

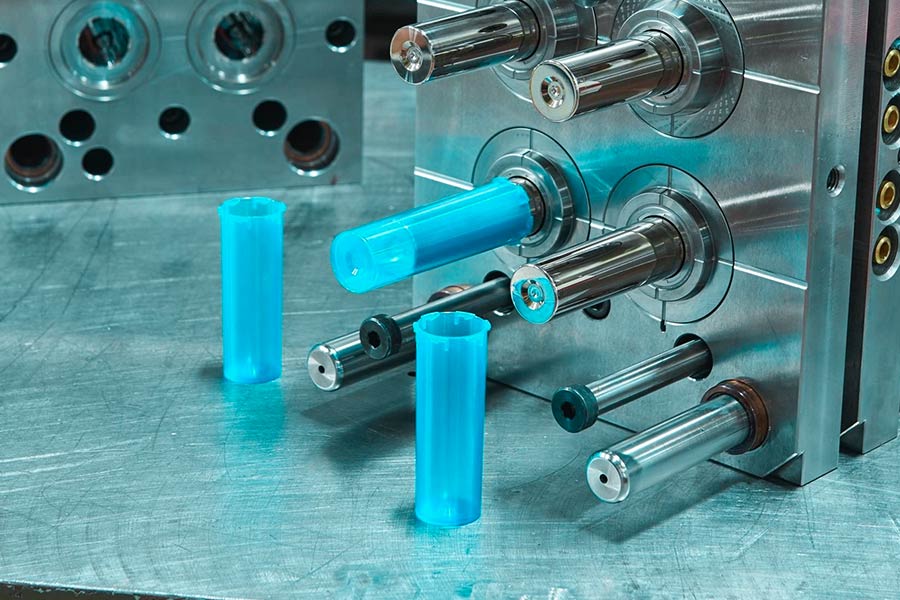
射出成形、現代産業の意味の典型的な代表として。これは、高圧下でポリマー溶融材料を精密型に注入し、冷却および固化して複雑な成分を形成する大量生産プロセスです。そのコアは、温度、圧力、充填速度、その他のパラメーターの正確な制御を通じて、寸法精度と表面質量、さらにはミクロンスケールを達成するために、成形注入の熱力学的メカニズムをメカニクス特性と組み合わせることです。
グローバル製造の高効率と知性への変換により、モールディングテクノロジーは、伝統的なフレームワークを通じて壊れ、 
射出成形の背後にある科学は何ですか?
soltis of sold of molten polymer材料のca ca Ca Cabialyのinjulimeの成形は熱力学、流体力学、材料科学。
1。 data-translateId = "dd2a4bfdce2c81292b7504fb9d0d355b" data-pos = "3" data-len = "21" data-v-7b79c893 = ""> 際に indection-moldingプロセス温度とともに指数関数的に変化します。
溶融空洞の溶融物質の流れは、非ニュートン流体特性の特性に従っており、href = mfi = 20-30g/10分)。溶融線の強度の低下を避けるために、溶融物の前面が層流モードで均等に満たされることを保証します。
射出成形の最終特性は、材料の微細構造の進化に依存します。 金型センサーによるリアルタイムの変動、プロセスパラメーターは最適化でき、 car bumper parts の許容範囲は±0.1mm。
modern indection-moldingテクノロジー 射出成形は、最新の製造業のコアテクノロジーの1つです。 1。 data-translateID = "20AF202511DE5702643441745E4561E5" data-pos = "3" data-len = "31" data-v-7b79c893 = "" "> designation
顧客は、STL、PDFなどでCAD図面を送信する必要があります。 Data-TranslateID = "2B7C80C28F8AA72145C028DA54BA4B9D" data-pos = "75" data-len = "165" data-v-7b79c893 = "" href = "https://jsrpm.com/about-us"> jsチームは、製品構造の実現可能性を評価し、最適化の提案を行うために、特殊なソフトウェアを通じてシミュレーション分析を実施します。 材料の選択:輸入された高品質の鋼(例:H13、S136)、100万サイクル以上の型。
Data-TranslateID = "EFC24F7A3478BCF22D372950B8381F22" data-pos = "0" "len =" 3 "data-v-7b79c893 =" " data-translateId = "6b8da533286110f43d91d1db00d6591a" data-pos = "3" data-len = "35" data-v-7b79c893 = "">
温度管理:i noctionモールディングマシンのノズル温度は、 +20°Cの材料融点に設定され、カビの温度(±1°Cの変動)は正確に制御されます。
圧力調節: data-translateId = "d06d8cac7a796b8991b87a3af63bcacf" data-pos = "0" data-len = "3" data-v-7b79c893 = "">
モールディングデザインは、プラスチック成形の礎 s の基礎です。その本質は、生成 m olding p プラスチックモールディングの分野では、金型設計の品質により、製品のサイズの精度、表面品質、生産コストが直接決定されます。 JS Companyは、 m olding d esign。 ダイキャビティ、フローチャネル、冷却システムのモデリングと最適化モデリングプラスチックのモデリングの流動性と収縮率に応じて。 2。 data-len = "78" data-v-7b79c893 = ""> 材料選択:鋼鉄には硬度と耐熱性のバランスが必要です。 href = "https://jsrpm.com/surface-finishing"> jsは地表窒素治療技術を使用して100万サイクル以上に増加し、顧客の長期生産コストを削減します。
3。 data-len = "235" data-v-7b79c893 = ""> 精密機械加工: 2。 data-len = "152" data-v-7b79c893 = ""> マルチ材料適応: didedial colutions that Support solutions this alastomers(E.g) TPU、シリコン)。 3。 data-len = "198" data-v-7b79c893 = ""> 持続可能な製造: 1。 Data-TranslateID = "8A0A217B2E3D9B7A6D7BCB4F262D2951" DATA-POS = "3" DATA-LEN = "13" Data-V-7B79C893 = ""
2。材料の選択 3。 data-translateid = "7bba5d6319992086490bc09b42bf26db" data-pos = "3" data-len = "47" data-v-7b79c893 = ""> インテリジェント加工システムの構築: 5軸リンケージCNC CNC機械工具モールドライン測定頻度は、コントロールされています。 5%。 4. Smart Monitoring and cost optimization solution 5. Balance Strategy Summary Table JS Company Practice Case: Division of functions among core components 1.Injection unit Function: Heat and melt solid plastic particles and inject mold cavity under high pressure (50-200MPa). Key technologies: 2.Mold closing system Function: Provide sufficient locking force (such as JS model up to 1200 tons) to prevent injection molds from cracking under pressure and complete opening and closing action of injection molds. Key technologies: 3.Control system Function: Coordinate the timing and sequence of injection molding, compression, cooling, mold opening, etc. to ensure the stability of process parameters. Key technologies: Collaboration of the three main components 1.Mold closing stage 2.Injection stage 3.Cooling and mold opening 1.Intelligent screening and matching 2.Performance visualization comparison 3.Industry certification and compliance 4.Advantages of JS Material Database Injection molding realizes efficient transformation of plastic particles into complex components, and its technical value is reflected not only in the ultimate exploration of material properties, but also in the deep fusion of molding design and injection-molding processes. Through intelligent parameter control, modular mold development and digital production process, injection molding not only reduces the cost, but also endows the product with higher accuracy and reliability. In the future, with the improvement of algorithm optimization and automation level, injection molding technology will continue to push the boundaries and become a key force driving product innovation and industrial upgrading. このページの内容は情報目的のみです。サードパーティのサプライヤーまたはメーカーがJushengネットワークを介して提供するパフォーマンスパラメーター、幾何学的許容範囲、特定の設計機能、材料品質と種類または仕上がりがあると推測すべきではありません。これはバイヤーの責任ですこれらの部分の特定の要件を決定するために、パーツの引用を求めてください。
jsは業界をリードする会社ですカスタム製造ソリューションに焦点を当てています。 5,000人以上の顧客にサービスを提供している20年以上の経験により、高精度 cnc machining 、 1.How important is mold design? Mold design directly influences the shape, dimension accuracy and surface quality of the product. Good design can reduce shrinkage and deformation and improve production efficiency. 2.How to choose the right plastic material? Materials such as ABS (durable) and silicone (soft) for sealing ring are selected according to product usage. Material performance determines processing temperature and finished product performance. 3.How do injection molding machines work? The injection molding machine melts plastic particles by heating them and then injects them into the mold at high pressure. Once cooled, open the mould and remove the finished product. Its core components include injection unit, mold clamping system and control system. 4.How to reduce pollution during injection molding process? Plastic injection molding can be effectively reduced by adopting recycled plastics (e.g. PCR materials), optimizing process parameters, reducing waste, installing exhaust gas filtration devices, adopting heat flow systems and reducing raw material losses. 射出成形は徐々に実行されますか?
金型設計とは?
寿命と射出型のコストのバランスをとる方法
シーン
マテリアルタイプ
lifespan(10,000サイクル)
コストの割合
automotive precisionコンポーネント
インポートH13スチール
80-120
high(30%-40%)
Daily Shell
硬化ツールスチール
30-50
medium(20%-30%)
医療シリコンコンポーネント
シリコン固有の合金鋼
50-80
high(35%-45%)
<テーブルスタイル= "境界線崩壊:崩壊;幅:100%;境界線:1px;境界線:#000000;" border = "1">
Scheme
Initial cost
Lifespan (10,000 cycles)
One time cost
Standard mold
20
$0.25
JS optimization plan
$8,000
50
$0.16
コア要素
Balance measures
Typical effect
Design optimization
Modular design, CAE simulation.
Reduce development cycle by 30% and maintenance by 10%.
マテリアル選択
Graded material selection+surface treatment.
Increase lifespan by 2-3 times, reduces long-term costs by 15-20%.
Manufacturing process
High speed machining+hot runner technology.
Process efficiency increased by 20% and yield rate exceeded 98%.
Maintenance
Monitoring+preventive maintenance
Reduce downtime by 60% and extend service life by over 20%.
How do the core components of an injection molding machine work together in terms of their respective functions?

How can JS material database help customers shorten the material selection cycle?
dimension
Pain points of traditional material selection
JS database solution
Efficiency
Manual data retrieval takes 3-5 days.
Initial screening of materials completed in 10 minutes.
Accuracy
Reliance on experience judgment, prone to error.
Double validation of data and simulations with error rate of less than 5%.
Cost
High cost of trial and error (material waste+mold modification).
Virtual testing reduces physical experiment costs by 80%.
Compliance
Verification standards are subject to verification on a case-by-case basis.
Direct labelling of compliance labels to avoid legal risk.
Summary

免責事項
jsチーム
FAQs
Resources

