

在制造业的智能转型潮流中CNC加工控制加工通过计算机计划,已经成为现代行业的核心驱动力,以准确控制机床运动并实现金属,塑料,复合材料等的自动加工。CNC技术多元化过程(例如铣床加工,车床加工,打磨加工等)不仅超过了传统加工的物理限制,而且还通过数字化实现了设计自由和生产力的双重飞跃。
凭借其智能的CNC系统,模块化过程平台和绿色制造系统,JS不仅具有从原型验证到批量生产交付实现了无缝集成,但也重塑了行业生态系统,能源消耗降低了20%,成本节省了15%,为高端制造业的精确度,效率和可持续性树立了技术基准。
CNC加工的原理是什么?
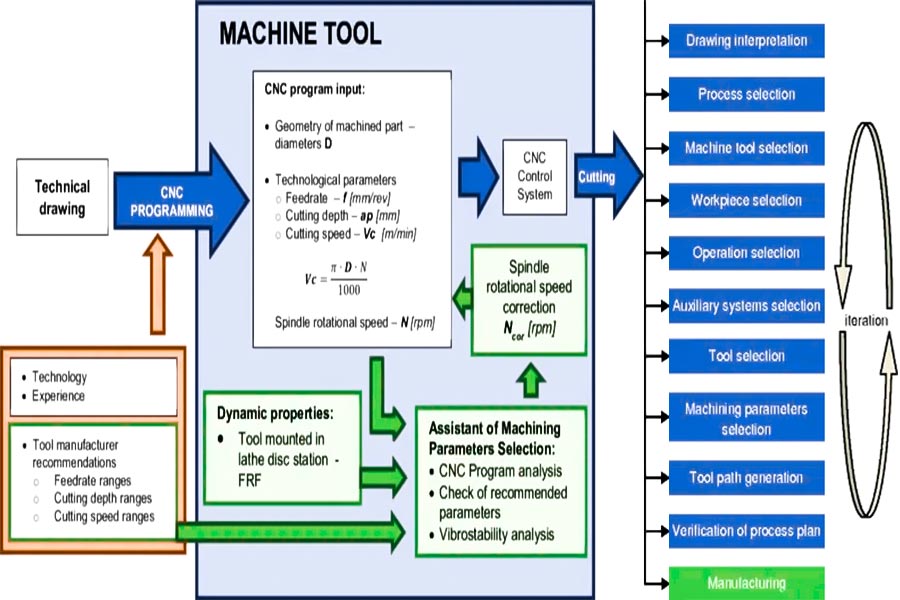
CNC手机是一种先进的制造技术,由预编程预编程软件自动化加工过程控制。在其核心上,CAD设计文件将转换为机器可识别的说明代码(例如G代码),该代码将机床驱动机床伺服系统以精确操纵工具路径,速度,进料和其他参数。整个系统将CAD,CAM和精确的机械驱动技术结合在一起实现从简单零件到复杂表面的高度重复加工。与传统的手动操作相比,CNC加工极大地提高了加工精度(高达±0.005mm),生产率效率和材料利用率,尤其是在航空航天,汽车零件,医疗设备等中,需要高公差和表面质量。
CNC加工的常见类型是什么?
加工CNC是一种先进的技术,通过计算机数值控制实现高精度自动加工。一些最常见的处理类型是:
旋转切割工具用于工件的多轴关节切割。它适用于复杂的表面和轮廓加工,例如霉菌,航空航天零件等。根据工具类型,可以将其分为最±0.005mm的末端铣削,表面磨坊,圆形磨坊等支持各种材料的有效加工,例如铝,钢和钛合金。
通过使用固定工具协调旋转工件,可以实现旋转零件(例如轴,齿轮和法兰)的高效质量产生。支持内部和外部圆柱形表面,圆锥形表面,螺纹等,表面粗糙度可以优化至RA0.8μm,尤其是针对快速制造汽车零件和机械传输组件。
3.G起床加工
通过研磨轮对工件进行精确打磨主要用于最终处理高硬度材料,例如粘质碳化物,陶瓷和淬火钢。镜面饰面(RA <0.01μm)可以通过通过数值控制系统来控制饲料和磨头的速度来实现,该系统被广泛用于轴承,模具和精密仪器的最终精确加工过程。
4。CNC多任务加工
该技术将铣削,转化和其他过程结合在一起,使其在固定装置中完成多面加工,从而提高了40%以上。它克服了传统技术的局限性,非常适合制造航空航天叶轮,医疗设备和其他高精度集成组件。
CNC五轴加工的特性是什么?
五轴CNC加工是高端制造领域的关键技术之一,通过五个轴(三个线性轴以及两个旋转轴)的同步运动实现高效而精确的加工。它的核心功能包括:
1.Multi-Axis链接
JS的五轴加工系统可以在工具和工件之间实现多角度定位灵活性,实现复杂组件的加工,例如叶轮,叶片和模具。这扩大了加工范围,超出了传统的三轴功能,同时显着增强了设计自由。
2。高精度和表面一致性
通过实时动态调节工具姿势,保持最佳切割角度并减少振动和刀具磨损,JS的技术可提供±0.005mm以内的加工精度表面粗糙度低于0.8μm。这些功能符合航空航天和光学设备等行业的严格要求。
3。有效的处理
在单个设置中完成多面加工,消除重复固定中的错误积累。与三轴机器相比,这将加工效率提高了30%-50%。当与高速切割技术结合使用时,它是大规模生产航空航天钛合金和汽车组件的理想选择。
4。复杂结构的综合成型
同时处理不规则的孔,深腔和倾斜的表面,例如医用骨科植入物中使用的多孔结构或用于船舶螺旋桨的精密流体通道 - 单个操作。这减少了手持后的组装步骤。
5。适应性材料和过程
该系统与胶合碳化物,钛合金,铝合金,复合材料和其他材料兼容,该系统支持铣削,钻孔,逆变和类似操作。它通过批量生产无缝地适应了原型的原型。
6。智能自动化
集成的CAM软件会自动生成最佳的工具路径,而实时切割状态监视和动态参数调整最小化手动干预风险。高级模型具有过程中的测量和补偿,以确保批处理一致性。
是否应该选择铣削或转弯进行铝处理?
1。处理方法的差异
铣削加工
- 切割工具(例如末端磨坊和球切割机)以高速旋转,以保持工件固定或略微移动。
- 材料的分层切割是通过通过多轴耦合来控制工具路径(例如XYZ三轴耦合或五轴耦合)来实现的。
- JS技术适应:配备了五轴耦合机床,以支持复杂的表面处理(例如,航空叶轮),编程路径准确性±0.005mm,自动刀具路径边缘避免和减少手动干预。
车床加工
- 工件被夹在Chuck中,并以高速旋转。该工具以轴向或径向方向直线馈入。
- 适用于通过单个夹具加工旋转体部件(例如轴和法兰),例如外圈,内孔和螺纹。
- JS技术适用于特殊灯具多进程处理,重复定位精度±0.002mm,恒温车间控制热变形,确保稳定的尺寸。
2。精确控制原理
铣削加工
精度取决于工具路径计划和机器刚度:
- 多轴连锁系统为工具磨损和材料变形提供实时补偿。
- JS通过将智能CAM软件与恒温研讨会(温度温度波动<±2°C)相结合,以将误差限制为±0.005mm,从而优化切割参数。
典型:医疗植入物表面粗糙度≤0.8μm,与植入级精度要求一致。
车床加工
精度取决于主轴跳动和工具几何形状:
- 钻石涂层工具具有恒定的线性速度控制,以减少切割振动。
- JS采用陶瓷主轴和高精度轴承,主轴跳动小于0.001mm,并且弯曲过程中铝零件的表面平滑度可以达到RA≤0.4μm。
典型情况:汽车轮毂处理的同心误差小于0.01mm,远远超过行业标准。
3.适用方案的比较
| 方案要求 | 推荐过程 | JS技术优势 | 数据支持 |
| 复杂形状 | 铣削 | 5轴连接加工能力可处理不规则表面(例如航空铝)。 | 例子:无人机脚手架效率高30%。 |
| 批处理轴组件 | 转身 | 专门的固定装置可以实现单个夹具多处理过程并减少定位误差(重复定位精度±0.002mm)。 | 数据显示:每日生产能力的铝制零件达到800件(与行业平均650件相比)。 |
| 薄壁加工 | 铣削 | 高速切割(速度8,000rpm)与冷却液结合使用与小于0.02mm的变形。 | 测试数据:平坦度的铣削后0.5mm铝板到达0.01mm。 |
| 表面光滑 | 转身 | 钻石涂层工具具有恒定的线性速度控制,RA≤0.2μm。 | 客户反馈:将铝制铝壳的光泽度增加了40%。 |
4. JS技术适应性的比较
| 关键指标 | 铣削过程(JS优势) | 转弯过程(JS优势) |
| 物质适应性 | 可以处理诸如6061/7075/2024之类的铝合金,并支持硬化预处理。 | 专用车床配备了陶瓷主轴,适合处理高硬度锻造铝(例如2014-T6)。 |
| 提高效率 | CAM软件会自动避免利润,从而提高编程效率50%。 | 同步工具更换系统将辅助时间减少30%。 |
| 成本控制 | 将工具磨损降低25%(通过智能磨损监测)。 | 将单件处理的成本降低18%(由于质量生产期间的固定率高,重复使用率很高)。 |
| 环境指标 | 干切割技术可将切割液的使用减少70%。 | 循环冷却系统节省了60%的水。 |
5。JS技术集成的优势
- 混合过程能力:支持铣削加工和转动精确加工的组合,提高效率40%。
- 智能监控:AI质量检查系统实时分析了切割状态,异常关闭警告的准确性大于95%。
- 环境适应:根据ESG标准,干切割技术可将切割液的使用量减少70%。
选择铣削或转弯需要全面考虑零件形状,精度要求和材料特性。JS可以最大化两个过程的优势通过定制的过程解决方案,例如复杂的表面铣削(五个轴连接)和批处理轴部分转动(有效的自动化)。
如何选择合适的车床加工工具?
1.根据工件材料选择工具材料
软金属材料(例如铝,铜)
- 建议:硬合金(WC-CO)或钻石涂层切割工具。
- 原因:硬合金具有良好的粘附性,并且钻石涂层可以显着改善表面平滑度(RA≤0.2μm)。
- 示例:转动6061铝合金时,钻石切割工具的寿命比普通硬合金的三倍多。
高硬度材料(例如淬火钢,钛合金)
- 建议:立方硼(CBN)或陶瓷切割工具。
- 原因:CBN对高温有抵抗力(高于1400℃),适用于高速切割(VC> 150m/min),陶瓷切割工具的密度低,为适合轻巧切割。
- 示例:当用HRC50或更高的齿轮钢转动齿轮钢时,CBN切割工具的磨损速率降低了80%。
复合或难以处理材料(例如不锈钢,耐热合金)
- 建议:涂层硬合金或金属陶瓷。
- 原因:涂料可以增强高温氧化耐药性(例如温度抗性为800℃的Tialn涂层),金属陶瓷的韧性比纯陶瓷的韧性更好。
- 示例:何时转动316升不锈钢与未涂层工具相比,涂层工具可以将切割速度提高50%。
2.基于处理条件的刀具参数
切割速度(VC)
- 高速加工(VC> 100m/min):首选陶瓷,CBN或钻石涂层工具。
- 低速处理(VC <50m/min):硬合金具有更高的成本效益。
进料率(F)和切割深度(AP)
- 粗加工:较大的切割深度(AP = 2-5mm),中等进料速率(F = 0.2-0.5mm/r)。
- 精确加工:小切割深度(AP <0.5mm),低进料速率(f <0.1mm/r),配对尖锐的切割边缘(耙角γ≥15°)。
冷却方法
- 干切割:选择高温抗性涂料(例如Altin)或陶瓷切割工具。
- 湿切割:选择亲水涂层(例如锡)或未涂层的工具来增强润滑作用。
3.工具几何匹配加工要求
- 外圈/末端转弯:选择主角为45°(KR = 45°)的工具以平衡径向和轴向切割力并减少振动。
- 内孔旋转:使用小耙角(KR = 10-30°)工具增加芯片空间并避免芯片阻塞。
- 切割/凹槽:使用负耙角(γ= -5°至-15°)刀片以提高芯片能力并防止芯片纠缠。
4。根据表面质量要求选择涂料过程
高光滑度要求(RA <0.4μm):选择摩擦系数为0.1或更少的钻石(PCD)或纳米涂料(例如ALCRN)。
抵抗要求(长使用寿命):选择TiALN/PVD涂层,抗氧化温度为800°C,耐磨性增加了2-3倍。
粘结要求(例如加工不锈钢):选择硫涂层(例如MOS₂)或钻石样碳(DLC)涂层以减少晶圆结节的形成。

如何区分CNC加工的两种编程语言?
1。不同的功能位置
代码G(几何说明)
核心功能:控制机床和处理路径的运动轨迹,确定机床的运动。
典型描述:
- G00:定位快速(非切割运动)。
- G01:线性插值(切割)。
- G02/G03:弧插值(顺时针/逆时针)。
- G90/G91:绝对/增量坐标模式。
例如:G01 X10 Y20 F100,它代表以100mm/ min(x = 10,y = 20)直接从当前点移动。
代码M(辅助功能)
核心功能:控制机床的辅助作用,与切割过程无直接相关。
典型描述:
- M03:主轴向前旋转。
- M05:主轴停止。
- M06:开关刀。
- M08/M09:冷却液开/关。
例如:M03 S1500,主轴以1,500rpm旋转。
2。语法结构的差异
代码g
- 格式:从字母G开始,然后是诸如G01之类的数字。
- 参数:通常包括坐标值(x/y/z)和进料速率(F)。
- 优先级:首先执行运动命令,直接影响处理路径的准确性。
代码m
- 格式:从字母M开始,然后是一个数字(例如M06)。
- 参数:没有坐标值,仅触发特定功能。
- 优先级:辅助功能是在运动命令之间的间隔进行的,并且不会影响路径的形状。
3。规则执行顺序
代码g
- 执行程序段一一控制工具的实时移动。
- 如果发生冲突(例如,G00和G01的存在),则最新说明应占上风。
代码m
- 通常在程序段的末端中心称为顺序触发辅助动作。
- M代码的一部分需要与其他说明相结合,例如M03需要S指定速度。
4。编程工具的差异
G代码编程
- 手动编程:依靠简单任务的工程师经验。
- CAM软件生成:例如,MasterCam和UG NX自动生成G代码。
M代码编程
- 标准化呼叫:大多数M代码都是由机床制造商预先设置的,不需要自定义。
- 特殊功能扩展:一些高端机床允许自定义M代码(例如集成可视化检查)。

JS如何缩短复杂组件的交付周期?
1.轴链接加工:减少夹紧时间的数量(一个夹紧可以完成多面加工),避免多个定位误差,提高处理效率30%-50%。
2.高速切割技术:工具速度可以达到数以万计的RPM,胶结的碳化物加工速度比传统切割方法高2-3倍,而保持精度为±0.005mm。
3.综合车床,磨碎:集成的机器设置车床,铣削,钻孔和其他功能,以便涡轮盘和其他旋转部件加工时间减少了40%以上。
4.杂化制造模型: 3D打印,CNC精确加工复杂结构的快速原型制作(例如,空心晶格)大约需要传统过程的时间,通常会减少50%的航空航天组件交付时间。
5.智能生产调度系统:自动优化工具路径和设备负载,并行生产多个订单时,资源利用率增加了25%,紧急订单插入响应时间增加48小时。
概括
在现代工业系统中,CNC加工技术已从传统工具到制造创新的核心引擎发展。从最初的协调控制到当今的智能决策,该技术已经发展为覆盖加工厂,加工车床,多轴连接处理,例如多维制造生态系统。它的核心价值不仅在于工业千分尺级的繁殖精度,而且还构建了材料过程设计的协作创新范式。
JS公司是该领域的基准从业者。 通过五轴耦合技术,设计中的错误容忍度实现复杂弯曲零件的生产。在车床化合物制造和添加剂制造的协同作用下,传统工艺的材料和结构限制被破坏,并且通过自动闭环控制系统提高了生产效率为新的高度。

免责声明
此页面的内容仅用于信息目的。JS系列对于信息的准确性,完整性或有效性,没有任何明示或暗示的陈述或保证。不应推断,第三方供应商或制造商将通过Jusheng Network提供的性能参数,几何公差,特定的设计特征,材料质量和类型或做工。这是买家的责任要求零件报价确定这些部分的特定要求。请与我们联系了解更多信息。
JS团队
JS是一家行业领先的公司专注于定制制造解决方案。我们拥有超过5,000多个客户的20多年经验,我们专注于高精度CNC加工,,,,钣金制造,,,,3D打印,,,,注入成型,,,,金属冲压,和其他一站式制造服务。
我们的工厂配备了100多个最先进的5轴加工中心,ISO 9001:2015认证。我们为全球150多个国家 /地区的客户提供快速,高效和高质量的制造解决方案。无论是小体积生产还是大规模定制,我们都可以在24小时内以最快的交付来满足您的需求。选择JS技术这意味着选择效率,质量和专业精神。
要了解更多信息,请访问我们的网站:jsrpm.com
常见问题解答
1. CNC转弯的主要用途是什么?
车床主要用于旋转对称零件(例如轴和销),并通过旋转工件和固定工具来实现外圈,内孔和螺纹处理。
2.如何在CNC铣削中获得高精度的表面处理?
CNC铣削的表面粗糙度粗糙度为RA0.01μm,通过切割高精度工具的切割工具,切割参数的优化(速度/进料),误差补偿技术,恒温环境和细化。
3.汽车铣削复合加工的特征是什么?
采用车床,铣削,钻孔集成处理,以减少适合轴,阀体和其他轴零件处理的夹紧误差。
4.如何选择适当的CNC加工类型?
材料特征(金属/非金属金属),形状复杂性,准确性要求(公差±0.001-0.1mm)和批次尺寸需要考虑。
资源

