

Metallstempel ist eine Art Fertigungstechnologie, die Metallblätter in Präzisionskomponenten verarbeiten kann, die effizient durch Sterbchen und Presse sind. Der Kern liegt in der Verwendung von Metallmarken Um Druck auf das Stempelmetall auszuüben, was zu Stempeln s Produkte führt, die den Entwurfsanforderungen entsprechen. Der Prozess hat die Vorteile von hoher Präzision, hoher Effizienz und niedriger Kosten und ist zu einer der Kerntechnologien der modernen industriellen Fertigung geworden. Unabhängig von der komplexen Geometrie- oder der Toleranzanforderungen auf Mikrometerebene kann die Metallstempel durch automatische Produktionslinie stabil erzeugt werden, um den Lieferbedarf vieler Bestellungen zu erfüllen. JS Company's High-Precision-Formen und intelligenten Geräte, , verbessert die Zuverlässigkeit des Stempelprozesses weiter, hilft den Kunden, die Produktentwicklungszyklen zu verkürzen und die kostengünstige Effizienz zu erreichen.
Was ist Metallstempel?
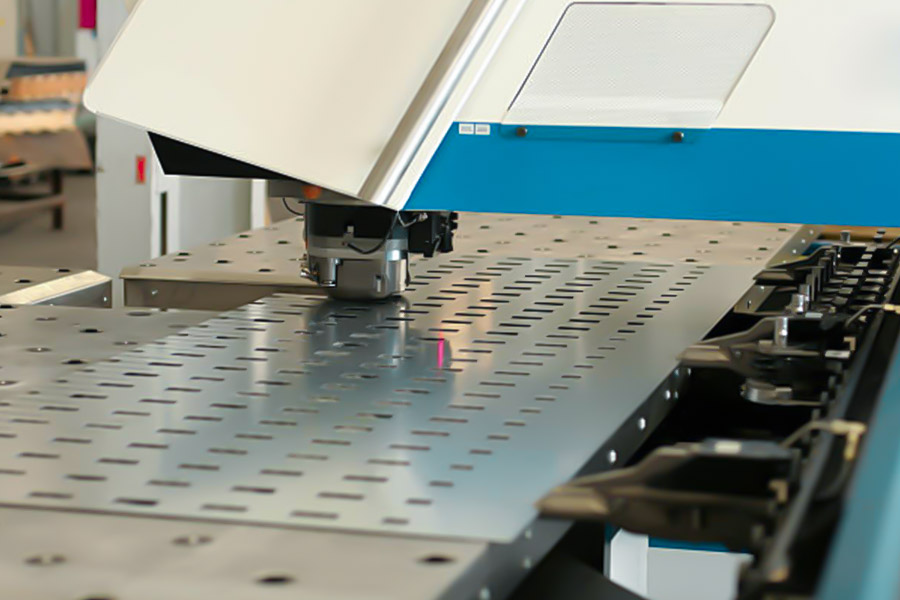
Metallstempel ist ein effizienter Herstellungsprozess von Blech in Metallstempel Durch die Synergie von Metallstempel und Pressemaschinen. Das Kernprinzip besteht darin, die Präzisionsstruktur des Würfels zu verwenden, um hohen Druck auf die Metallplatte auszuüben, das Stempeln, Biegen, Dehnen usw. zu vervollständigen, und bilden schließlich eine komplexe Metall -Teilform . Die Technologie wird in Automobilteilen, elektronischen Produktgehäusen, Haushaltsgerätekomponenten usw. häufig eingesetzt. Metallstempel kann stabil durch automatisierte Produktionslinien hergestellt werden, um die unterschiedlichen Bedürfnisse verschiedener Branchen zu erfüllen.
Wie kann man Metall stempeln?
Metall ist ein Herstellungsprozess, in dem Metall in einer Art und Weise in einer Kombination verarbeitet wird. hier sind die THE THE THE THE THE THE THE THE THE THE THE THE THE Are the THE Are the the the thed Data-V-7b79c893 = "" Schritte:
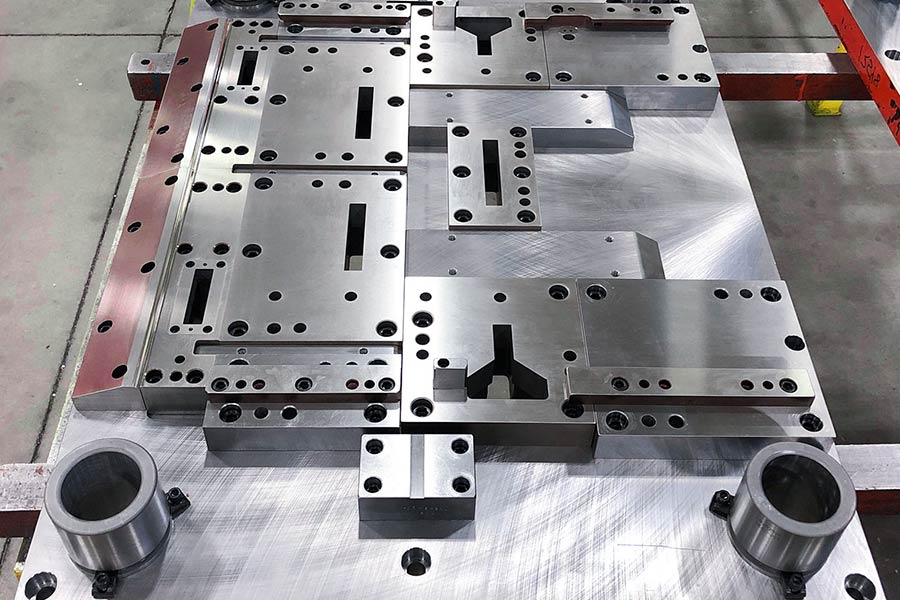
Design and mold preparation
- Gemäß den Anforderungen der Teile wird 3D-Modell entworfen, CAD-Software wird verwendet, um die Struktur zu optimieren, und dann High-Vorbereitungs-Stempel-Stamp-Stempel-Stempel-Stempel-Stempel-Stempel-Stempel-Stempel-Stempel-Stempel-Stempel-Stempel-Stempel-Stempel. Die tolerances should be controlled to ±0.01mm to ensure stamping Genauigkeit.
- Das JS-Team führt 3D-Simulationsanalyse durch.
Execution of stamping process
- Drücken Sie das Blech in den Würfel und drücken Sie durch die Presse, um das Stempeln, Biegen und Dehnungsverfahren nacheinander abzuschließen. The process can produce intricately shaped metal stamped Komponenten Hunderte Male pro Minute auf einmal.
- JS Company verwendet CNC-Bearbeitungstechnologie zur Herstellung hocher Voraussetzungen mit einem Stempelzyklus mit einem Stempelzyklus mit einem Stempelzyklus mit einem Stempelzyklus von bis zu 1 Millionen.
"> -Aldata-V-7b79c893 ="> -Aldata-V-7b79c893 = "> -Aldata-V-7b79c893 ="> -Aldata-V-7b79c893 = "> -Aldata-V-7b79c893 ="> ">
Reprocessing and quality control
- Nach dem Stempeln müssen Burrs entfernt werden. Key parameters include tolerance consistency, surface Rauheit (RA ≤ 0,8 μm) und Härteprüfung, um sicherzustellen, dass Metallstempel mit dem fertigen Produkt feststellen.
- Js bietet mehr als 50 Oberflächenbehandlungen und mehr als 20 Behandlungsoptionen, um eine optimale Leistung für alle Komponenten zu gewährleisten.
und"> <"> und"> und "> <" Optimierung
Stempelter Metall wird in Automobile-Teile "und
Wie wähle ich Metallstempelformen?
1. Data-V-7b79c893 = ""> Formmaterialleistung
Das Material des Metallstamms wirkt sich direkt auf die Lebensdauer und die Bearbeitungsgenauigkeit von Stamper aus. Matching materials should be selected according to the hardness and Duktilität des verarbeiteten Metalls.
2. Data-Len = "29" Data-V-7B79C893 = ""> Stempelprozessanforderungen
Der Prozesstyp des Stempels auf Metall (wie Stempel, Dehnen, Dehnen, Beugung) entscheidet die Schildstruktur. ">
3. Data-Len = "33" Daten-V-7b79c893 = ""> Produktionsstapel und Kostenguthaben
hochkostspielige, langlebige Formen (z. B. zementierte Carbidformen) werden für die Massenproduktion bevorzugt, während Werkzeugstahlformen mit einem besseren Wert für Geld verfügbar sind. Produktion .
4. Data-Len = "35" Data-V-7B79C893 = ""> Formgenauigkeit und Toleranzsteuerung
Präzisionskomponenten (z. B. elektronische Komponenten) erfordern die Auswahl von Modulen ≤ ± 0,01 mm, WHEREAS Toleranz für gewöhnliche Strukturkomponenten.
5. Data-Len = "26" Data-V-7b79c893 = ""> Lieferant Technischer Support JS Company verfügt über umgekehrte Funktionen, wie z. Wartung. Vorschläge auswählen Basic process sequence Cutting Hartlegierungsform
Werkzeugstahlform
Polymer-Materialform
Anwendbare Materialien
Metalle mit hoher Härte wie Edelstahl und Titanlegierungen.
Metalle mit niedriger bis mittlerer Stärke wie Aluminium und Kupfer.
Dünne Aluminiumblech, Kunststoffverbundplatten.
Lebenszyklus (Anzahl der Stempelzyklen)
1.000.000 Mal.
500.000-800.000 Mal.
Innerhalb von 100.000 Mal.
Kosten
Hoch (hohe Material- und Verarbeitungskosten).
Medium
Low
Verarbeitungsgenauigkeit
± 0,005 mm ( Für Präzisionskomponenten ).
± 0,01 mm
± 0,1 mm
Anwendbare Szenarien
Automobilmotorkomponenten , Präzisionsanschlüsse.
Haushaltsgeräte Shells , Kühlkörper.
Kleine Ornamente, vorübergehende Proben.
Wie ordne ich die Abfolge des Metallstempelprozesses an?
- Zweck: Trennmetallblätter zum Erhalten von Anfangsblähern oder Kontur.
- Operationen: Die Kompatibilität wird auf ± 0,1 mm gesteuert.
- Schlüsselpunkte: Der Spalt zwischen Formen muss mit der Dicke des Materials übereinstimmen (zum Beispiel ist der Spalt zwischen 0,5 mm Aluminiumplatten äquivalent zu einer Dicke von etwa 8%).
Biegung
- Ziel: eine spezifische Krümmung oder einen Krümmungswinkel durch Winkelbildung des metallischen Stempels zu bilden.
- adopt v-Grove-Form Um den Stempelstrich anzupassen, um den Rückprall zu verhindern (wenn Edelstahl vorinstalliert werden muss.
Drawing
- Zweck: Um eine Ebene in eine dreidimensionale Form (z. B. Becher- und Box-Komponenten) mit einem tiefen Pull-Metallstempel umzuwandeln.
- Operations: Stretching step by step to avoid cracking and reduce friction coefficient of lubricating oil (such as mineral Öl).
Forming
- Zweck: Um komplexe Struktur wie Klappen und Verschluss durch mehrere Metallmarken zu ermitteln.
- Operationen : Continuous-Stempel reduziert Positionierungsfehler und verbessert die Effizienz um mehr als 30%.
Finishing
- Zweck: Verbesserung der Qualität der fertigen Produkte durch Fertigstellen von Metallmarken oder Oberflächenformen.
- Operation: Haarentfernung, Polieren oder Plattieren zu
Heißes Stempeln: Für hochauflange Stahl müssen Sie auf mehr als 800 ° C erhitzt werden. Data-translateid = "CA03FDE649F2ADD80461963FDC3B91D9" data-pos = "0" data-len = "115" Data-V-7B79C893 = "> Metallic Stamp .
- TAPPING/RIVETING: Einbetten von Thread oder Nieten in der Finanzphase müssen eine synchrone Verarbeitung mit einem speziellen zusammengesetzten Sterbchen eingebettet.
Principles of process arrangement
- Materialnutzungsrate: Stanzlöcher und Schnittkanten zur Reduzierung der Abfallerzeugung.
- Deformation Control: Dehnen Sie vor dem Biegen, um eine Rückprall zu vermeiden, die die Genauigkeit beeinflusst.
- Schimmelpilzlebensdauer: In den späteren Stadien der Schimmelpilzproduktion ist ein hoher Verschleißprozess (z. B. eine tiefe Dehnung) geplant, um die Verschleißkosten der Form zu senken.
Was sind die Auswirkungen der Materialhärte auf das Metallstempeln?
Main Effect of Material Hardness on metal stamping
1.Mould wear rate
- High-hardness stamping metal (such as stainless steel and titanium alloys) accelerate mold wear, resulting in increased surface roughness (Ra value 0.5-1.0 μm).
- Alloy molds (such as tungsten steel) or surface coating techniques (such as TiN coating) are needed to extend service life.
2.Adjustment of stamping process parameters
- Harder materials require greater punching force (increasing the tonnage of the press by 20% to 30%) and lower punching speed to minimize the impact loss of the die.
- Low hardness materials (such as aluminum foil) is easy to wrinkle, need to adjust the edge pressure to increase the use of lubricating oil.
3.Quality of finished products and tolerance control
- When the hardness of stamping metal is greater than HRC 45, the tensile forming limit decreases decreases, cracks are easy to appear, and progressive stamping and additional annealing processes required.
- Low hardness materials suffer poor stability (±0.1mm fluctuation) and additional finishing processes are required to correct deformation.
4.Material Applicability Limitations
- Too much hardness (such as quenched steel) may cause mold blade breakage, so choose a composite mold structure (such as block mold).
- Ultra-low hardness materials (such as pure aluminum) require anti-adhesion treatment (such as nitrogenation of mold surfaces).
Comparison of stamping process of Different Hardness materials
| Material hardness (HRC) | Typische Materialien | Stamping process challenge |
Solution
|
Key points of quality control |
| <HRC 20 | Low carbon steel, pure aluminum. | Large rebound and poor dimensional stability. | Increase leveling process or overbending compensation design. | Tolerance ± 0.1mm, no scratches on surface. |
| HRC 20-35 | Stainless steel (1Cr18Ni9Ti). | Mould wear quickly, surface easy to scratch. | Use PVD-coated moulds with lubricating oil to assist stamping. | Ra≤0.8μm, No burrs. |
| HRC 35-50 | Spring steel, tool steel. | Stamping crack risk is high and the ductility reduced. | Multi step progressive stamping+intermediate annealing treatment. | Elongation rate ≥15%, no fractures. |
| >HRC 50 | Titanium alloy, hard alloy. |
The die has a service life of less than 100000 times and is very expensive. |
Diamond coating mold, composite stamping process. |
Dimensional accuracy ±0.02mm requires 3D inspection. |
- Material with high hardness: Priority should be given to alloy molds with slow stamping equipment (velocity ≤50spm) and annealing and softening should be added.
- Low hardness material: Optimize mold clearance (reduce by 5%-10%) and use polyurethane shock absorber to reduce rebound.
- General recommendation: Predicting process risk through material hardness testing (such as Rockwell hardness tester) and test pressure if necessary.

How to reduce the cost of metal stamping?
1.Improving accuracy and reducing waste
High-precision equipment and technology:
- Adopt ±0.005mm ultra precision machining technology (JS core technology) to reduce the scrap rate caused by size deviation and reduce secondary processing cost.
- The CAD/CAM system simulates stamping process, optimizes mold design and parameter setting in advance, and avoids material waste in actual production.
Automated production and intelligent detection: Automatic stamping equipment is combined with real-time quality control system to reduce manual intervention errors and improve yield rates.
2.Material management and selection strategy
Adaptability of a variety of materials: Use JS's metal material database of metal materials (such as stainless steel, aluminum alloy, copper alloy, etc.) to select the most cost-effective materials based on product performance and avoid overdesign.
Residual material recycling and nesting technology: Maximize board utilization (15%-20% increase in JS's material utilization rate) through intelligent typesetting algorithms, reduce corner material waste, and support the recycling of materials such as aluminum and steel.
3.Process efficiency and rapid response
Standardized and modular design: Provides a standardized metal punch library (connectors, casings, etc.) to shorten design lead times, and supports customers to customize quickly to existing templates to reduce development costs.
Agile production mode: Commit to 1-2 weeks of standard delivery time (including complex orders) and reduce additional costs for emergency orders through lean production management and priority scheduling.
4.Collaborative design and process collaboration
Early intervention in client design: The JS team provides pre-design review services to optimize the structural strength, tolerance fit, and assembly feasibility of metal punch to avoid additional costs associated with later modifications.
Mold sharing and lifecycle management: Provide long term maintenance and optimization services for high frequency order molds, extend the lifespan of molds (the average life of JS molds is 30% longer than industry standard), and dilute unit cost of individual products.
5.Sustainable production reduces costs and improves efficiency
Green manufacturing certification: Energy energy consumption has been reduced (JS energy consumption has been reduced by 15%) through the implementation of the ISO 14001 environmental management system and the introduction of energy-efficient stamping equipment and renewable lubricants.
Reduce process and logistics costs: Provide Design stamping surface processing one-stop service (JS integration capability covers the entire chain), eliminating intermediate costs.
How does JS company ensure the accuracy of metal stamping?
Cutting-edge equipment and precision machining technology
1.Ultra precision stamping equipment
- Equipped with a Germany/ Japan imported high-precision servo stamping machines with repeat positioning accuracy ±0.002mm and support tolerance ±0.005mm.
- Adopt ball screws, straight line guide rail and so on transmission systems, reduce mechanical error, guarantee the stability of shape and position tolerances of hardware punch.
2.Mold design and manufacture
- CAD integration software is used to simulate stamping process, optimize mold structure (such as convex die clearance, guidance accuracy), and reduce burrs and deformation risk.
- The mold material is made of SKD11. After heat treatment, the hardness reaches HRC60 or above, and the service life can reach millions of stamping cycles, ensuring consistency of mass production.
Intelligent process control systems
1.Real-time quality monitoring
- Integrated optical measurement system and automation equipment, real-time measurement of punch size, flatness, hole accuracy, automatic clearance of non-conforming products.
- Through statistical process control Analyze production data, dynamic adjustment of stamping parameters (pressure, speed, temperature) to prevent batch deviations.
2.Adjustment of material properties
Match the best material grade (e.g. Al6061) and thickness (0.1-5mm) to the application of metal punch (e.g. automotive sheet metal and electronic components) to avoid rebound or cracking due to insufficient material ductility.
Full-process quality management system
1.ISO 9001 and IATF 16949 certification
- Strictly in accordance with industry standards for auto parts, 100% of tests are performed from the time the raw materials are stored to the time the finished product is out of storage, with measurement accuracy of key dimensions reaching μ level (0.001mm).
- Provide production parts approval process documentation, including size reports, material certifications and performance testing data to ensure customer verification safety.
2.Reverse engineering and rapid feedback
For accuracy of customer feedback, the failure analysis is carried out using coordinate measuring machine, and the improvement scheme is provided within 48 hours to shorten the debugging cycle.
Summary
Metal stamping is the core technology of modern industry, which can effectively transform metal sheets into high-precision metallic stamps. Process flow includes design optimization, material adaptation, mold manufacturing, stamping production and reprocessing, each step requiring strict tolerance and deformation control. The hardness of the material directly influences the wear and tear of the die, the selection of process adjustment parameters and the quality of the finished product.
With ultra-precision its ultra precision stamping equipment mold technology full process quality management system JS Company ensures that metal stamping tolerance is controlled to ±0.005mm and material utilization is increased to over 92%. At the same time, it reduces energy consumption and waste through sustainable manufacturing practices. Providing efficient, reliable and cost-effective solutions for manufacturing highlights the irreplaceable role of metal stamping in precision manufacturing.

Haftungsausschluss
Der Inhalt dieser Seite dient nur zu informativen Zwecken. Es sollte nicht geschlossen werden, dass die Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, materielle Qualität und Art oder Verarbeitung, die der Lieferant oder Hersteller von Drittanbietern über das Jusheng-Netzwerk zur Verfügung stellt. Dies liegt in der Verantwortung des Käufers fragen Sie nach einem Zitat für Teile um die spezifischen Anforderungen für diese Teile zu ermitteln.
js ist ein branchenführendes Unternehmen Fokus auf benutzerdefinierte Fertigungslösungen. Mit über 20 Jahren Erfahrung in mehr als 5.000 Kunden konzentrieren wir uns auf eine hohe Präzision cnc maschinen , Fertigung href="https://jsrpm.com/3d-printing">3D printing,Injection molding,metal stamping,and other one-stop manufacturing Services. 1.What tools are needed for metal stamping? Includes high-precision die, press, tool, lubricant, clamping devices, quality inspection equipment, etc. Mould ensures accuracy of shape, press provides punch pressure, tool completes cutting, lubricant reduces friction, fixture fixed plate, test equipment ensures consistency of dimensions. 2.What materials are suitable for stamping? Common materials include stainless steel, aluminum, copper, steel plates, etc. Thickness (0.1-5mm) and strength shall be selected according to the purpose of the product, taking into account ductility, corrosion resistance and cost requirements. 3.Do stamped parts need additional processing? Stamped parts usually require burr removal, polishing, or surface treatment to improve appearance, rust resistance, or functional compatibility. Treatment depends on the product's purpose, for example, electronic components require high-precision polishing and automotive parts often require anticorrosive coatings. 4.What are the consequences of stamping metal too fast? High speed stamping may cause material tearing or mold impact damage due to inertia. Normally, stainless steel stamping speed is controlled at 50-80 times perminute, while aluminum can be ramped up to 120 times perminute, depending on the malleability of the material. JS-Team
Unsere Fabrik ist mit mehr als 100 landwirtschaftlichen 5-Achsen-Bearbeitungszentren ausgestattet und ist ISO 9001: 2015 zertifiziert. Wir bieten Kunden in mehr als 150 Ländern auf der ganzen Welt schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Egal, ob es sich um eine Produktion oder Massenanpassung mit niedrigem Volumen handelt, wir können Ihre Bedürfnisse innerhalb von 24 Stunden mit der schnellsten Lieferung erfüllen. Wählen Sie JS-Technologie Es bedeutet, Effizienz, Qualität und Professionalität zu wählen. href = "https://jsrpm.com/"> jsrpm.com FAQs
Resources

