

In the field of precision manufacturing, CNC-machining is the core technology to realize complex structure and high precision. , комбинируя Усовершенствованные машины с осью оси с помощью AI-функциональной оптимизации, Ackieves Ackieves Aciefies j.005-hams m. при сокращении производственных затрат на 20%. инженерная команда JS (в среднем более 20 лет опыта) может поддержать весь процесс от обзора документов (такие форматы поддержки, как шаг, IGE, STL и т. Д.) До выбора материала.
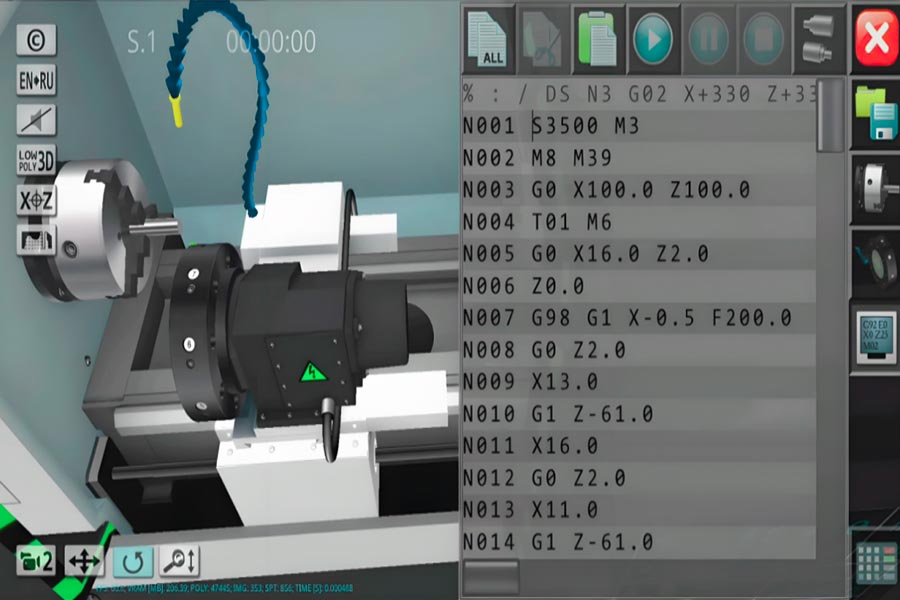
Обработка ЧПУ-это технология, которая автоматически завершает обработку деталей с помощью компьютерного цифрового управления станками, такими как токарные станки и фрезерные машины. Каково определение обработки ЧПУ?
Какие навыки требуются для программирования ЧПУ?
Программирование CNC требует мастерства следующих основных методов, которые используются весь процесс обработки:
- Возможность управлять программным обеспечением для моделирования: Adept при использовании таких инструментов, как SolidWorks, UG, MasterCAM и другие для
- Язык программирования и приложение для инструкций: Материальные характеристики и адаптивность обработки: знакомы с режущими свойствами металлов (например, алюминиевые сплавы, титановые сплавы) и неметаллические материалы (например, Plastics, композиты), выборы типов инструментов и режущие скорости в зависимости от машины в зависимости Требования.
- Process optimization capability: Analyze part structures (such as thin wall, deep hole, etc.), design reasonable processing sequence and cooling plan, reduce deformation and износ инструмента во время процесса макинга.
- Анализ проблем и способность отладки: может быстро определить местонахождение аномалий обработки (например, ошибки размера, дефекты поверхности и т. Д.), Решить проблемы, настраивая параметры или модифицирующие процедуры и обладают способностью реагирования на экстренную возможность на сайте.
- Процедуры и стандарты безопасности и стандарты: Мастерская операция обработки. Ошибки.
Каковы меры предосторожности для конструкции толщины стенки?
1. Толщина стенки равномерна, чтобы избежать деформации
При обработке мельницы неровная толщина стенки может привести к концентрации напряжений и деформации или растрескиванию после фрезерного производства. Во время процесса проектирования следует приложить усилия для поддержания толщины стенки.
2.The minimum wall thickness needs to match the processing capability 3. Стройте сухожилия и оптимизируйте углы перехода 4. Материальные характеристики и адаптация технологии при обработке High-strength materials, such as titanium alloys, require thicker wall thickness to accommodate the cutting force of milling machining, while lightweight materials, such as Алюминиевые сплавы могут быть разбавлены надлежащим образом, но требуют контроля скорости в сочетании с обработкой токарного станка. 5.Shrinkage Скорость и резервирование допусков Casting или точные детали ЧПУ (например, медицинские компоненты) необходимо компенсировать ошибки по размеру с помощью переработки (например, обработка измельчения) и окраивание измельчения 0,02-05 мм должно быть зарезервировано для проектирования.
6.Balance of Tool Path и эффективность обработки " СЛАВНАЯ ДАНКА-LEN = "112" DATA-7B79. ">"> "СЛАВНАЯ ДАНКА-LEN =" 112 "DATA-7B79."> ">" СЛАВНАЯ ДАНКА-LEN = "112" DATA-V-7B79 ">"> "0,0"-LED = "112" DATA-V-7B79. Структуры требуют оптимизации фрезерования Обработка Путь инструмента Чтобы избежать частой замены инструмента. Наручная списка можно использовать для уменьшения нагрузки на глубокую структуру Pavity.
if Дальнейшее измельчение Обработка полировка требуется , точная маржа обработки 0,01-03 мм должна быть зарезервирована в дизайне, чтобы избежать превышения превышения конечной толерантности к конечному размеру. Геометрическая сложность оказывает большое влияние на обработку ЧПУ, особенно на обработке фрезерования и обработке. Необходимо подчеркнуть следующие различия и проблемы: 1. Планирование пути инструментов и эффективность обработки 3.
Каково влияние геометрической сложности на ЧПУ?
- Milling обработка : Speept href = "https://jsrpm.com/cnc-milling"> Требует оптимизации параметров резки или высокоскоростного фрезерования , плоские или обычные поверхности облегчают точность.
- Turning machining: Slender Части вала или тонкостры легко деформируются под силой резки и требуют вспомогательной поддержки, округлость и шероховатость обычных внешних или внутренних отверстий легче контролировать.
- MILLING "0" 226 "DATA-V-7B7939. class = "Предложение" data-translateid = "644833fadbdf227c63a57f07d53894af5" data-pos = "0" data-len = "265" Data-V-7B79C893 = ""> обработка : сложные детали требуют очень точных машин и опытных программистов, значительно увеличение затрат, простые структуры могут снизить затраты с помощью стандартизированных процессов.
- Turning machining: Non-standard irregular parts,such as polygonal sections, require customized fixtures or multiple processes, while standard rotary parts can be quickly массовый продюсер.
- Milling "nefence =" nepence = "nefence =" nefence = "nepence =" nepence = "nepence =" nepence = "nepence =" nepence = "nepence =" "0". data-translateid = "d9fca2760640afcd33cd2df9c2831f06" data-pos = "0" data-len = "191" data-v-7b79c893 = ""> Обработка : комплексные козы href = "https://jsrpm.com/surface-finishing"> требует дополнительной полировки или электрохимической обработки .
- Обработка обработки: точные потоки или спаривание Требуются специализированные инструменты измерения для проверки, в то время как обычные внешние диски могут быть быстро проверены с помощью стоппов.
Традиционное моделирование CAD в зависимости от генеративного дизайна ИИ: могут ли алгоритмы заменить инженерный опыт?
в традиционном моделировании CAD и создании дизайна AI,
2. Ограничения генеративного AI
- Отсутствие опыта обработки: Обработка ЧПУ включает в себя практические впечатления, такие как планирование пути инструмента и настройка параметров резки. Модели, сгенерированные AI могут игнорировать осуществимость обработки (например, интерференция инструмента и концентрация напряжения) и требовать калибровки инженерами.
- Адаптация свойства материала: JS Company обрабатывает более 50 материалов (металлы, композиты и т. Д.) , каждая из них с характеристиками обработки, которые затрудняют для полностью захватывания материалов на Materstror, на Materstrourture, что затрудняет его влияние на Materstr Формирование, полагаясь только на рекомендации по выбору материала от инженеров.
- "in DATA-LEN =" 156 "DATA-V-7B79. Дело, например, 98% заказов были доставлены вовремя, полагаясь на инженеры для регулирования ошибок обработки в режиме реального времени .
3. Проявление совместной ценности
<таблица стиля = "Пограничный коллапс: коллапс; ширина: 100%; ширина границы: 1px; пограничный цвет: #000000;" border = "1">
Практическая логика JS: использование генеративного AI для начального исследования дизайна (например, быстро сгенерирование структур оболочки Multi Version), Генеративный AI может повысить эффективность проектирования, но ядро Обработка ЧПУ Опыт и качество управления управлением должны руководить старшими инженерами. Успех JS демонстрирует, что модель сотрудничества человека-машины (AI Assisted+Persification) является наиболее оптимальным решением для текущего производства.

Какова основная логика оптимизации пути инструмента в многоосной обработке ЧПУ?
1.minimize пустое движение
- Приняв спиральное кормление и циклоидный путь, путь инструмента оптимизируется, чтобы уменьшить время холостого хода в процессе не вырезания.
- JS CORRELATION: JS обещает быстрая доставка через 1-2 недели, с его эффективное время планирования. Точность.
- Скорость подачи в реальном времени и скорость шпинделя корректируется в соответствии с характеристиками материала и нагрузкой на инструмент, эффективностью баланса и поверхностной массой.
- JS CORRELATION: 95% проектов достигают ультрасовременной точности, с ростом на 25% в повторном бизнесе, 3. Нагрузка инструмента и управление жизнью
- Чтобы избежать перегрузки или вибрации, срок службы инструмента может быть расширен путем сглаживания пути и управления осевой глубиной.
- JS CORRELATION: поддержка комплексной металл/композитной обработки с носимыми режущими инструментами и стратегиями оптимизации, что приводит к снижению 20%.
4. Кинематическая адаптация станка
- Согласно характеристикам пять осевых машин, путь предназначен для минимизации помех и улучшения доступности путем максимального использования вращающейся оси.
- Связанный с JS: 5. Оптимизация скорости удаления материала
- С помощью высокоскоростного фрезерования с помощью контурной обработки скорость удаления материала улучшается, и время грубого обработки сокращено.
- JS CORRELATION: Средний срок службы проекта для клиентов был сокращен на 15% из-за эффективного планирования маршрута и выбора материалов (например, эффективная обработка титановых сплавов).
6.
Ограничения процесса и контроль толерантности- Объединение моделирования CAD/CAM, осуществимость этого пути была подтверждена, чтобы убедиться, что соответствует требованиям точности ± 0,005 мм .
- Ассоциация JS: поддерживает импорт стандартных документов, таких как Step/IGE, и инженерная команда обеспечивает жизнеспособность маршрута через более чем 30 ежегодных тренировок.
7. Устойчивая производственная интеграция
- Оптимизировать путь минимизации отходов и уменьшить потребление энергии с помощью энергосберегающего оборудования.
- Меры защиты окружающей среды (например, переработка материалов) и снижение потребления энергии на 20% косвенно отражают эффективность ресурса оптимизации пути.
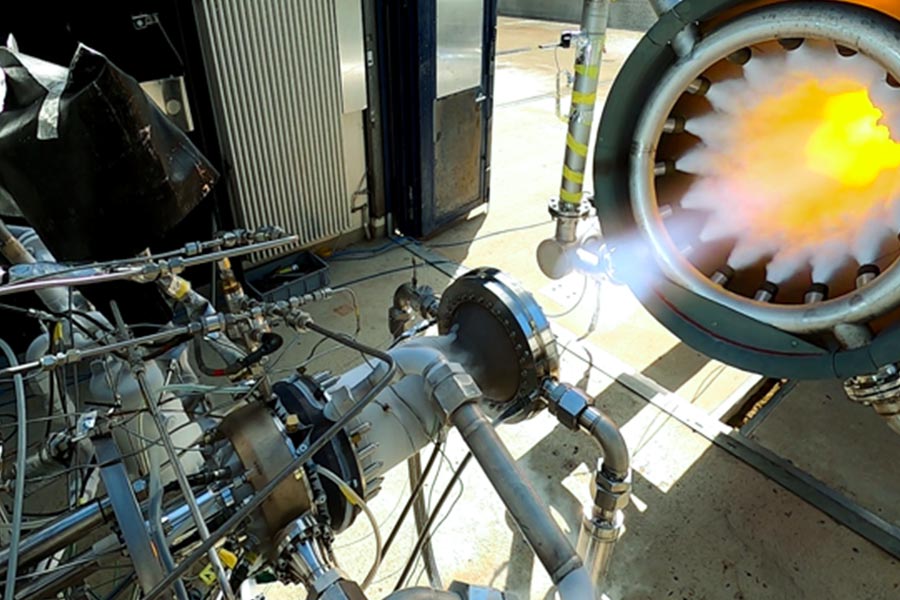
Каковы трудности при обработке нерегулярной охлаждающей камеры ракетного сопла?
Трудности обработки
1. Обработка сложных нерегулярных структур
- Камера охлаждения ракетных сопла обычно имеет сложные геометрические характеристики, такие как тонкая стена, поперечное сечение переменной и небольшие каналы потока. JS Company может эффективно решать эти проблемы с помощью его высокого уровня пять-осевых инструментов .
2. data-translateid="1c8444085f86ba785a63f9910262ac2c" data-pos="3" data-len="51" data-v-7b79c893="">Characteristics of high-temperature alloy materials
- Офраторские материалы с высокой твердостью и плохой теплопроводностью, такие как титановые сплавы, обычно используются в камерах охлаждения. В процессе. и т.д.
- JS Компания использует режущие инструменты с покрытием. 3. Чистота и согласованность внутренних каналов потока
- The interior of the cooling chamber needs to be kept absolutely smooth to avoid fluid resistance, as traditional machining tends to create residual burrs or debris.
- JS company uses high-pressure water jet, electrolytic polishing and other post-processing techniques, and works with CNC online detection system to ensure the interior quality of the cavity complies with aerospace standards.
4.Thermal deformation control
- Long-term hightemperature treatment will lead to thermal expansion of the material, affecting size accuracy. Through constant temperature workshop, real-time temperature compensation algorithm and segmental processing strategy.
- JS company can control the the thermal deformation error to 0.01 mm.
JS company's core advantages
<таблица стиля = "Пограничный коллапс: коллапс; ширина: 100%; ширина границы: 1px; пограничный цвет: #000000;" border="1">Technical capabilities Specific measures Application effect Multi axis precision machining Five axis coupled CNC system to support complex surface machining. The cooling chamber channel is formed in one go to reduce clamping errors. Special material processing Experience in working with high temperature materials, such as Inconel and titanium alloys, with CBN cutting tools. Surface roughness ≤0.8μm, strength loss<3%. Digital quality control Comparison and verification between CMM and CAD. The pass rate is over 98% and the rework rate is down by 70%. Efficient production process Modular programming, automated loading and unloading system. Average distribution cycle reduced to 10-14 working days. Aerospace grade certification Certified by 9001 and AS9100D aerospace quality management system certification. We supply components for SpaceX, Blue Arrow Aerospace and others. Typical cases
JS company uses nickel-based superalloy to forge blank in integral, processing a new type of rocket engine shaped cooling cavity. Through CNC multiaxial machining and electrolytic polishing, the uniform cooling channel with 0.3mm wall thickness is achieved, and the thermal conductivity efficiency improved by 40% and engine thrust by 15%.
How does JS process superhard materials?
1.Special cutting tools and cutting techniques
Using diamond coated tools or cubic boron nitride (CBN) and other ultra-hard tool materials to optimized cutting parameters, such as speed and feed speed, can effectively solve the problem of high hardness of ceramics and cemented carbide, reduce tool wear and improve machining efficiency.
2.High precision CNC machine tools and control systems
With ±0.005mm level ultra high precision machine tools and advanced CNC systems, the processing requirements of complex shapes and strict tolerances such as micrometer level are ensured, satisfying the application requirements of superhard materials in precision components.
3.Customized process plan
Design specialized machining strategies based on material characteristics (such as brittle ceramics vs. high-toughness hard alloys), such as using micro lubrication (MQL) or dry cutting techniques to optimize surface smoothness and avoid material cracking or thermal damage.
4.Integrated cross-material processing experience
Based on the experience of dealing with multiple materials in the past year, the mechanical models and parameters of metal and composite materials processing were transferred to the field of superhard materials, and the processing risks predicted by finite element analysis.
5.Support green manufacturing systems
Energy recovery system and environmentally-friendly coolant circulation technology can reduce energy consumption and pollution in superhard materials processing. At the same time, it can be used automatically to reduce material loss to a minimum, in line with its sustainable improvement target of 20%.
Summary
In CNC machining, the core of design and engineering considerations lies balance precision, material properties and process feasibility. From the structure optimization of machining mill to tool path planning of CNC machining, every step needs to be focused on tolerance control, material strength and machining efficiency. JS Precision Manufacturing integrates multi-axis coupling technology, specialized cutting tools and AI-driven process optimization to successfully solve the processing challenges of superhard materials such as ceramics and cemented carbide. Its ±0.005mm level accuracy and 98% on-time delivery rate confirm the importance of design, engineering and manufacturing integration.

Disclaimer
The content on this page is for general reference only. JS Series makes no express or implied warranties regarding the accuracy, timeliness, or applicability of the information provided. Users should not assume that the product specifications, technical parameters, performance indicators, or quality commitments of third-party suppliers are completely consistent with the content displayed on this platform. The specific design feature, material standards, and process requirements of the product should be based on the actual order agreement. It is recommended that the purchaser proactively request a formal quotation and verify product details before the transaction. For further confirmation, please contact our customer service team for professional support.
JS Team
JS is an industry leading provider of customized manufacturing services, dedicated to providing customers with high-precision and high-efficiency one-stop manufacturing solutions. With over 20 years of industry experience, we have successfully provided professional CNC machining, sheet metal manufacturing, 3D printing, injection molding, metal stamping and other services to more than 5000 enterprises, covering multiple fields such as aerospace, medical, automotive, electronics, etc.
We have a modern factory certified with ISO 9001:2015, equipped with over 100 advanced five axis machining centers to ensure that every product meets the highest quality standards. Our service network covers over 150 countries worldwide, providing 24-hour rapid response for both small-scale trial production and large-scale production, ensuring efficient progress of your project.
Choosing JS Team means choosing manufacturing partners with excellent quality, precise delivery, and trustworthiness.
For more information, please visit the official website: jsrpm.comFAQs
1.How to optimize tool path and reduce vibration?
The tool path is optimized by increasing the step distance, using spiral/cycloid cutting, adjusting the cutting direction to disperse the cutting force, maintaining the cutting load the same, avoiding the concentration of resonance point, and using axial layered cutting to reduce vibration.
2.What should I do if thin-walled parts are prone to deformation?
When thin-walled parts are easy to deform during processing, the cutting force and vibration can be reduced by segmental cutting, decreasing feed speed, increasing support fixtures or vacuum suction clamping fixture, and optimizing tool paths to maintain uniform force distribution.
3.What are the key points of daily maintenance for CNC machine tools?
Clean and lubricate machine tool daily, regularly calibrate coordinate system and tools, check coolant and fixture status, ensure system stability and machining accuracy.
4.Do complex surfaces require multi axis machine tools?
Multi-axis machine tools are needed for complex surface machining because they can be used for multi-angle connecting rod cutting to ensure accuracy and efficiency and avoid multiple clamping errors.
Resources

