

nel campo della prototipi rapidi, La scelta del materiale che determina direttamente la performance del prodotto e la fattibilità del prodotto della fattibilità del prodotto della fattibilità del prodotto della fattibilità del prodotto della fattibilità del prodotto di fattibilità della fattibilità della fattibilità della fattibilità del prodotto della fattibilità del prodotto della fattibilità della fattibilità del prodotto di fattibilità della fattibilità del prodotto di formazione e della fattibilità della fattibilità della fattibilità del prodotto di modalità di modalità. Injection-molding, as a core technology, molding meaning not Dà solo una certa forma ai materiali attraverso gli stampi, ma soddisfa anche le esigenze di diverse industrie attraverso l'adattabilità dei materiali. Plastic molding relies on the plasticity of Materiali termoplastici come nylon e ABS ed sono ampiamente utilizzati nello sviluppo del prototipo di componenti automobilistici e elettronica di consumo.
js tecnologia di stampaggio a iniezione e fornisce soluzioni di materiale personalizzata per le diverse esigenze di plastica, da Whether it is functional verification of complex structural Componenti o test di affidabilità della produzione su piccola scala, JS assume sempre la scienza dei materiali come core e promuove lo sviluppo di una prototipazione rapida nella direzione di alta efficienza e specializzazione.
Che cos'è lo stampaggio iniezione?
; Data-translateId = "CF5358B1FB54D933723C3909188892579" Data-Pos = "0" Data-Len = "203" Data-V-7B79C893 = ""> Lo modellatura iniezione è un iniezione e la modanatura inietta solidificato. Come la tecnologia mainstream di stampaggio mainstream, non è solo un importante trasporto di modellatura, ma anche la struttura di prevecitura, ma anche la modella, ma anche la struttura del modatura, ma anche la struttura del modaggio, ma anche la struttura del modaggio, ma anche la struttura del modaggio, ma anche la struttura del moda di prevedi Parti o produzione di massa che è difficile da raggiungere nella produzione tradizionale attraverso un processo standardizzato. ; Data-translateID = "7870755b2507cf9d2ba10373cf2ed08b" data-pos = "659" data-len = "149" dati-V-7b79c893 = ""> Le fasi chiave dello stampaggio a iniezione includono il fusione del materiale, la modanatura a iniezione ad alta pressione, il raffreddamento a stampo e la cura e il trattamento post-rimovito. Il suo vantaggio tecnico si adatta alla progettazione ad alta precisione e alla struttura a geometria complessa e per raggiungere la funzionalità di funzionalità e per raggiungere la funzionalità di funzionalità MULTI-CAVIE stampaggio a iniezione.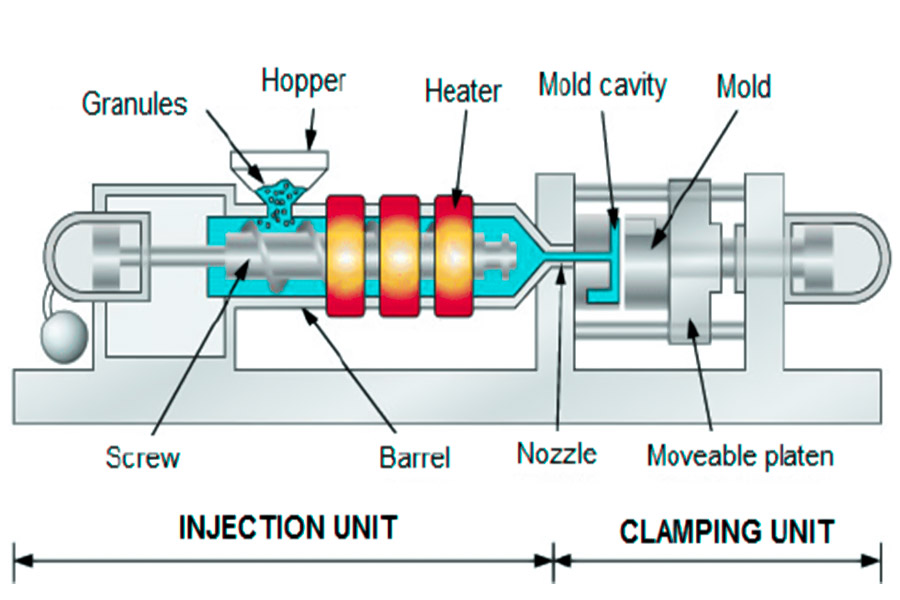
> Quali sono i tipi di base di stampaggio iniezione?
1. Mormatura a iniezione termoplastica
span class = "frase" data-translateiid = "bb5b36d56de8bee088353fA4828db6ed" da data-translateid = "BB5B36D56DE8BEE088353fA4828dB6ed" Data-TranslateIid = "BB5B36D56DE8BEE088353FA4828D-PODE". data-len="179" data-v-7b79c893="">Thermoplastic polymers are heated to a molten state, injected into precision molding cavities by molding injection and cooled to form final products. JS La società ha la sua capacità di controllo della tolleranza di ± 0,005 mm ed è in grado di produrre in modo efficiente strutture automobilistiche complesse. tecnologia di modanatura rapida sono completamente adattati alle ripetute caratteristiche di fusione dei materiali termoplastici, riducendo notevolmente i costi di produzione.
2. Span Data-V-7B79C893 = ""> Termoseting Injecting
Le materie plastiche di termosettico subiscono reazioni chimiche irreversibili e si solidifica a temperatura elevata e pressione. Unlike thermoplastic plastics, once Formato, i termoplastici non possono essere di nuovo sciolti.
JS ha più di 50 esperienze di elaborazione dei materiali , supportando la formazione di Phenolic Resin, EPOXY. >>>>> hittimizzazioni elaborate per elaborazioni elautizzazioni di elaborazione elautica " stabilità del materiale solidificato.
3. Gusta silicone liquida
La gomma siliconica liquida viene iniettata negli stampi e quindi modellata dalla vulcanizzazione a bassa temperatura.
JS è diventato un fornitore di base di lsr stamping per la catena medica e le guarni ± 0,005 mm e un processo pulito conforme agli standard FDA.
4. OverMolding
L'integrazione multifunzionale si ottiene stratificando due o più materiali (come la matrice di plastica dura+rivestimento adesivo morbido) nello stesso stampo attraverso lo stampo. For example, the non-slip layer of the handle Grip, combinato con la struttura principale, è comodo e resistente e adatto per l'elettronica di consumo e i prodotti per gli strumenti.
JS's Automated Production Line scudi.
fril> 5. Multi Multi Component Injection Moding
combinando i processi di iniezione di stampaggio di due o più materiali, come la plastica dura e la gomma morbida, per l'integrazione funzionale attraverso più doghe o modanature a iniezione stacked, è comunemente usato in strutture complesse di elettronica di consumo e dispositivi indossabili intelligenti.
Qual è la differenza tra lo stampaggio iniezione di plastica e lo stampaggio a iniezione in silicone?
; Condizioni di processo e scenari di applicazione:| Confrontando le dimensioni | modanatura di materie plastiche | modanatura silicone |
| Tipo di materiale | termoplastici (ad es. ABS, PE) o materie plastiche termosettiche (ad es. Resina fenolica). | La gomma siliconica liquida (LSR) viene solidificata dal processo di stampaggio in silicone in gomma silicone. |
| Temperatura di processo | plastica fusa ad alte temperature (150 ° C-300 ° C). | vulcanizzazione a basse temperature (da 60 ° C a 150 ° C). |
| Requisiti dello stampo | Il canale di flusso richiede un sistema di sistema di raffreddamento con resistenza alla temperatura elevata, resistenza alla pressione e precisione. | trattamento anti-adesione di superficie (come rivestimento PTFE), canale a flusso largo per prevenire il blocco LSR. |
| campi di applicazione | parti automobilistiche, guscio elettronico, merci e altri prodotti rigidi. | scenari di domanda flessibile come cateteri medici, foche, dispositivi indossabili, ecc. (A seconda dell'accuratezza dello stampaggio del silicio). |
| post elaborazione | Rimozione senza trattamento. | La vulcanizzazione secondaria a bassa temperatura opzionale è un'opzione per migliorare le prestazioni. |
| costo ed efficienza | a basso costo, adatto alla produzione di massa. | Il prezzo unitario del materiale è elevato, ma è supportata la personalizzazione ad alta precisione e batch di piccole dimensioni (ad esempio ± 0,005 mm di tolleranza). |
Lo stampaggio iniezione di plastica è principalmente usato per la fusione ad alta temperatura della plastica per formare prodotti rigidi ed è la scelta principale della produzione industriale. Come progettare stampi strutturali complessi?
1. 2. Span Style = "Font-size: 17px;"> Span Data-V-7B79C893 = ""> 3. 4. Span Data-V-7B79C893 = ""> 5. Analisi della simulazione e validazione rapida
span class = "frase" data-translateid = "e834acA4d1e4561ac3cd0009fe53a1" da data-ottico = "0" Data-Len = "170" Data-V-7B79C893 = ""> Secondo la tecnologia di produzione di precisione della società JS e i requisiti di stampaggio di iniezione di microcomponenti, le attrezzature chiave e le tecnologie richieste sono le seguenti
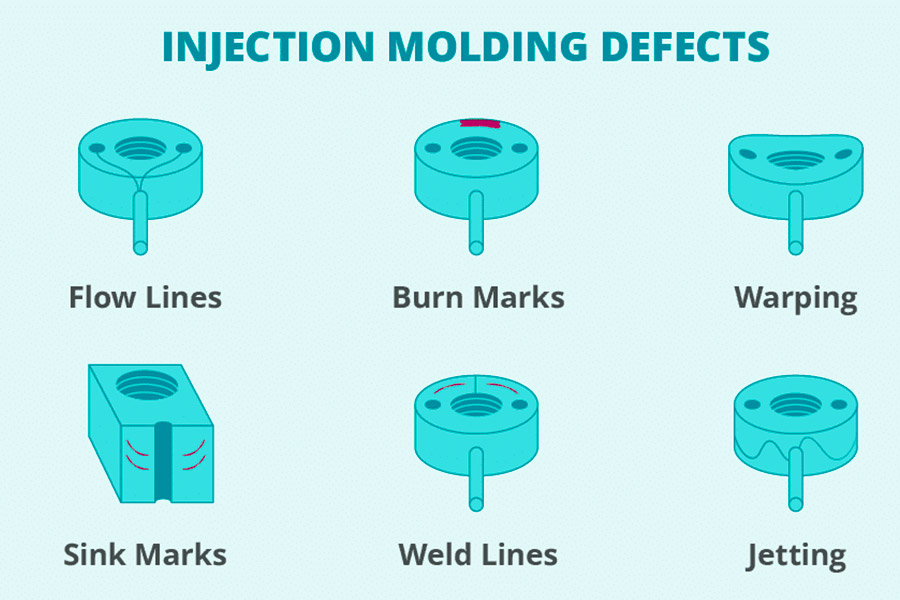
1.i 2. 3.Advanced Testing Equipment Unit 4.Automated production systems 5.Special Material Processing Equipment JS company combines micro-injection molding machines, wire cutting equipment and Moldex3D simulation system to form a full-chain technology loop from molding design to precision plastic molding. Typical manufacturing case of micro parts: precision gear injection yield of 0.5mm diameter was 99.2% and dimension tolerance was controlled to ±0.003mm, demonstrating the progressiveness of the equipment system. 1.Material selection and compatibility treatment 2.Mold design and manufacture 3.Injection molding process parameter control 4.Interface integration technology Mechanical interlock design: Design of a concave or inverted structure in a die to improve bonding strength through physical interlocking. Chemical Adhesives Precoating: Special adhesives are sprayed on the surface and cured by injection molding with high temperature activation to achieve molecular level bonding (suitable for dissimilar materials). 5.Quality inspection and reprocessing In the process of injection molding, due to the influence of material properties, process parameters and equipment accuracy, the following technical problems are often encountered: 1.Material shrinkage control 2.Warp and twist 3.quality defects 4.Multi cavity mold balance 5.Risk of material degradation JS company's technological advantages Typical Case Reference Actual results: Injection-molding is the core technology of modern industry. By melting and solidifying molding plastic material, the production of simple rigid member to complex elastic member is diversified. Whether it is the efficient mass production of thermoplastic or the precise flexible molding of liquid silicone, its process adaptability covers many fields such as automobile, medical treatment and electronics. With its ±0.005mm precision mold design multi-material compatible processing, and automated production line integration integration capabilities JS Company continues to push the boundaries of precision and efficiency injection molding field, providing global customers with one-stop solutions from prototype development to mass production, enabling industry transformation and upgrading for high value added and sustainable development. The content of this page is for informational purposes only.JS SeriesNo representations or warranties of any kind, express or implied, are made as to the accuracy, completeness or validity of the information. It should not be inferred that the performance parameters, geometric tolerances, specific design features,material quality and type or workmanship that the third-party supplier or manufacturer will provide through the jusheng network. This is the responsibility of the buyerAsk for a quote for partsto determine the specific requirements for these parts.please Contact us Learn more information. JS is an industry-leading companyFocus on custom manufacturing solutions. With over 20 years of experience serving more than 5,000 customers,we focus on high precisionCNC machining,Sheet metal fabrication,3D printing,Injection molding,metal stamping,and other one-stop manufacturing services. 1.The influence of mold temperature on the quality of injection molded parts? The mold temperature is too high, which leads to deformation of injection molding, and the surface roughness or internal stress concentration. Accurate adjustment to material characteristics (e.g. 50-80°C for ABS) are required to ensure size accuracy and appearance quality. 2.What are the commonly used types of injection molding machines? Commonly used injection molding machines types are plunger type, screw type and screw pre-formed plunger type. Among them, screw plastic has become mainstream for its efficiency and energy saving and has been widely used in the mass production of plastic products. 3.What problems can high injection pressure cause? Excessive injection pressure can lead to flash flooding (overflow), increase mold wear, and even lead to deformation or cracking of the product, as well as increased load and energy consumption of the equipment. 4.How to choose suitable injection molding materials? Consider the the product's intended use (PC strength, TPU elasticity), processing temperature and costs such as PP's high temperature resistance, TPU's flexibility, ABS's balance performance and cost. Acrylonitrile butadiene styrene
Qual è l'attrezzatura richiesta per lo stampaggio di iniezione di micro parte?
How to achieve the combination of multiple material injection molding?
What are the common difficulties in injection molding?
Technical difficulties
Industry standard solutions
JS Innovative Solutions
Material Compatibility
Compatible with ordinary plastics only.
Supports more than 50 specialty engineering plastics (such as PEI, PPS, etc.) and provides material modification services.
Formation of microstructures
The minimum feature size is 0.5mm.
Mirror etching mold technology used to achieve batch production of 0.2mm fine texture.
Complex Embedded Assembly
Manual positioning error ≥0.1mm.
Automated embedded positioning system with accuracy ±0.02mm were used.
Environmental compliance
Single material recycling.
Innovative multilayer compound structure separation technology enables efficient regeneration of PET/PC and other hybrid materials.
Fast delivery
The standard cycle is 2-4 weeks.
Digital twin technology reduces the test run time to 7 days and responds to emergency orders within 48 hours.
How can JS reduce injection molding production costs by 20%?
Summary

Disclaimer
JS Team
Our factory is equipped with more than 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it's low-volume production or mass customization, we can meet your needs with the fastest delivery within 24 hours. chooseJS TechnologyIt means choosing efficiency, quality and professionalism.
To learn more, please visit our website: jsrpm.com FAQs
Resources

