

現代の製造業界 m は、製品の形状を形作るためのコアテクノロジーの1つです。最も影響力のあるプロセスとして、業界をリードする企業として、JSは20年以上にわたってプラスチック製の成形に深く関わっています。生産コストを削減するための成形設計を最適化するか、特定のニーズを満たすための製品パフォーマンスを改善するためのシリコン成形材料を選択するかどうかにかかわらず、JSは競争力のある市場で顧客を際立たせるために技術革新を支援するために製造アップグレードを促進します。
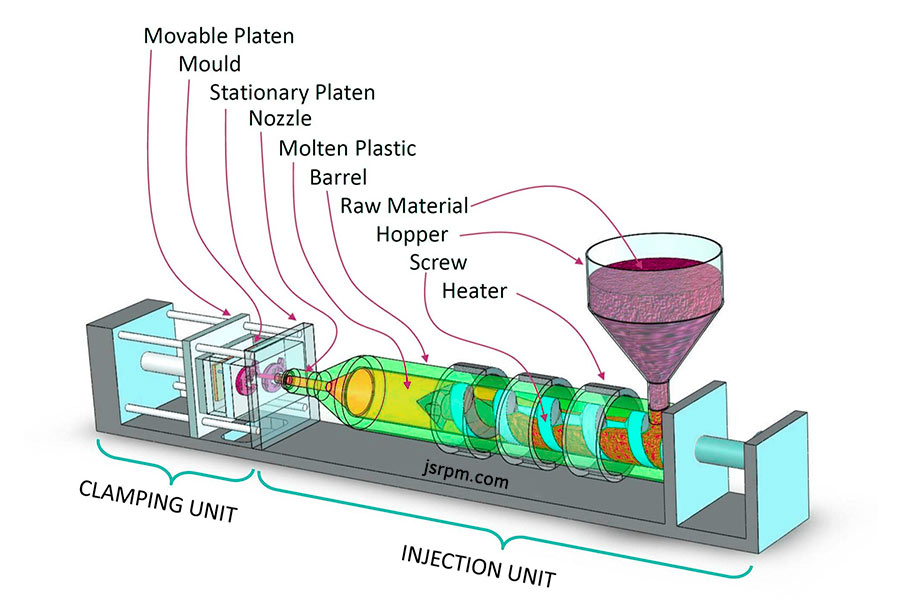
射出成形は、粒子または液体プラスチック/ゴム材料を加熱および溶かし、高圧下でカビに注入し、冷却してさまざまなプラスチック型に固化する効果的な製造技術です。自動車部品、医療機器、消費者の電子機器、その他の分野で広く使用されています。高精度と大規模な生産尺度を持ち、最新のプラスチック処理のコアテクノロジーになりました。 
射出成形とは?
射出成形の中心的な利点は何ですか?
1. Exective 大量生産、速い配信
モデリング噴射技術には、高温と圧力で溶融物質をカビに注入することが含まれ、その結果、数十万から数千のプラスチック型が一度もなります。 大量生産に特に適しており、送達サイクルを大幅に短縮します。
2。構造は正確で複雑であり、人件費は削減されます
マイクロメーターレベルの精度部品から部品と表面に埋め込まれた複雑なコンポーネントまで、成形噴射技術は、設計要件を満たすためにDIE精度(±0.01mm)に依存し、二次治療を排除し、手数料と材料廃棄物を再現します。
3。さまざまなニーズを満たすための材料が豊富な材料の選択
熱可塑性植物(ABS、PCなど)、熱硬化樹脂、液体シリコーン、その他のさまざまな材料の注入の成形をサポートします。ハイエンドエリアのニーズを満たすなど、耐摩耗性、温度抵抗、生体適合性などの特別な機能によってカスタマイズできます Health Care and Consumer Electronics。
射出成形設計のコア要素は何ですか?
プラスチックカビのデザインは成功の鍵ですプラスチックモールディング。カビ構造、材料の選択、プロセスパラメーターを考慮する必要があります:
<テーブルスタイル= "境界線 - 崩壊:崩壊;幅:96.7557%;境界線幅:1px;境界線:#000000;高さ:603.938px;" border = "1">- 金型キャビティの数:収穫量に応じて、より多くのカビまで。
- 冷却チャネル間の距離:≥15mm(熱応力を避けるため)。
- <! - [if!supportlists] - >プラスチック:PET(0.8%から1.2%)、PA6(1.0%から1.5%)。
- 流動性:PETG 40-60g/10分。
- 注入圧力:PET 80〜150MPA、ハードPC 100-300MPA。
- バッテリー温度:ABS 80〜95°C、PPO 260-280°C。
- 圧力保持時間:0.5〜3秒(厚い壁を伸ばすため)
- 提案された壁の厚さ:≥1.2mm(薄い壁のブロックは≥0.8mmでなければなりません)
- トレーニング角度:1°〜3°(深い穴または複雑な構造の場合は最大5°)。
- r≥0.5mm(ストレス集中を避けるため)。
- 寸法耐性:±0.1mm(精密部分)〜±0.3mm(通常の部分)。
- 表面欠陥:RA≤0.8μm(泡なし、バリ)。
注入はどのように行われますか?
1。設計計画:正確な一致
射出型の設計は、製品の図面とプラスチック材料の特性に適合する必要があります。 jsエンジニア cadソフトウェアを使用完全な成形プラスチックデザイン、均一な壁の厚さ(1-4mm)、合理的なドラフト角(1-3 <スパンスタイル= helvetica; ">°)、およびシュリンクマーキングを減らすためのゲートの位置を最適化します。たとえば、JSの焦点は、0.02mmの薄い壁設計を持つ液体シリコーンの特性にあります
2。材料の選択:適応プロセスとコスト
m 古い鋼は金型のプラスチックに従って形成する必要があります:
- 熱塑性(ABS、PCなど):P20またはSKD11スチール、高温抵抗、高硬度。
- 液体シリコン:h13鋼で作られているため、腐食耐性で滑らかな仕上げがあり、シリコンがカビに固執するリスクを減らします。
大まかな処理:メインの輪郭は数値制御を介して完成します。preciseマシン:±0.005mm。
- 表面処理:透明なプラスチック型の場合は、ポリッシュを<0.05μmに<0.05μmにしてバリを除去します。
- js には4000tクラス大型CNC機器が複雑なインサートとマルチキャビティカビをサポートしています。
4。アセンブリとデバッグ:検証関数
- 金型アセンブリ:スライダーとポップアップメカニズムを正確に挿入して、同期運動を確認します。
- テスト金型: i プラスチックプラスチック、モールディングサイクル(たとえば、1ピースあたり20-60秒)および製品の寸法局所を検証します。
問題補正:テスト型の結果に応じて排気タンクまたは冷却水路を調整し、ワーピングとバブルの欠陥を最適化します。
5 。メンテナンスとアップグレード:サービス寿命を拡張
- 定期的なメンテナンス:金型冷却水回路を清掃、 磨かれた表面を修復します。
- インテリジェント変更:温度センサーとIoTモジュールをインストールして、金型の状態をリアルタイムで監視します。
- 急速な変化:はさまざまなプロダクションで使用され、迅速なカビ挿入設計を使用して金型の変更時間を15分未満に減らします。
- js は、金型の生涯保証を提供し、リモート診断と迅速なメンテナンスをサポートします。
射出成形では、材料の選択が製品の性能、生産効率、コストに直接影響します。以下は、考慮すべき重要な指標と、プラスチック成形の分野でのJS会社の技術的実践の提案です: 1。 材料の流動性はその効率を決定します注入型。
class =" date-translateid = " data-pos = "0" data-len = "3" data-v-7b79c893 = ""> 2。  射出成形材料の選択において、どの重要な指標を考慮する必要がありますか?
射出成形材料の選択において、どの重要な指標を考慮する必要がありますか?
data-pos = "0" data-len = "3" data-v-7b79c893 = ""> 3。 安定性
この材料は、高い射出成形温度(PETの280°C)にさらされます。 高温樹脂の処理(POM、ASAなど)の処理をサポートし、反りや変色を避けるための熱分解のリスクを予測する成形機(最大400°C)。
4。 MECACIALプロパティ
- 張力強度:エンジニアリングプラスチック(PCなど)は60MPA
- Shockability: Strengthen the TPU material with glass fibers (e.g. PA66 + GF30) to increase its resistance to 50% to make it suitable for fragile items such as Mobileボックス。
5。 " ">レジリエンス
- 低コスト材料:高品質生産のためのABSおよびPS。
- 環境材料:(ラカル酸およびPCRリサイクル材料は、カーボン排出量を30%以上削減できます。 data-pos = "134" data-len = "118" data-v-7b79c893 = "" "> jsは、リサイクル可能な材料を使用して射出成形を促進し、顧客が炭素中立の目標を達成するのに役立ちます

射出成形設計を通じて製品構造と生産効率を最適化する方法
構造設計最適化
1。 壁の厚さの均一性設計:壁の厚さ分布を最適化し、収縮マークとストレス集中を回避するためのCAEフロー分析。 複雑な成分については、固体の代わりにリブ構造で厚くします。
3。鋳造システムの最適化:ヒートフローシステムの使用(JS会社はニードルバルブサーマルをサポートします 車内の内部は、バリを最大40%減らすことができます。
プロセスパラメーター最適化
1。
2。 冷却システムの最適化:JS Companyのカビの流れのカビの流れの分析によれば、冷却水ループの形式は、冷却時間を20%〜30%短縮するように設計されています。 自動車コンポーネントハウジングは45秒から32秒に減少しました。
js射出成形の重要なアプリケーション領域は何ですか?
- 目的:軽量設計バンパー、パネル、エンジンアセンブリ、など。
- JSケース:New Energy Vehicle Companyのカスタマイズされたバッテリーカバーは、ドアレイアウトを最適化することでEBBレートを8%から1.2%に減らし、年間100万ドル以上を節約します。
2。家電産業
- 目的:電話ボックス、ヘッドフォン、スマートウォッチボックスなどの正確な構造コンポーネント。
- js ケース:7日間の配達、ウルトラシンの電話ボックス型(厚さ0.3mmのみ)、 tpu dual dulor indiming molfering、98%Pass、98%Pass。
3。医療分野で
- 目的:シリンジバレ、注入チューブアクセサリー、心臓ステント、医療カテーテル、その他の高衛生成分。
- js ケース:生分解性の医療縫合アンカーは、PLAおよびTPUのデュアル材料射出成形を備えた多国籍医療機器会社向けに開発されており、製品サイズの耐性は±0.2mmです。
- 目的:ギア、ベアリング、海、その他の耐摩耗性および高温コンポーネント。
- js ケース:金属部品の代わりに非常に硬いギアのPOM材料射出成形は、コストを30%削減します。
JSにはどのような射出型溶液がありますか?
1。複数の材料射出成形溶液
2。正確な金型の設計と製造
- 高精度の機械加工:金型加工精度は±0.005mmであり、0.1mmの薄い壁での射出成形をサポートします(例えば、精密機器の住宅)。
- 冷却水ループは次のとおりです。3D印刷された水ループは複雑な空洞を覆い、冷却効率を30%増加させ、0.5%未満のねじれ変形速度に達します。
- 自動射出成形:は、正確な±0.02mmで全体的な視覚的位置決めシステムに埋め込むことができます。
3。侵食プロトタイプと中小バッチの生産
- 3D印刷テスト金型:樹脂プロトタイプは72時間以内に配信され、カスタム製品の検証が高速化されます。 li>
- 迅速なプロトタイピングシステム: 15分でモデリング、小規模で多様な注文に適しています。
- 柔軟な製造ユニット:射出成形、テスト、パッケージング、小規模および中規模の注文を完了するための7営業日でのパッケージング。
概要
現代の製造の礎石として、射出成形は、高効率、精度、適応性の利点を備えた、自動車、電子機器、医療産業の革新的な開発を促進し続けています。金型の設計から材料の選択(ABS、PC、PAなど)、プロセスパラメーターの正確な制御(圧力、温度、断熱時間)、射出成形品の生産効率と製品のパフォーマンスのバランスをとる、デザインと品質生産のコアブリッジのバランスをとる。
js は、射出成形技術の革新、材料の選択、カビ構造、プロセスパラメーターの最適化に焦点を当てています。極端な効率、複雑な構造、または緑の製造を追求しているかどうか、 JS は、各プラスチック製品に品質、価値、活力を確保するためのカスタマイズ可能なソリューションを提供します。

免責事項
このページの内容は、情報目的のみを目的としています。 jsシリーズは、情報の正確性、完全性、または妥当性に関して、明示的または黙示的な表明または保証がありません。サードパーティのサプライヤーまたはメーカーが、ジュシェンネットワークを介してパフォーマンスパラメーター、幾何学的許容範囲、特定の設計特性、材料品質と種類または仕上がりを提供することを推測すべきではありません。これらの部品の特定の要件を決定するために、パーツの引用を要求するのは買い手の責任です。 詳細については、お問い合わせ。
JSチーム
jsは、カスタム製造ソリューションに焦点を当てた業界をリードする会社です。 5,000人以上の顧客の経験により、私たちは高精度 cnc Machining ,,
Our factory is equipped with more than 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified.世界中の150か国以上の顧客に、高速で効率的で高品質の製造ソリューションを提供しています。 Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choosing JS technology means choosing efficiency, quality and professionalism.
To learn more, please visit our website: jsrpm.com
FAQ
1.How to choose injection molding and CNC processing?
Injection molding is suitable for a large number of complex parts. CNC is suitable for small batches, high precision or metal materials.
2.What is the difference between silicone injection - Molding and ordinary plastic injection molding?
Silicon requires liquid injection and vulcanization to make the product softer and more environmentally friendly, but at a higher cost. Regular plastic is melted and injected directly, then naturally cooled and molded.
3.What are the advantages of injection molding?
Production efficiency, large-scale production of shared mold costs, very low unit cost, high dimensional accuracy, smooth surface, a wide range of applications, suitable for large-scale production. The comprehensive cost efficiency is excellent and is the choice of the quality production method for plastic products.
4.Why do you need to cool during injection molding?
After injecting molten plastic into the mold, it needs to be cooled and solidified to maintain its shape for easy removal. Plastics are liquids at high temperatures and must be cooled to retain their shape in the mold and avoid product distortion and warping. After cooling, the plastic becomes more rigid, making it easier to remove.
リソース
Multi-material injection molding

