traitement de surface, etc.) et répondre aux exigences de précision et de complexité.
3. Certification de qualité et normes: Confirmation de l'ISO, de la certification IATF et de la conformité des normes de l'industrie (par exemple, les normes spéciales dans l'automotive et l'aviation FIELDS).
7.Environmental protection and safety compliance: Priority should be given to production enterprises that are waste recycling, comply with emission standards and comply with safe Normes de production.
8. Industry Reputation and Case Studies: Référence Évaluations des clients et réussites pour vérifier les capacités de livraison et la stabilité technique.
Quand Choisir des fabricants de tôles , Une évaluation complète de sa capacité technique, du contrôle de la qualité, de l'expérience de l'industrie et de la rentabilité est nécessaire. En tant qu'équipement de services de traitement de la tôle de sexe de l'industrie Advanced Equipment, le concept de fabrication de processus d'optimisation des processus numériques Green Manufacturing, JS Company fournit des services de traitement de la tôle et de la tôle galvanisés de haute précision à plus de 2000 clients dans le monde.
Résumé
La fabrication de tôles, en tant que noyau de fabrication industrielle moderne, a toujours été une force importante pour l'innovation des produits et la mise à niveau industrielle. Traitement de flexion de la tôle de précision à Système de coupe laser intelligent , des plaques d'aluminium légères.
Dans le traitement des tôles, non seulement l'optimisation ultime des propriétés des matériaux, mais également l'équilibre parfait du contrôle des coûts et de la production à grande échelle. avec Pénétration de l'intelligence Les technologies, les technologies émergentes telles que la découpe laser, la flexion automatique et l'impression 3D remodèlent l'écosystème de l'industrie, poussant des pièces de tôle dans une direction plus légère, plus forte et plus intelligente.

Avertissement
Le contenu de cette page est uniquement à des fins d'information. JS Série Aucune représentation ou garantie de toute nature, expresse ou implicite, ne sont faites de l'exactitude, de l'exhaustivité ou de la validité de l'information. Il ne faut pas déduire que les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité du matériau et le type ou le travail que le fournisseur ou le fabricant tiers fournira via le réseau Jusheng. Ceci est la responsabilité de l'acheteur Demandez un devis pour les pièces pour déterminer les exigences spécifiques pour ces parties.
JS Team
JS est une entreprise de tête de l'industrie Focus sur des solutions de fabrication personnalisées. Avec plus de 20 ans d'expérience en desservant plus de 5 000 clients, nous nous concentrons sur la haute précision CNC Machining , Fabrication en tôle , 3D Printing , Moulage d'injection , metal starming, et autrement One-stop services.
Notre usine est équipée de plus de 100 centres d'usinage à 5 axes de pointe et est certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à faible volume ou de personnalisation de masse, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisissez JS Technology Cela signifie choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, veuillez visiter notre site Web: jsrpm.com
faqs
1.Par de fabrication de tôles de fabrication de pièces avec des structures complexes?
En utilisant la coupe laser et la technologie de flexion CNC pour fabriquer des pièces structurelles complexes, sa capacité de coupe à haute précision et sa capacité de flexion multi-angles peut être combinée avec la technologie de soudage pour atteindre la géométrie complexe de petit écart à grande taille.
2. Les planches plus épaisses seront plus fortes?
L'augmentation de l'épaisseur de la plaque peut améliorer la résistance à la compression et à la flexion de la plaque, mais la plaque est trop épaisse (comme> 10 mm) et nécessite un traitement spécial (par exemple, la formation à chaud ou la presse hydraulique) en raison de sa rigidité, ce qui rend difficile de se plier et de se fissurer.
3. est l'alliage en aluminium adapté à la coulée ou à la tôle
Les deux sont acceptables.
Ressources
Soudage de résistance électrique
| Question | analyse de cause | Mesures de solution |
| Surface de soudure noirci | Élimination incomplète du film oxydant ou une protection inadéquate du gaz. | pré-polonais jusqu'à coloré vif, augmentant le flux de gaz. |
| porosité de soudure | une teneur élevée en hydrogène ou un arc excessif dans le matériau. | Réduction de la longueur de l'arc à l'aide du fil de soudure à faible hydrogène. |
| Déformation excessive de soudage | Trop de chaleur ou pas assez de rigidité des luminaires. | Réduisez le courant / vitesse et basculez en soudage en coupe. |
| Force de joint insuffisante | Le matériau de soudage ne correspond pas au matériau matriciel. | Sélection de fil spécial tel que ER5356 selon Standard. |