Quelles sont les principales considérations de conception et d'ingénierie dans l'usinage CNC?
Écrit par
GloriaJS
Publié
May 08 2025
Usinage CNC
Suivez-nous
Dans le domaine de la fabrication de précision, cnc-machining est la technologie principale pour réaliser la structure du complexe et le haut précision . Successful design and engineering planning require collaborative consideration from several Dimensions telles que le contrôle de la tolérance de sélection des matériaux et l'optimisation de la structure géométrique. For example, thin-walled members need to balance strength and Le risque de déformation et le traitement multiaxial doivent correspondre aux chemins d'outils pour améliorer l'efficacité.
En combinant Advanced Multi-axis Machine Tools avec une accroissement de processus conduit, JS ACCUNATE 95% des projets tout en réduisant les coûts de production de 20%. ""> " Composants ou composant en plastique de qualité médicale, L'équipe d'ingénierie de JS (avec une moyenne de plus de 20 ans d'expérience) peut prendre en charge l'ensemble du processus de la révision des documents (formats de support tels que Step, IgE, STL, etc.) à la sélection des matériaux.
Quelle est la définition de l'usinage CNC?
L'usinage CNC est une technologie qui complète automatiquement l'usinage des pièces au moyen du contrôle numérique informatique d'outils de machine tels que des tours et des machines à mouler. Unlike traditional manual operation, CNC systems can control tool Les chemins, la vitesse et la vitesse d'alimentation précisément par des instructions préprogrammées, ce qui améliore considérablement l'efficacité et la cohérence de l'usinage. pour l'exemple, dans le lathe, pour l'exemple, dans LATHE-V-V-7B79C893 = "> pour l'exemple, dans LATHE, La technologie CNC peut réaliser l'usinage de contour complexe des pièces rotatives , telles que les parties de l'arbre ou la surface précise du cercle extérieur, tout en réduisant l'erreur humaine.
Quelles compétences sont requises pour la programmation CNC?
La programmation CNC nécessite la maîtrise des techniques de base suivantes, qui sont utilisées l'intégralité du processus d'usinage:
Capacité à utiliser le logiciel de modélisation: apte à utiliser des outils tels que SolidWorks, UG, mastercam et autres à générer des modèles 3D et traditionne-t-il dans la machine-réservoir code . In order to ensure that the machining parameters are consistent with the Intention de conception, il est nécessaire de comprendre la logique et les fonctions de simulation d'usinage de la génération du chemin d'outil.
Capacité d'analyse et de débogage des problèmes: Peut localiser rapidement des anomalies d'usinage (telles que les erreurs de taille, les défauts de surface, etc.), les problèmes de solve en ajustant les paramètres ou des procédures de modification, et ont une capacité d'intervention d'urgence sur site.
2. L'épaisseur minimale de la paroi doit correspondre à la capacité de traitement
Machinage de lathe nécessite un diplôme concentrique élevé pour les pièces à walled famines. Une épaisseur de paroi minimale ≥ 0,5 mm est généralement recommandée.
Massage de broyage est affecté par l'abrasion de la roue, la paroi fine est facile à déformer, un espace de moins de 0,3 mm doit être réservé.
3.Les tendons et optimiser les coins de transition
L'ajout de renforcement à l'usinage des moulins peut améliorer la rigidité locale, mais il est nécessaire d'éviter la conception, afin de ne pas rendre difficile de retirer les puces.
ajouter r = 0,5 mm ou plus les coins arrondis sur les murs intérieurs et extérieurs pour réduire la concentration de contrainte des outils pendant l'usinage de broyage.
4. Caractéristiques de la suppression et adaptation technologique dans le traitement
Les matériaux à haute résistance, tels que les alliages de titane, nécessitent une épaisseur de paroi plus épaisse pour accueillir la force de coupe de Millining > la force de coupe de Milling Les matériaux, tels que les alliages en aluminium, peuvent être dilués de manière appropriée mais nécessitent un contrôle de vitesse en combinaison avec l'usinage du tour.
6.Afficacité du chemin d'outil et de l'efficacité de traitement
Complex wall Les structures d'épaisseur nécessitent Optimisation of the Milling Machinage Chemin d'outil Pour éviter le remplacement fréquent des outils. La découpe hélicoïdale peut être utilisée pour réduire la charge d'outils dans une structure de cavité profonde.
7. Changements dimensionnels après traitement de surface
If Plus loin machining polishing is required, a precision machining margin of 0.01-0.03mm shall be reserved in the design to avoid exceeding the final size tolerance.
Quel est l'impact de la complexité géométrique sur CNC?
La complexité géométrique a un grand impact sur l'usinage CNC, en particulier dans l'usinage et le lathe d'usinage. Les différences et défis suivants doivent être soulignés:
1. Planification du chemin d'outil et efficacité d'usinage
Milling machining: Complex surfaces or irregular structures require multi-axis coupling (e.g. five-axis machine tools) or complex tool path programming, which greatly increases processing time, simple geometric shapes can be quickly achieved Utilisation de machines-outils à trois axes.
Turnf> Machin> Machin Un luminaire ou un luminaire spécial est requis pour les pièces non rotariennes ou de l'arbre de pas, tandis que les structures cylindriques / coniques ordinaires sont efficaces pour la coupe continue.
2. Sélection des outils et contrôle d'usure
Milling Machining : des formes complexes (telles que des tranches profondes et des murs minces) nécessitent des outils de diamètre stimulant qui sont en profondeur et des vitesses et des vitesses profondes et des murs minces) être remplacé fréquemment. Les grands outils de coupe peuvent améliorer les contours simples pour améliorer l'efficacité d'élimination des matériaux.
Machinage de virage: les contours complexes (tels que les threads et les arbres à cames) nécessitent des outils de mise en forme ou plusieurs canaux, tandis que les pièces de l'axe lumineuses ne nécessitent que des outils de coupe standard, de sorte que les outils durent plus longtemps.
3. Précision du traitement et qualité de surface
Milling Machinage : Structures siders ou suspension abruptes que les modèles vibration href = "https://jsrpm.com/cnc-illing"> nécessitent une optimisation des paramètres de coupe ou du fraisage à haute vitesse , les surfaces plates ou régulières facilitent la précision.
Turning machining: L'arbre mince ou les pièces à parois minces sont faciles à déformer sous la force de coupe et nécessitent un support auxiliaire, la rondeur et la rugosité des trous extérieurs ou intérieurs conventionnels sont plus faciles à contrôler.
4. Traitement les coûts et la faisabilité
Milling Machinage : les pièces complexes nécessitent des machines-outils très précises et des programmeurs expérimentés, des coûts considérablement, des structures simples peuvent réduire les coûts par le biais de processus standardisés.
Turning machining: Non-standard irregular parts,such as polygonal sections, require customized fixtures or multiple processes, while standard rotary parts peut être rapidement produit en masse.
la structure est simple et peut être rédigée-v-7b79c893 = ">" directement.
Tourning Machinage: Fiffiter de précision ou surfaces d'accouplement nécessitent des outils de mesure spécialisés pour l'inspection, tandis que les jantes extérieures conventionnelles peuvent être inspectées rapidement avec les arrêts.
Modélisation CAO traditionnelle vs conception générative de l'IA: les algorithmes peuvent-ils remplacer l'expérience de l'ingénieur?
In the traditional CAD modeling and generating AI design comparison, algorithms cannot completely replace the experience of engineers, especially in the field of machining CNC, les deux doivent se compléter. le suivant sera analysé, applications, applications, applications, applications, applications, applications, applications, applications, applications, applications, applications, applications, applications, APPLICATIONS, APPLICATIONS, et APPLICATIONS, APPLICATIONS ET APPLICATIONS ET APPLICATIONS ET APPLICATE Pratiques:
1. Comparaison des compétences de base
dimension
Modélisation traditionnelle de CAO
conception générative de l'IA
JS Practice de l'entreprise
Logique de conception
Modèle d'ingénieurs à la main selon les lois de la physique et de l'expérience.
L'intelligence artificielle génère des conceptions via des algorithmes et s'appuie sur les données d'entraînement pour la correspondance des modèles.
Les ingénieurs JS utilisent l'expérience CAO pour optimiser les solutions de sortie AI.
Contrôle de précision
Tolérances de ± 0,005 mm (95% dans les cas JS).
L'intelligence artificielle génère des conceptions via des algorithmes et s'appuie sur les données d'entraînement pour la correspondance des modèles.
JS compense les risques de traitement des conceptions générées par l'AI par expérience d'ingénierie.
Amélioration de l'efficacité
Les structures complexes nécessitent des itérations plus longues.
Manque d'expérience d'usinage: l'usinage CNC implique des expériences pratiques telles que la planification du chemin d'outil et le réglage des paramètres de coupe. Modèles générés par Ai peut ignorer la faisabilité de l'usinage (comme l'ingérence de l'outil et la concentration de contrainte) et nécessiter l'étalonnage par les ingénieurs.
98% des commandes ont été livrées à temps, en s'appuyant sur les ingénieurs pour ajuster les erreurs de traitement en temps réel . Actuellement, AI ne peut pas répondre dynamiquement aux variables telles que l'état de machine-outil, la température ambiante et la température et et et et non dynamiquement répondent dynamiquement aux variables telles que l'état de la machine-outil, la température ambiante et et et actuellement, AI ne peut pas répondre dynamiquement aux variables telles que l'état de machine-outil, la température ambiante et et et et Actuellement, AI ne peut pas répondre dynamiquement aux variables telles que l'état de la machine-outil, la température ambiante et et et et Actuellement, AI ne peut pas répondre dynamiquement aux variables telles que l'état de machine-outil, la température Ambit humidité.
3.La manifestation de la valeur collaborative
étape par étape
Le rôle de l'IA
Le rôle des ingénieurs
Résultats du cas JS
conception conceptuelle
Générez plusieurs solutions pour raccourcir le cycle (par exemple, JS réduit le temps de conception de 15%).
Choisissez une solution qui répond à la logique de traitement.
Les projets clients ont été achevés en moyenne de 15% en avance sur le calendrier.
Optimisation
La combinaison des paramètres de coupe est recommandée.
Précision ± 0,005 mm (taux de conformité JS à 95%).
Contrôle des coûts
Fournir des conseils de conception légers.
Vérifiez les coûts de fabrication et d'équilibre.
Aide aux clients à réduire les coûts de fabrication de 20%.
Breakthrough
Explorez les possibilités des structures non traditionnelles.
Évaluez la faisabilité de la production de masse et améliorez la conception.
Generative AI can improve design efficiency, but the core of Usinage CNC L'expérience et le contrôle de la qualité doivent être dirigés par des ingénieurs seniors. Le succès de JS démontre que le modèle de collaboration humain-machine (AI assisté + vérification manuelle) est la solution la plus optimale pour la fabrication actuelle.
Quelle est la logique centrale de l'optimisation du chemin d'outil dans l'usinage multi-axe CNC?
1.MINIMIME le mouvement vide
En adoptant l'alimentation en spirale et le chemin cycloïde, le chemin d'outil est optimisé pour réduire le temps d'inactivité dans le processus de non-coupe.
La vitesse d'alimentation en temps réel et la vitesse de broche sont ajustées en fonction des caractéristiques des matériaux et de la charge des outils, de l'efficacité de l'équilibre et de la masse de surface.
Selon les caractéristiques de la machine-outil à cinq axes, un chemin est conçu pour minimiser les interférences et améliorer l'accessibilité en faisant une utilisation maximale de l'axe de rotation.
5. Optimisation du taux d'élimination des matériaux
Au moyen de l'usinage des contour de broyage à grande vitesse, le taux d'élimination des matériaux est amélioré et le temps d'usinage rugueux est raccourci.
JS Corrélation: la durée de vie moyenne du projet pour les clients a été raccourcie de 15% en raison de la planification efficace des itinéraires et de la sélection des matériaux (par exemple, le traitement efficace des alliages de titane).
6. contraintes de processus et contrôle de la tolérance
JS Association: prend en charge l'importation de documents standard tels que Step / IGES, et l'équipe d'ingénierie assure la viabilité de l'itinéraire à travers plus de 30 sessions de formation annuelles.
7. Intégration de fabrication durable
Optimiser le chemin de minimisation des déchets et réduire la consommation d'énergie énergétique en utilisant des équipements d'économie d'énergie.
Ses mesures de protection de l'environnement (telles que le recyclage des matériaux) et une réduction de 20% de la consommation d'énergie reflètent indirectement l'efficacité des ressources de l'optimisation du chemin.
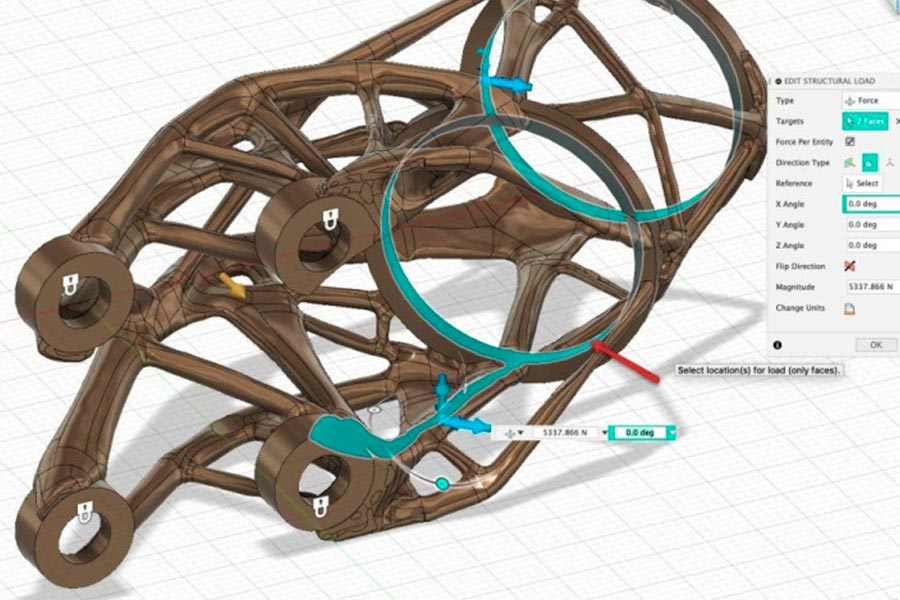
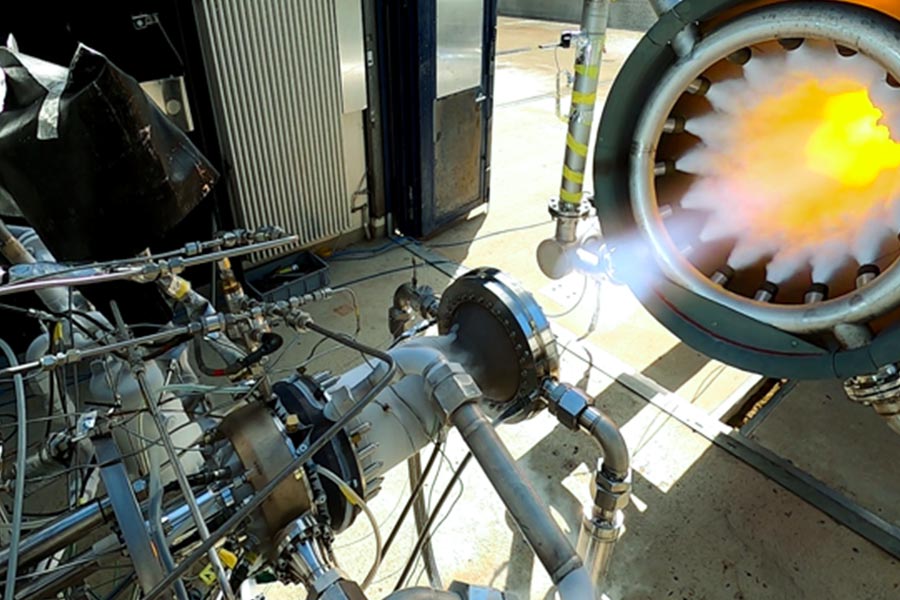
Quelles sont les difficultés de traitement de la chambre de refroidissement irrégulière de la buse de fusée?
Difficultés de traitement
1. Traitement des structures irrégulières complexes
La chambre de refroidissement de la buse de fusée a généralement des caractéristiques géométriques complexes telles que la paroi mince, la section transversale variable et les petits canaux d'écoulement. Traditionnel CNACHIN défauts de qualité de surface. Les besoins de la voie des données de l'achie-79c893 = "> pour être excités pour les Data-V-79C893 ="> Les besoins de la PARD-V-V-79C893 = "> Data pour les données ACHEV-79C893 ="> Les besoins de la PARD-V-V-79C893 = "> Couplage multiaxis, comme l'usinage à cinq axes.
2. Data-TranslateID = "1C8444085F86BA785A63F9910262AC2C" Data-Pos = "3" Data-Len = "51" DATA-V-7B79C893 = "> Caractéristiques des matériaux Alloy à haute température
Les matériaux réfractaires avec une dureté élevée et une mauvaise conductivité thermique, tels que les alliages de titane, sont couramment utilisés dans les chambres de refroidissement. dans le processus, it, issu pour consommer un usure de data etc.
La société JS utilise des outils de coupe en revêtement professionnel Pour assurer la stabilité du traitement par optimisation par des paramètres tels que la vitesse de coupe et la vitesse de coupe. La prévision du traitement peut être ± 0.005mm," satisfaisant les exigences de tolérance stricte.
3. Propre et cohérence des canaux d'écoulement internes
L'intérieur de la chambre de refroidissement doit être gardé absolument lisse pour éviter la résistance au fluide, car l'usinage traditionnel tend à créer des bavures résiduelles ou des débris.
JS La société utilise un jet d'eau à haute pression, Electrolytic Polishing and Other Processeing Techniques , et fonctionne avec le système de détection CNC en ligne pour CNC pour le système de détection en ligne pour CNC pour le système de détection CNC pour CNC pour le système de détection CNC pour le CNC pour CNC en ligne pour href = "https://jsrpm.com/industry/aerospace"> Assurer que la qualité intérieure de la cavité est conforme aux normes aérospatiales .
Le traitement à long terme de HighterMatradra conduira à une expansion thermique du matériau, affectant la précision de la taille. à travers des moments de température constants, les temps de données de données de données de données constant, les temps de réduction des temps Algorithme et stratégie de traitement segmentaire.
JS Company peut contrôler l'erreur de déformation thermique à 0,01 mm.
Design specialized machining strategies based on material characteristics (such as brittle ceramics vs. high-toughness hard alloys), such as using micro lubrication (MQL) or dry cutting techniques to optimize surface smoothness and avoid material cracking or thermal damage.
Energy recovery system and environmentally-friendly coolant circulation technology can reduce energy consumption and pollution in superhard materials processing. At the same time, it can be used automatically to reduce material loss to a minimum, in line with its sustainable improvement target of 20%.
Summary
In CNC machining, the core of design and engineering considerations lies balance precision, material properties and process feasibility. From the structure optimization of machining mill to tool path planning of CNC machining, every step needs to be focused on tolerance control, material strength and machining efficiency. JS Precision Manufacturing integrates multi-axis coupling technology, specialized cutting tools and AI-driven process optimization to successfully solve the processing challenges of superhard materials such as ceramics and cemented carbide. Its ±0.005mm level accuracy and 98% on-time delivery rate confirm the importance of design, engineering and manufacturing integration.
Disclaimer
The content on this page is for general reference only. JS Series makes no express or implied warranties regarding the accuracy, timeliness, or applicability of the information provided. Users should not assume that the product specifications, technical parameters, performance indicators, or quality commitments of third-party suppliers are completely consistent with the content displayed on this platform. The specific design feature, material standards, and process requirements of the product should be based on the actual order agreement. It is recommended that the purchaser proactively request a formal quotation and verify product details before the transaction. For further confirmation, please contact our customer service team for professional support.
We have a modern factory certified with ISO 9001:2015, equipped with over 100 advanced five axis machining centers to ensure that every product meets the highest quality standards. Our service network covers over 150 countries worldwide, providing 24-hour rapid response for both small-scale trial production and large-scale production, ensuring efficient progress of your project.
Choosing JS Team means choosing manufacturing partners with excellent quality, precise delivery, and trustworthiness. For more information, please visit the official website: jsrpm.com
FAQs
1.How to optimize tool path and reduce vibration?
The tool path is optimized by increasing the step distance, using spiral/cycloid cutting, adjusting the cutting direction to disperse the cutting force, maintaining the cutting load the same, avoiding the concentration of resonance point, and using axial layered cutting to reduce vibration.
2.What should I do if thin-walled parts are prone to deformation?
When thin-walled parts are easy to deform during processing, the cutting force and vibration can be reduced by segmental cutting, decreasing feed speed, increasing support fixtures or vacuum suction clamping fixture, and optimizing tool paths to maintain uniform force distribution.
3.What are the key points of daily maintenance for CNC machine tools?
Clean and lubricate machine tool daily, regularly calibrate coordinate system and tools, check coolant and fixture status, ensure system stability and machining accuracy.
4.Do complex surfaces require multi axis machine tools?
Multi-axis machine tools are needed for complex surface machining because they can be used for multi-angle connecting rod cutting to ensure accuracy and efficiency and avoid multiple clamping errors.
Expert en prototypage rapide et fabrication rapide
Spécialiser dans l'usinage CNC, l'impression 3D, la coulée d'uréthane, l'outillage rapide, le moulage par injection, la coulée de métal, la tôle et l'extrusion.