

金属冲压是一种制造技术,可以通过模具和按下有效地将金属板处理为精确组件。核心在于使用金属邮票向冲压金属施加压力,导致冲压s满足设计要求的产品。该过程具有高精度,高效率和低成本的优势,并已成为现代工业制造业的核心技术之一。无论复杂的几何形状或千分尺的公差需求如何,都可以通过自动生产线稳定地产生金属冲压,以满足许多订单的交付需求。JS公司的高精度模具和智能设备,进一步提高冲压过程的可靠性,帮助客户缩短产品开发周期并实现节省成本的效率。
什么是金属冲压?
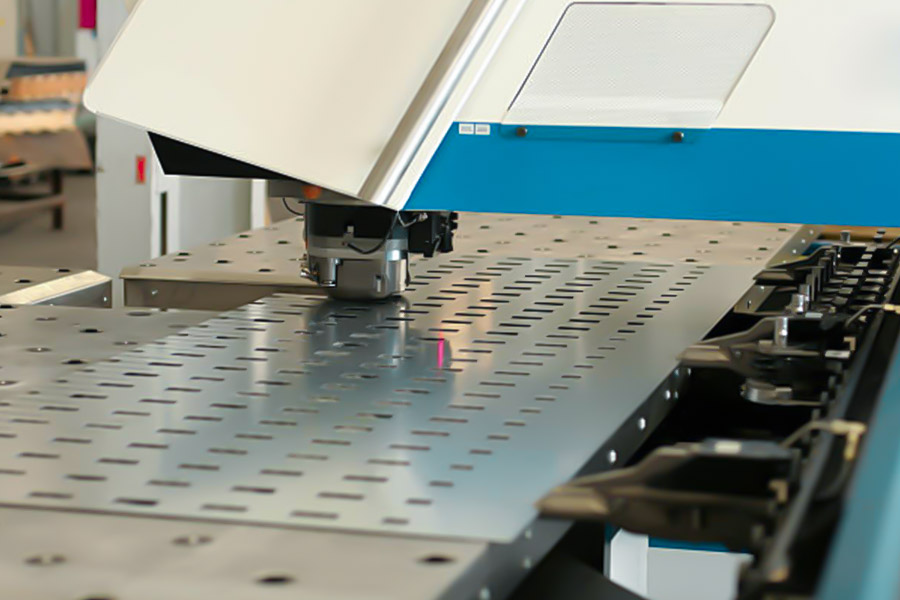
金属冲压是将钣金制造的高效制造过程金属冲压通过金属邮票和新闻机的协同作用。核心原理是使用模具的精确结构在金属板上施加高压,完成冲压,弯曲,拉伸等等,等等最后形成一个复杂的金属零件形状。该技术被广泛用于汽车零件,电子产品套管,家用电器组件等。可以通过自动生产线稳定生产金属冲压,以满足不同行业的不同需求。
如何冲压金属?
冲压金属是一个制造过程,其中金属板通过模具和压力机的组合将金属板处理成特定的形状。这是核心步骤:
1。设计和霉菌准备
- 根据零件的要求,设计了3D模型,使用CAD软件来优化结构,然后高精度邮票金属模具是制造的。模具公差应控制在±0.01mm上,以确保冲压精度。
- JS团队表演3D仿真分析客户上传的图纸以优化盖章可行性并提供有关修改建议的反馈。
2。材料选择和预处理
- 应根据产品厚度和强度选择常见的金属材料,例如不锈钢,铝,铜等。预处理包括清洁表面油污渍和平滑床单,以避免在冲压过程中裂缝或变形。
- JS可以处理50多种材料满足不同客户和行业场景的需求。
3。冲压过程
- 按下金属板到模具中,然后按下按压以按顺序完成冲压,弯曲和拉伸过程。该过程可以每次每分钟产生复杂形状的金属盖章组件。
- JS公司使用CNC加工技术制造高精度冲压模具,其冲压周期高达100万,从而降低了随后的维护成本。自动化处理线将处理时间降低了70%,并在交付周期内实现快速产生。
4。重新处理和质量控制
- 冲压后,需要去除毛刺,表面抛光和尺寸检查(例如坐标测量值)。关键参数包括公差一致性,表面粗糙度(RA≤0.8μm)和硬度测试,以确保金属盖章成品符合标准。
- JS提供50多种表面处理和20多种治疗选择,以确保所有组件的最佳性能。
5。应用和优化
印章金属被广泛使用汽车零件和电子组件。通过优化模具设计或调节压力参数,可以提高生产效率,可以减少材料废物,并且需要对可以满足大规模生产。
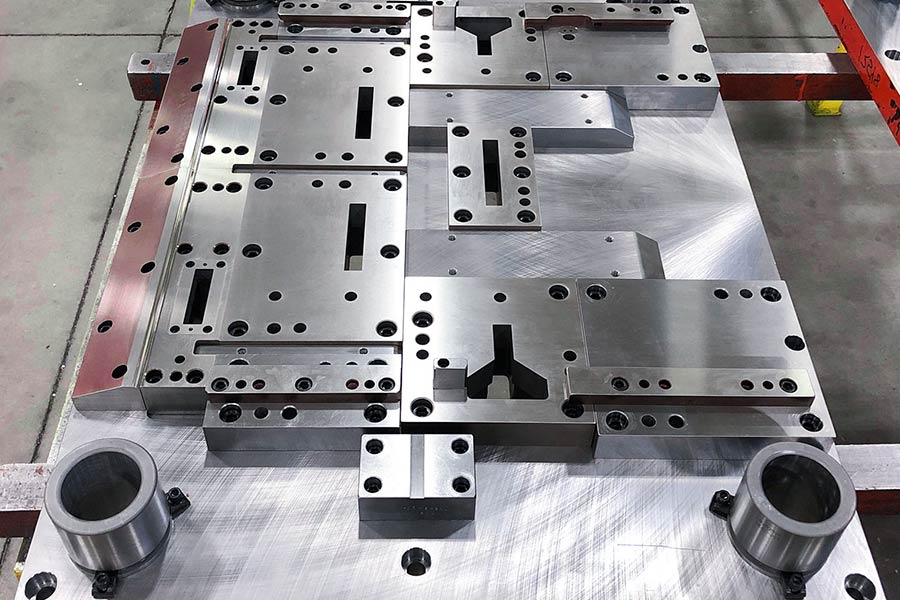
如何选择金属冲压模具?
选择金属冲压模具的核心注意事项
1。模具材料性能
金属踩踏的材料直接影响了服机的使用寿命和加工精度。碳化物(例如钨钢)适合在高硬度材料和工具钢(例如CR12MOV)上加盖高强度金属。应根据加工金属的硬度和延展性选择匹配材料。
2。冲压过程要求
金属上盖章的过程类型(例如冲压,拉伸,弯曲)确定模具结构。复杂的模具需要渐进的模具或多位模具,而可以从单个过程模具中选择简单的零件。
3。生产批次和成本平衡
高成本的长生命模具(例如水泥碳化物模具)是批量生产的首选,而工具钢模具具有更高价值的货币价值小生产。
4。霉菌的准确性和耐受性控制
精度组件(例如电子组件)需要选择模块≤±0.01mm,而普通结构组件的公差可能会放松至±0.05mm。
5。供应商的技术支持
JS公司具有反向工程功能,例如3D扫描以修复模具,确保快速迭代和维护。
金属冲压模具比较表
| 考虑因素 | 硬合金模具 | 工具钢模具 | 聚合物材料模具 |
| 适用的材料 | 高硬度金属,例如不锈钢和钛合金。 | 低至中等强度金属,例如铝和铜。 | 薄铝板,塑料复合面板。 |
| 生命周期(冲压周期数) | 1,000,000倍。 | 500,000-800,000次。 | 在100,000次之内。 |
| 成本 | 高(高材料和加工成本)。 | 中等的 | 低的 |
| 处理准确性 | ±0.005mm(用于精确组件)。 | ±0.01mm | ±0.1mm |
| 适用的方案 | 汽车发动机组件,精密连接器。 | 家用电器壳,散热器。 | 小型装饰品,临时样品。 |
选择建议
- 高精度要求:应优先考虑硬合金模具五轴加工技术确保细节准确性。
- 成本敏感项目:工具钢模具的平衡性能和预算,适用于中小型生产。
- 快速验证:聚合物材料模具可用于原型测试,缩短开发周期。
如何安排金属冲压过程的顺序?
金属冲压过程需要根据零件的形状,材料特征和精度进行合理的布置。这是一个典型的过程:
1。基本过程序列
切割
- 目的:分离金属板以获取初始空白或轮廓。
- 操作:兼容性可控制为±0.1mm使用切割金属邮票(例如,掉落或打孔)切割材料。
- 关键点:模具之间的缝隙需要匹配材料的厚度(例如,0.5mm铝板之间的间隙等效于约8%的厚度)。
弯曲
- 目的:通过金属邮票的角度形成角度形成特定的曲率或曲率角。
- 运营:采用V槽模具调整打孔行程以防止反弹(如果需要预安装0.5°度补偿的不锈钢)。
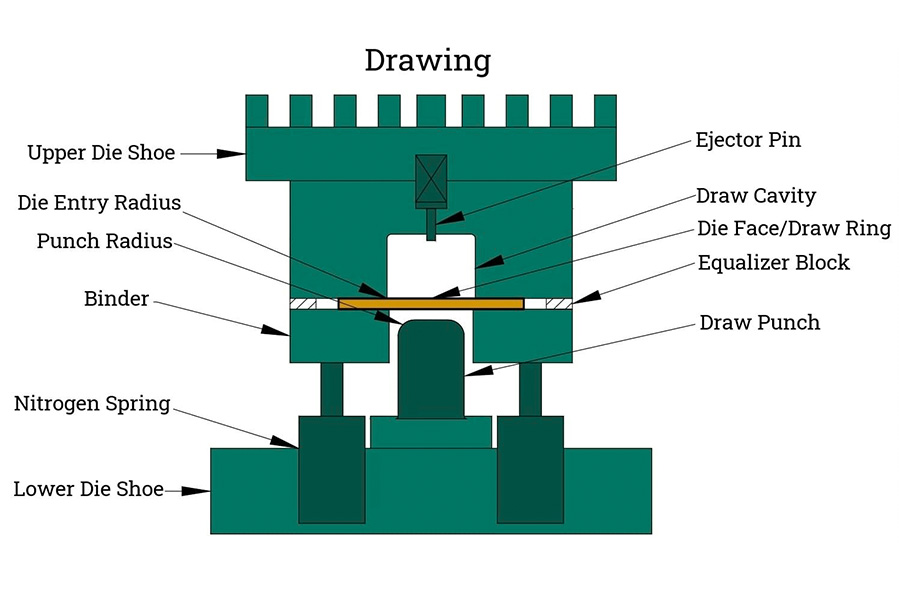
绘画
- 目的:使用深拉金属印章将平面转换为三维形状(例如杯子和盒子组件)。
- 运营:逐步拉伸以避免破裂并减少润滑油的摩擦系数(例如矿物油)。
成型
- 目的:通过多个金属邮票实现复杂的结构,例如皮瓣和快门。
- 运营:连续踩踏会减少定位误差,并提高效率超过30%。
精加工
- 目的:通过完成金属邮票或表面模具来提高成品的质量。
- 操作:脱毛,抛光或镀金确保表面粗糙度≤1.6μm。
2。是时候插入特殊过程了
- 热冲压:对于高强度钢,必须将其加热至800°C以上,然后再拉伸并与高温抗性金属邮票。
- 攻击/铆接:嵌入线或在固定阶段铆接需要与专门的复合模具同步处理。
3。过程安排原则
- 物质利用率:打孔孔和切割边缘以减少废物产生。
- 变形控制:弯曲前伸展以避免反弹会影响准确性。
- 霉菌寿命:在霉菌产生的后期,计划降低霉菌的磨损成本。
物质硬度对金属冲压有什么影响?
物质硬度对金属冲压的主要影响
1.应该磨损速度
- 高硬度冲压金属(例如不锈钢和钛合金)加速霉菌磨损,导致表面粗糙度增加(RA值0.5-1.0μm)。
- 合金模具(例如钨钢)或表面涂料技术(例如锡涂层)需要延长服务寿命。
2.压印过程参数的调整
- 较硬的材料需要更大的打孔力(将压力机的吨位提高20%至30%),并降低了打孔速度,以最大程度地减少死亡的影响损失。
- 低硬度材料(例如铝箔)很容易皱纹,需要调节边缘压力以增加润滑油的使用。
3.成品和耐受性控制的质量
- 当冲压金属的硬度大于HRC 45时,拉伸的形成极限会减小,裂缝易于出现,并且需要进行渐进的冲压和其他退火过程。
- 低硬度材料的稳定性较差(±0.1mm波动),需要额外的整理过程才能纠正变形。
4.材料适用性限制
- 过多的硬度(例如淬火钢)可能会导致模具叶片破裂,因此请选择复合模具结构(例如块状模具)。
- 超低硬度材料(例如纯铝)需要抗粘附处理(例如霉菌表面的氮化)。
比较不同硬度材料的冲压过程
| 物质硬度(HRC) | 典型材料 | 冲压过程挑战 |
解决方案
|
质量控制的关键点 |
| <HRC 20 | 低碳钢,纯铝。 | 较大的反弹和差稳定性差。 | 增加升级过程或超越薪酬设计。 | 公差±0.1mm,表面没有划痕。 |
| HRC 20-35 | 不锈钢(1CR18NI9TI)。 | 霉菌快速磨损,表面易于刮擦。 | 使用PVD涂层的模具和润滑油来协助冲压。 | RA≤0.8μm,无毛刺。 |
| HRC 35-50 | 弹簧钢,工具钢。 | 冲压裂纹风险很高,延展性降低。 | 多步进渐进式压印+中级退火处理。 | 伸长率≥15%,无骨折。 |
| > HRC 50 | 钛合金,硬合金。 |
该模具的使用寿命不到100000次,而且非常昂贵。 |
钻石涂料模具,复合冲压过程。 |
尺寸精度±0.02mm需要3D检查。 |
- 具有高硬度的材料:应优先考虑具有缓慢冲压设备(速度≤50spm)的合金模具,并应添加退火和软化。
- 低硬度材料:优化模具间隙(减少5%-10%)并使用聚氨酯减震器减少反弹。
- 一般建议:通过材料硬度测试(例如Rockwell硬度测试仪)和必要时测试压力来预测过程风险。

如何降低金属冲压的成本?
1.提出准确性并减少废物
高精度设备和技术:
- 采用±0.005毫米超精密加工技术(JS核心技术)降低由大小偏差引起的废料率并降低二级处理成本。
- CAD/CAM系统模拟冲压过程,提前优化模具设计和参数设置,并避免实际生产中的物质浪费。
自动生产和智能检测:自动冲压设备与实时质量控制系统相结合,以减少手动干预错误并提高收率率。
2。材料管理和选择策略
各种材料的适应性:使用JS的金属材料数据库的金属材料数据库(例如不锈钢,铝合金,铜合金等)根据产品性能选择最具成本效益的材料并避免过度设计。
残留物质回收和筑巢技术: 最大化董事会利用率(JS的材料利用率增加了15%-20%)通过智能排版算法,减少角落材料废物,并支持铝和钢等材料的回收。
3。过程效率和快速响应
标准化和模块化设计:提供标准化的金属打孔库(连接器,套管等)以缩短设计交货时间,并且支持客户快速自定义现有模板以降低开发成本。
敏捷生产模式:承诺进行1-2周的标准交付时间(包括复杂订单),并通过精益生产管理和优先计划来减少紧急订单的额外成本。
4。协作设计与过程合作
客户设计的早期干预:这JS团队提供设计前审核服务以优化结构强度,耐受性拟合度和金属打孔的装配可行性,以避免与以后的修改有关的额外成本。
模具共享和生命周期管理:为高频级模具提供长期维护和优化服务,延长模具的寿命(JS模具的平均寿命比行业标准长30%),并稀释单个产品的单位成本。
5。可持续生产降低成本并提高效率
绿色制造认证:通过ISO 14001环境管理系统的实施以及引入节能的冲压设备和可再生润滑剂。
降低过程和物流成本:提供设计冲压表面处理一站式服务(JS集成能力涵盖了整个链),从而消除了中级成本。
JS公司如何确保金属冲压的准确性?
尖端设备和精确加工技术
1。超精密冲压设备
- 配备了德国/日本进口的高精度伺服冲压机,其重复定位精度±0.002mm,支持公差±0.005mm。
- 采用球螺钉,直线导轨等,在传输系统上,减少机械错误,确保硬件打孔的形状和位置公差的稳定性。
2。制造和制造
- CAD集成软件用于模拟冲压过程,优化模具结构(例如凸模清除率,指导准确性),并降低毛刺和变形风险。
- 模具材料由SKD11制成。热处理后,硬度达到HRC60或更高,使用寿命可以达到数百万的冲压周期,确保批量生产的一致性。
智能过程控制系统
1。实时质量监控
- 集成的光学测量系统和自动化设备,打孔大小,平整度,孔精度,自动清除不合格产品的实时测量。
- 通过统计过程控制分析生产数据,对冲压参数(压力,速度,温度)的动态调整以防止批处理偏差。
2。调整材料特性
将最佳材料等级(例如AL6061)和厚度(0.1-5mm)匹配到金属打孔器(例如汽车钣金和电子组件),以避免由于材料延展性不足而反弹或破裂。
完整的质量管理系统
1。ISO 9001和IATF 16949认证
- 严格按照汽车零件的行业标准标准,从原材料存储到成品不存储的时间开始进行100%的测试,其键尺寸的测量精度达到μ水平(0.001mm)。
- 提供生产零件批准过程文档,包括尺寸报告,材料认证和性能测试数据,以确保客户验证安全。
2。反向工程和快速反馈
为了准确的客户反馈,使用坐标测量机进行故障分析,并且改进计划在48小时内提供缩短调试周期。
概括
金属冲压是现代工业的核心技术,它可以有效地将金属板转化为高精度金属邮票。过程流包括设计优化,材料适应,模具制造,冲压生产和后处理,每个步骤都需要严格的公差和变形控制。材料的硬度直接影响模具的磨损,过程调整参数的选择以及成品的质量。
和超精确的超精确冲压设备模具技术完整的流程质量管理系统JS公司确保将金属冲压耐受性控制为±0.005mm,并且材料利用率增加到92%以上。同时,它通过可持续制造实践减少了能源消耗和浪费。为制造提供有效,可靠和成本效益的解决方案,突出了金属冲压在精确制造中的不可替代的作用。

免责声明
此页面的内容仅用于信息目的。JS系列对于信息的准确性,完整性或有效性,没有任何明示或暗示的陈述或保证。不应推断,第三方供应商或制造商将通过Jusheng Network提供的性能参数,几何公差,特定的设计特征,材料质量和类型或做工。这是买家的责任要求零件报价确定这些部分的特定要求。请与我们联系了解更多信息。
JS团队
JS是一家行业领先的公司专注于定制制造解决方案。我们拥有超过5,000多个客户的20多年经验,我们专注于高精度CNC加工,,,,钣金制造,,,,3D打印,,,,注入成型,,,,金属冲压,和其他一站式制造服务。
我们的工厂配备了100多个最先进的5轴加工中心,ISO 9001:2015认证。我们为全球150多个国家 /地区的客户提供快速,高效和高质量的制造解决方案。无论是小体积生产还是大规模定制,我们都可以在24小时内以最快的交付来满足您的需求。选择JS技术这意味着选择效率,质量和专业精神。
要了解更多信息,请访问我们的网站:jsrpm.com
常见问题解答
1.金属冲压需要什么工具?
包括高精度模具,媒体,工具,润滑剂,夹紧设备,质量检查设备等。模具可确保形状的准确性,按压提供打孔压力,工具完成,润滑剂减少摩擦,固定板固定板,测试设备确保尺寸的一致性。
2。什么材料适合冲压?
常见材料包括不锈钢,铝,铜,钢板等。考虑到延展性,腐蚀性和成本要求,应根据产品目的选择厚度(0.1-5mm)和强度。
3.盖章零件需要其他处理吗?
盖章的零件通常需要去除毛刺,抛光或表面处理,以改善外观,耐锈的或功能兼容性。治疗取决于产品的目的,例如,电子组件需要高精度抛光,而汽车零件通常需要反腐蚀涂层。
4.对金属冲压太快的后果是什么?
高速冲压可能会导致材料撕裂或霉菌撞击惯性造成的损害。通常,根据材料的固定性,可将不锈钢冲压速度控制为50-80倍,而铝的渗透率可延伸至120倍。
资源

