

Fabricación de chapa metálica es la tecnología de fabricación central que convierte las láminas de metal en componentes funcionales a través de la corte bendecitos de metales y ensamblado. La elección de materiales determina directamente los escenarios de rendimiento, costo y aplicación del producto. La chapa galvanizada, la chapa de aluminio y el acero inoxidable son los tres sustratos principales. La capa de zinc de la superficie de chapa galvanizada ampliamente utilizada en los electrodomésticos y las industrias de automóviles a través de su efectiva riega, fuerza y economía. Aluminio La chapa tiene las ventajas de peso ligero, resistencia a la corrosión y alta conductividad térmica y se ha convertido en el radiador preferido para los productos aeroespaciales y electrónicos. Por otro lado, el acero inoxidable es dominante en equipos químicos y dispositivos médicos debido a su alta temperatura y resistencia a la corrosión.
Además, los materiales especiales como las aleaciones de cobre y titanio ofrecen diferentes propiedades para necesidades específicas, como conductividad, resistencia o biocompatibilidad. Selección y coincidencia razonable de Los parámetros del proceso de flexión son requisitos previos clave para garantizar la función y la economía de las piezas de chapa.
¿Qué es la fabricación de chapa?
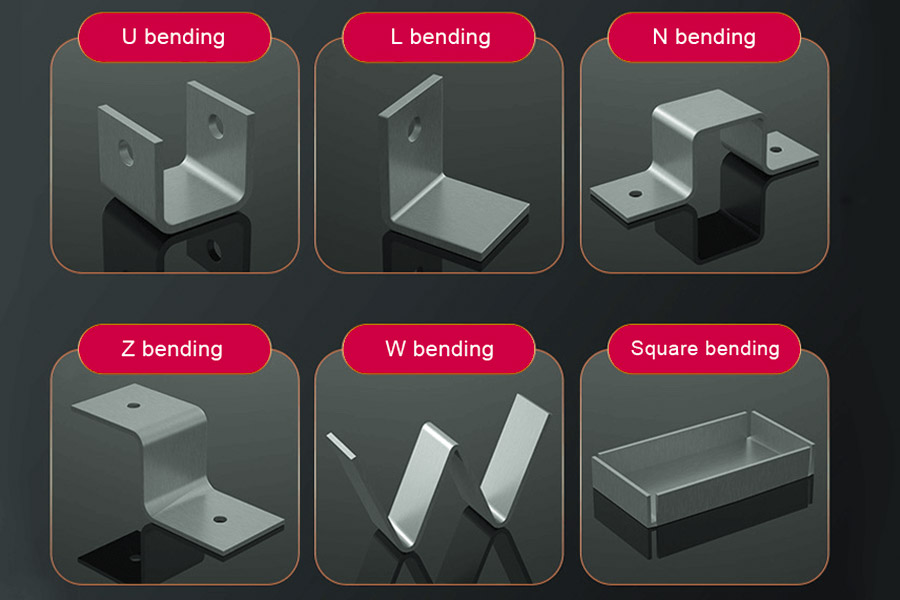
El proceso de corte determina la forma inicial del material , y doblar la lámina de metal es un paso clave para dar un componente tiene una estructura tridimensional, que requiere un control preciso de ángulo de ángulo de la radiación para evitar la tensión o la tensión clave. ">"> ">"> "proceso de ensamblaje posterior puede involucrarse Conexiones o soldadura de pernos para garantizar la funcionalidad y estabilidad del ensamblaje. equilibra la eficiencia de la producción en masa con la flexibilidad de la personalización de lotes pequeños , lo que lo hace particularmente adecuado para escenarios de aplicación que requieren iteración rápida o geometría compleja. "A Optimización del diseño de moho , aplicando equipos de automatización y llevando a cabo inspecciones estrictas de calidad, el procesamiento de chapa de metal puede equilibrar la precisión y el costo, y convertirse en una de las tecnologías fundacionales indispensables en la fabricación moderna.
¿Qué materiales se usan comúnmente en la fabricación de chapa?
1. galvanized hoja metal
capa galvanizada superficial, excelente capacidad de prevención de óxido, rendimiento de alto costo. refrigerador, aires acondicionados , construyendo vallas, techo y Carsis de automóviles .
2. Aluminio lámina de metal
, Electronics (disipadores de calor, placa de retroceso del teléfono) y paquetes) .
3.mádico de acero inoxidable
La aleación de cromo tiene las características de resistencia a la alta temperatura, ácido y corrosión alcalina. Se usa comúnmente en equipos químicos, Dispositivos médicos , utensilios de cocina e ingeniería de decoración de alta gama.
4.popper aley lhead metal
5. titanium hoja metal
¿Cuáles son las ventajas y desventajas del metal de acero galvanizado?
1.Excellent Rust Prevention Performance
recubrimiento de zinc en la superficie de la clasificación de acero galvanizado
Cuando Uso de la tecnología de mecanizado en frío como la flexión de metal de la hoja , acero galvanizado Metal tiene una alta ductilidad y es fácil de procesar en forma compleja. Mantiene la superficie protegida .
3.economía y practicidad
Metal tiene costos más bajos y un mantenimiento más bajo que los materiales de alta gama como el acero inoxidable, lo que lo hace adecuado para aplicaciones industriales a gran escala como Vestimas de electrodomésticos y estructuras de estantes.
4. Protección y reciclaje aambiental
1. Alto costo inicial
2.creal con restricciones
durante la flexión de la hoja de metal , si el radio de flexión es pequeño o operado inadecuado, la capa galvanizada puede crack o caída de metal. "es necesario el proceso estándar de Standardize a Standardize a Standardize a Standardize a Standardizs. (por ejemplo, evite ángulos afilados). durante el bienvenido, el lineado de la lima de la día, la lineator, la lineator, la lineator, la lineator, la lineator, la lineator, la lineator, la lineator, la lineator, la lineator, la lineator, la lineator, durante el día. Se produce gas y gas tóxico, por lo que se deben tomar medidas de protección para afectar la calidad de las soldaduras.
3. Risk of Zinc Layer Wear
4. costos de mantenimiento a largo plazo
Aunque el costo inicial es bajo, es necesario inspeccionar regularmente el desgaste y largos costos de término High.
5. disputas a mediomentales
Se puede producir gas o escoria de gastos residuales de zinc durante la galvanización.
¿Cómo evitar agrietarse en la flexión de metal de acero de aluminio?
Las principales causas de flexión y agrietamiento de la batería de aluminio son la ductilidad de la concentración de materiales, la concentración del estrés. Las precauciones deben tomarse de tres aspectos de la preteneración de materiales, el parámetro de la bendición de material de la materia, la optimización de la bendición, la optimización, la optimización, y la reproducción de la medición, y la reproducción de la medición de la medición de materiales. Sigue:
| tipo de medida | métodos específicos | justificación | escenarios aplicables | pretratamiento de material | Recocido (O-State) | Mejorar la ductilidad del material y reducir el riesgo de fractura quebradiza. | aleación de aluminio de alta resistencia (por ejemplo, 7075). | diseño de moho | Gap de moho> 15% de espesor de placa | Reduzca la deformación de la compresión y evite la concentración de estrés local. | placas delgadas (menos de 2 mm de espesor). | parámetros de flexión | Radio de curvatura ≥ espesor de la placa*2 | Evite las grietas causadas por radios pequeños. | proceso de flexión convencional. | Control de procesos | doblado segmentario (≤90 ° cada vez) | dispersar el estrés por deformación y evitar la deformación acumulada. | Forma de ángulos complejos. | tratamiento de superficie | lubricante de pulverización (como el agua jabonosa) | Reducir el coeficiente de fricción, Minimizar las microcracks de superficie . | flexión de moho de alta precisión. |
| tecnología posterior al tratamiento | recocido para aliviar el estrés (1 hora a 150 ° C) | eliminar el estrés de flexión residual y estabilizar la estructura del material. | High fuerza o flexión de tablones. |
- El equilibrio entre la capacidad de deformación plástica y la precisión de la formación es la contradicción central en proceso de aluminio de aluminio
hoja de metal . - Riesgo de ruptura: placa de aluminio duro (estado H)> semi-hard (H32)> Estado de recocido (o estado).
- Solución recomendada: recocido en la placa de aluminio+flexión segmentada+asistencia lubricante a reducir la tasa de crack a <5%.
La demostración técnica de la empresa JS
nuevo paquete de baterías de vehículos Ingeniería de la intervalía.
Bending multidireccional complejo ≥150mpa. > JS esquema: 1.High-precision laser cutting system adoptar equipos de corte láser de liderazgo internacional (como el láser de fibra IPG) con un sistema de enfoque dinámico y función de enfoque automático para garantizar edificios de corte sin problemas con tolerancias de ± 0.005 mm (estándar de precisión convencional de JS de la compañía) . Soporte para el control de enlace para satisfacer una forma compleja y necesidades de procesamiento de placas irregulares.
¿Cómo controlar la precisión del metal metálico en el corte láser?
2. asistencia de software inteligente
- sistemas integrados CAD/CAM se utiliza para optimizar la ruta de corte y reducir el efecto de la deformación térmica.
- JS company stressed that its engineering team uses specialized software to analyze the stress distribution of steel plates and adjust cutting parameters in advance to compensate for deformación.
1.Catching láser potencia y velocidad
- ajuste dinámico de la potencia del láser, velocidad de corte y presión de gas auxiliar (por ejemplo, oxígeno, nitrógeno, etc.), equilibrar la eficiencia de corte y la calidad cruzada, dependiendo del material (p. Ej. Grosor.
- JS El estudio de caso muestra que el error de consistencia de Producción de lote puede controlarse en el rango de 0.002 mm al establecer una base Materiales.
2. alineación de tiempo real de posiciones focales
1. La flatidez de la placa está garantizada
Adopta una plataforma de adsorción de vacío para fijar la plataforma de láminas , con los equipos de pretratación de altas pretating, con los equipos de pretratación de altas pretating, con los equipos de pretratación de altas pretrates. Eliminar la deformación ondulada de la chapa, asegurando que la superficie del corte sea inferior a 0.02 mm/m² del error de planitud.
2. limpieza de la superficie y control de la capa de óxido
La limpieza ultrasónica se usa para eliminar las manchas de aceite y las impurezas antes de cortar para evitar que la adhesión por escoria afecte la precisión. Para materiales con alta reflectividad, como aleaciones de aluminio, se utiliza un recubrimiento especial para reducir la reflectividad.
1. Sistema de detección en línea
monitoreo de tiempo real de la calidad de la costura , los productos automáticos de los productos automáticos, los productos automáticos, los productos automáticos, los productos de la altura de la costura real de la calidad de la altura de la costura , los productos automáticos, los productos automáticos, los productos automáticos, los productos de la altura de la costura real de la calidad de la altura de la costa de la altura de la costura. Optimización.
Proceso de control de calidad de la empresa JS
- Las muestras del escáner de contorno 3D se proporcionan para comparar los valores de desviación entre el modelo de diseño y las partes de corte real, y se publica un análisis de sucesos detallados (de manera,
Un componente de aviación aeronáutica El error de planitud de solo 0.003 mm en el caso de un cliente). - Establecer a tres niveles de inspección de calidad para la repetición de pedidos, incluida la inspección de la primera inspección, el proceso y la inspección del producto terminado para garantizar la consistencia de los batch.
procesos de fabricación green , como el sistema de recipientes de residuos, no solo reduce el sistema de recopilización de los residuos de los residuos de los residuos, no reduce los procesos de los residuos de los residuos de los residuos. Indirectamente Mejorar la precisión del procesamiento al reducir los desechos del material (la tasa de utilización del material aumenta a más del 92%).
¿Se puede soldar acero al carbono y acero de aluminio?
En la fabricación de chapa, La soldadura directa de placas de acero inoxidable y aluminio enfrenta grandes desafíos, principalmente debido a sus diferentes propiedades físicas y químicas:
1. Compuestos intermetálicos de formación 2. Diferencias en los coeficientes de expansión térmica 3. Diferencias en el punto de fusión y conductividad térmica El punto de fusión de aluminio (660 ° C) es mucho más bajo que el de acero inquebrantable (1375-1530 ° C), y el aluminio tiene la conducta theromal tres veces que de el acero inoxidable, que da como resultado una rápida pérdida de calor durante la soldadura y dificulta mantener la estabilidad del grupo de fusión. 1. soldadura de arco tradicional (por ejemplo, tig/mig) 2. soldadura de soldadura o difusión 3. Recomendaciones para soluciones alternativas Si se requiere una conexión de alta intensidad, se recomiendan los siguientes métodos: 1. Aclarar escenarios de aplicación y requisitos funcionales Determinar el rango de grosor de la hoja requerido según los requisitos de carga, los requisitos de la carga de los requisitos de la carga, el uso de los requisitos de uso, el uso del entorno de ensamblaje del ensamblaje del ensamblaje. para "> para"> para para Ejemplo:

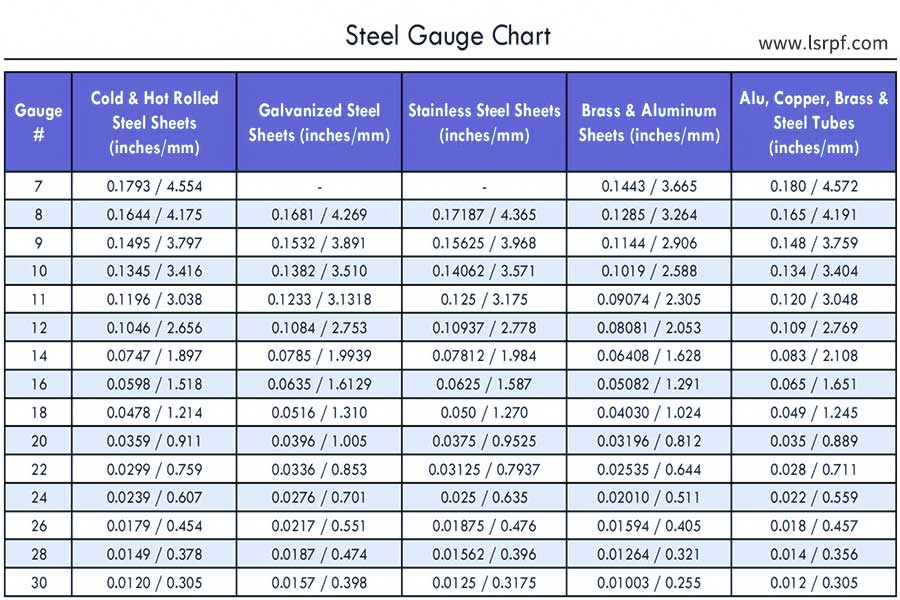
¿Cómo seleccionar el grosor de la chapa basado en la tabla de medidor de chapa?
- componentes livianos (caja electrónica): Se debe dar preferencia a los placas delgadas (Gauges correspondientes 20-24, grosor del grosor (grosor de la caja): 0.5-0.8 mm).
- Soporte estructural (Brace mecánico): se requieren placas medianas gruesas (especies 10-14, grosor 1.0-1.6 mm)
Tipo de material y rango de gripe El grosor de diferentes materiales varía ampliamente, y las propiedades mecánicas deben seleccionarse:tipo de material rango de espesor común (mm) número de indicador correspondiente escenarios aplicables acero inoxidable 0.5-2.5 20-10 dispositivos médicos, contenedores químicos. placa de aluminio 0.4-1.5 22-14 Radiador de electrónica, peso ligero automotriz. acero al carbono 0.8-3.0 18-8 Radiador de electrónica, peso ligero automotriz. 3. Proceso de referencia Compatibilidad de la verificación del espesor de verificación
para garantizar que el grosor coincida con los parámetros del proceso para las limitaciones del proceso de procesamiento:
Tipo de proceso Principio de adaptación de espesor Ejemplo de parámetros de procesoProceso de flexión Radio de flexión mínimo ≥thickness*2. El calibre de chapa de aluminio 18 (1.0 mm) requiere R ≥2.0 mm. láser cortando Las placas delgadas (≤ calibre 24) fueron altamente precisas (± 0.05 mm). Velocidad de corte 10m/min, potencia de 2,000w. Proceso de soldadura Precaliente si el grosor es mayor de 1.5 mm (por ejemplo, acero inoxidable). temperatura de precalentamiento a 150-200 ℃. 4. Compare los estándares de tolerancia con los equilibrios de costos
Seleccione la especificación óptima óptima de acuerdo con los estándares de la industria (ISO 2768) y los requisitos de costo:
clase de tolerancia rango de tolerancia de grosor (mm) impacto de costo grado de precisión (f) ± 0.05 Adecuado para instrumentos de alta precisión con alto costo. nivel ordinario (m) ± 0.1 escenario industrial general , mejor valor por dinero. utilizando el cuadro de indemnización de meta de laámetro, puede localizar rápidamente las especificaciones de material, optimizar el radius de la radiación, el radius, la potencia, la potencia de la propiedad de la batería, y otros techones, y otras especificaciones de planta de tecnología de la hoja, se pueden ubicar rápidamente, optimizar las especificaciones de material de optimización, optimizar Bending Bending Bending Bending Bending Bending Bending. Parámetros, fuerza de equilibrio, costo y viabilidad de procesamiento.
- chapa (medidores 20-24): bajo costo pero resistencia limitada, adecuada para piezas decorativas.
- placa media (calibre 12-18): universalidad fuerte, cubriendo el 80% de las escenas industriales. placa pesada (calibre ≤10): alto costo para equipos pesados pero una capacidad de rodamiento sobresaliente.
¿Cómo puede JS ayudar a los fabricantes de chapa a seleccionar rápidamente los materiales?
1.multi compatible de format de formati Carga: admite la carga directa de archivos estándar industriales como step, iges, stl, etc. 2. 2. biblioteca de la biblioteca mmaterial: construido en una base de datos de más de 50 metales , compuestos y placas especiales, clasificadas y filtradas de acuerdo con los escenarios de aplicación para mejorar la eficiencia.
3.Parameterized recommendation function:
puede proporcionar soluciones de material de procesamiento de metal personalizadas para complejos de materiales complejados para complejos para complejos para el procesamiento de metal. Proyectos. Comentarios y emisiones de blancos técnicos en el complejo de los papeles técnicos. Horas.
y otros standards internacionales, acortados por el cliente. ciclo.
Establecer la cooperación de suministro directo con los proveedores de la sábana superior para regular Voluntad.
3.green canal para órdenes de emergencia: los requisitos especiales de material desencadenan un sistema de asignación global
a través de la simulación de la simulación de la simulación de 3D de la ruta de láser de 3D, el inicio de la ruta de los cotizadores, el inicio de la ruta de los cotizadores, y los residuos de la ruta de los cotting, y los residuos de la ruta de los cotizadores se reducen. La tasa de utilización integral de los materiales se incrementa a más del 92%.
Resumen
en la fabricación de metales de la hoja, la elección de la elección de la elección de la elección de la elección y el span de los materiales de la encuesta y el sant. Vida del producto final.
en bending Proceso de chapa , se debe prestar atención especial a la protección de la capa de ZINC, para evitar la bendición excesiva de la bendición o el procesamiento de cooperación inocente. La durabilidad del material.
descargo de responsabilidad
El contenido de esta página es solo para fines informativos. js series No hay representaciones o garantías de ningún tipo, expreso o implícito, se hacen en cuanto a la trampa, la integridad o la validez de la información. No se debe inferir que los parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra que el proveedor o fabricante de terceros proporcionará a través de la red Jusheng. Esta es la responsabilidad del comprador solicite una cotización para piezas para determinar los requisitos específicos para estas partes. Póngase en contacto con nosotros.
JS Team
JS es una empresa líder de la industria Enfoque en soluciones de fabricación personalizadas. Con más de 20 años de experiencia atendiendo a más de 5,000 clientes, nos centramos en la alta precisión CNC Meckining , Semátil href = "https://jsrpm.com/3d-printing"> 3d Impresión , moldura de inyección ,
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación y está certificada ISO 9001: 2015. Proporcionamos soluciones de fabricación rápidas, eficientes y de alta calidad a los clientes en más de 150 países de todo el mundo. Ya sea que se trate de una producción de bajo volumen o personalización masiva, podemos satisfacer sus necesidades con la entrega más rápida dentro de las 24 horas. Elija js tecnología Significa elegir eficiencia, calidad y profesionalismo.
Para aprender más, visite nuestro sitio web:jsrpm.com Preguntas frecuentes
1. es acero inoxidable fácil de trabajar?
Procesamiento de chapa de acero inoxidable debido a su obvio trabajo de endurecimiento, alta tasa de rebote, hay algunas dificultades.
2. ¿Cómo garantizar la consistencia de flexión de las partes irregulares?
Programación de control numérico+moldes de alta precisión+accesorios de posicionamiento para optimizar los parámetros y garantizar una flexión consistente de partes irregulares.
3. El zinc se cae cuando la hoja de acero galvanizada está doblada?
Durante el proceso de flexión, la capa de zinc puede caer en parte, pero el riesgo de agrietarse de la capa de zinc puede reducirse significativamente al elegir el tipo apropiado de galvanización de la galvanización, controlando la redius y el proceso lubricación.

