

Metal casting is a widely used manufacturing process utilized to produce most metal parts. Various materials are needed in the casting process, including raw material metal, mold material, and auxiliary materials.
Raw metal is often iron, aluminum, copper, etc., which are melted and heated and then poured into the mold. The mold material matters, such as knife mold for metal casting, usually sand, metal or ceramic since they have resistance to high temperature. Supportive materials are coatings and binders, which will improve the quality of castings. Selections of these materials will impact directly on effect and cost of casting. Familiarity with characteristics of these materials will help you cast better.

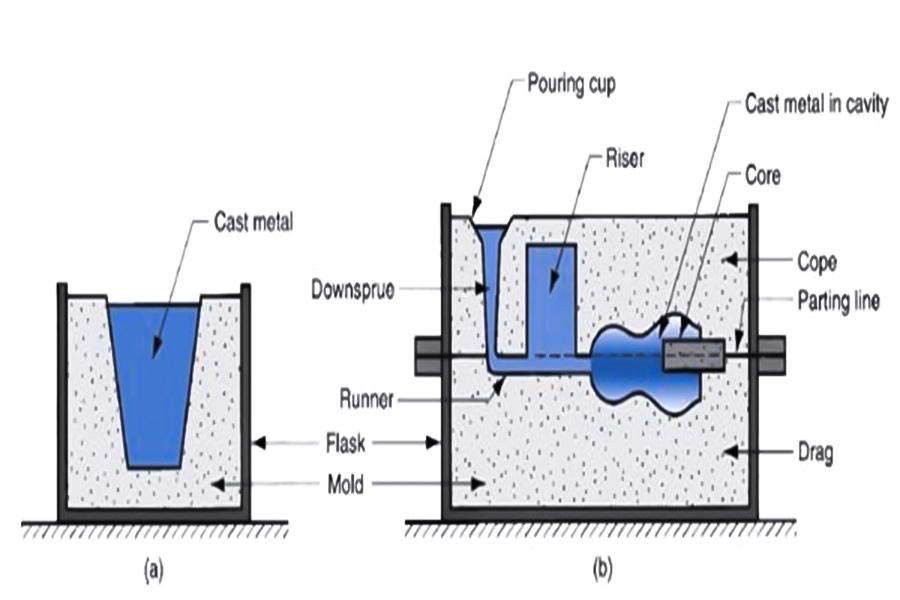
What is casting?
Casting is a method for the production of metal parts. Its principle is to melt and heat the metal, and pour it into a mold and allow it to solidify into shape. Metal casting operations are usually used to produce components with complex shapes, such as automobile engine parts or machine parts.
Casting can utilize different materials as molds, such as sand molds, metal molds or ceramic molds. This is an inexpensive process and may be applied for large-scale production. The advantage of casting is that it can create various forms, yet the disadvantage is that the surface may not be sufficiently smooth. The majority of factories utilize this process to manufacture metal items.
What are the casting materials for metals?
1.Alloy casting materials
The selection of cast alloys should completely consider mechanical properties, casting properties and expenses. Common casting alloys and their characteristics are as follows:
| Alloy Type | Main ingredient | Performance characteristics | Key Application Areas |
| Cast iron | Fe-C-Si | Good castability and shock absorption. | Machine tools, engine cylinder block. |
| Cast steel | Fe-C-Mn-Si | High strength, good weldability. | Heavy machinery, pressure vessels. |
| Aluminum alloy | Al-Si-Cu-Mg | Lightweight and excellent corrosion resistance. | Auto components, aviation components. |
| Copper alloy | Cu-Sn-Zn | Excellent wear resistance and thermal conductivity. | Bearing, gear and other wear-resistant components. |
2.Mold material system
Mold materials need to have high temperature resistance and dimensional stability, and are primarily the following categories:
- Sand casting molds: Having silica sand as the primary material, combined with clay or resin binders, which can be utilized for single-piece small-batch production, having low cost but low accuracy.
- Metal mold casting molds: Usually cast iron or heat-resistant steel, having a service life of up to tens of thousands of times, and especially suitable for mass production of automotive parts.
- Precision casting molds: Like wax molds and ceramic shells for investment casting, which can produce castings with precise dimensions and smooth surface.
3.Main auxiliary materials
Although auxiliary materials don't directly constitute part of the product, they have a quite important impact on the process quality:
- Molding material: Made of raw sand, binder (water glass, furan resin, etc.) and additive, and its ratio has a direct impact on the molding sand properties.
- Casting coatings: Constituted by refractory aggregates, carriers and suspending agents, which have the ability to avoid casting sand adhesion and improve surface quality.
- Process auxiliary materials: Such as filter screens, riser insulation materials, etc., which are used to enhance the purity of molten metal and shrinkage compensation effect.

How are additives used in metal casting?
1.Enhance fluidity
Viscosity can be reduced by introducing additives (e.g. silicate or graphite powder) into the molten metal, making the liquid flow into the mold gap more easily. In the jet cooling light metal casting industry, titanium boron is typically introduced into the aluminum liquid. The additive makes the aluminum grains smaller and improves the strength of the casting by more than 30%.
2.Purify the molten metal
Introduce a degassing agent before casting. For example, introduce hexachloroethane into the casting of aluminum, which can eliminate hydrogen in the molten metal. The bubble defects can be reduced by 80%, which has particular applicability to thin-walled parts.
3.Control the solidification rate
Mix coal powder with the sand in sand casting. Coal powder will burn and release gas, which slows down the cooling of the casting. This can prevent the cracking of the casting and achieve a smoother surface.
4.Decrease pores and shrinkage
Refining the grains and making the metal's internal structure more uniform may be accomplished by introducing a refiner (e.g., titanium iron). For example, adding an inoculant to a cast iron part will reduce internal cavities and improve strength.
5.Easy demolding
When casting metal in a mold, an agent should be sprayed for demolding. Water-based graphite paint sprayed on the mold will prevent the casting from sticking. Re-spray before each pouring for easy demolding.
6.Special uses
Some additives can produce special effects. For example, adding strontium modifiers can improve the cutting performance of silicon aluminum alloys. This is a rather common operation in the casting of automobile components.
What are the properties of non-ferrous metals in metal casting?
1.Light in weight but with high strength
The most obvious feature of nonferrous metals is that they are much lighter than iron and steel. For example, in alumalloy metal casting, aluminum alloy weighs just one-third the weight of steel, but after a suitable heat treatment, its strength will be the same as that of ordinary steel. This makes them suitable for use where weight must be minimized, such as in automotive and aircraft parts.
2.Not susceptible to rusting
These metals possess inherent corrosion resistance. Copper and aluminum alloys automatically form a protective film on the surface to prevent further oxidation. For the alumalloy metal casting process, even without special treatment, the castings can be used for decades without rust under normal conditions. The product's weather resistance is even strengthened by JS's proprietary surface treatment technology, making it possible for the product to be used outdoors.
3.Good electrical and thermal conductivity
Non-ferrous metals possess much better heat and electrical conductivity compared to steel. Copper is the most conductive, and hence wires are copper. Aluminum alloys can dissipate heat rapidly, and computer CPU heat sinks aluminum alloy castings can dissipate heat rapidly.
4.Easier to process
They are softer overall and require less force when cutting. Aluminum alloy components can be machined directly on lathes from casting, which is less tooling than cast iron. And they can be die-cast more easily and are suitable for parts with complex geometry.
5.Low melting point
The melting point of non-ferrous metals is generally 600-1000 degrees, which is lower than steel. This implies that it is more energy-saving and equipment loss is smaller when casting. But attention should be paid to temperature control, overheating will lead to coarse grains and influence quality. Based on this characteristic, JS can utilize more energy-saving smelting devices, and our green casting production line is planned according to this characteristic of non-ferrous metals.
6.Can be recycled and reused
These metal scraps have great recycling value, and the recycling rate can exceed 90%. If the discarded aluminum castings are returned to the furnace, the performance will hardly decrease. In a new energy vehicle cooperation project, we reduced the production cost of body parts by 18% through the application of aluminum alloy recycling casting, while reducing carbon emissions.
What are the differences in carbon steel and stainless steel casting processes?
The following is a comparison of carbon steel and stainless steel differences in the furnace metal casting process:
Casting process comparison table (taking JS company as a reference)
| Comparison items | Carbon steel castings | Stainless steel casting |
| Melting temperature | 1500-1600℃ | 1600-1750℃ |
| Deoxygenation treatment | Silicon manganese composite deoxidation. | Argon refining+aluminum deoxidation. |
| Mold material | Normal resin sand. | Chromium iron ore sand (JS special supply). |
| Post-treatment cycle | 2-3 days. | 3-5 days (including acid pickling and passivation). |
1.Obvious difference in the melting process
In the furnace metal casting, our engineers found that the melting point of carbon steel is about 100-150℃ less than stainless steel. In the medium frequency furnace treatment of carbon steel, it merely requires to be heated up to the fully liquid region of the iron-carbon phase diagram, whereas stainless steel needs to be heated to a greater extent to melt the alloying elements such as chromium and nickel.
2.Various deoxidation techniques
Our own foundry has carried out a comparative test: Carbon steel can pass the requirement as well by adding silicon-manganese deoxidizer ahead of pouring, but JS Company adopts double protection in treating stainless steel, namely blowing argon into the ladle beforehand to purge it of impurities and then pouring in aluminum blocks for deep deoxidation. This is because stainless steel is more likely to induce chromium oxide defects in case it is cast with the furnace metal casting.
3.The mold of choice is specific
When we cast clients' carbon steel parts, we typically use ordinary resin sand molds, which make us save 15% in costs. But stainless steel requires special chromite sand molds. It can endure higher temperatures and avoid orange peel defects on the surface of the casting. Last year, we saved 9% of mold costs for a medical device client by using this differentiated solution.
4.Post-processing variation
Stainless steel parts that are taken out of the casting oven must be pickled and passivated, and the extra process contributes extra 2 days in our company's standard process. Carbon steel parts can utilize just standard sandblasting cleaning, which has been demonstrated in our OEM example for one automobile parts producer, and delivery time at completion is reduced by 37% compared to stainless steel parts.
5.JS company's process advantages
We use intelligent temperature-controlled medium-frequency furnaces to control the temperature difference drift of ±10℃ within ±3℃. Among 83 casting jobs accomplished last year, 76 reached the ±0.08mm dimension accuracy according to drawings. After the customer imports the design file, the engineer will automatically match the casting parameters according to the material characteristics. This virtual process library has accumulated more than 1,200 sets of efficient data.
Which material is difficult to cast metal from?
1.Titanium alloy: two difficulties of high temperature and oxidation
The melting temperature of titanium alloy is as high as 1668°C, much higher than the 660°C of aluminum. For DIY metal casting aluminum, ordinary furnaces can meet the demand, but titanium alloys require vacuum or inert gas protective environment, or else they are very susceptible to be oxidized into brittle compounds. We apply argon protection arc melting technology to reduce the risk of oxidation to less than 5%.
2.High carbon steel: shrinkage and crack sensitivity issues
High carbon steel shrinks as much as 2.5% when cooled (aluminum only 1.3%), and it is susceptible to cracking due to stress concentration. It can facilitate the process easily through sand casting, but high carbon steel must be controlled at a specific temperature and annealed. We typically predict the direction of shrinkage through simulation software to increase the qualified rate of finished products to 98%.
3.Magnesium alloy: explosive and flammable safety hazards
Magnesium will burn intensely once in contact with water or oxygen in the molten state. Even DIY metal casting aluminum enthusiasts are all required to wear protective equipment, and magnesium alloy casting is required to have an explosion-proof workshop. JS employs a nitrogen shield for the molten pool and automatic fire extinguishing system, and has achieved zero accident records for the past three years.
4.JS company's high difficulty material casting solution
| Type of Metal Material | Melting point (°C) | Key challenges | JS company's core technology | Improving qualification rate |
| Titanium alloy | 1688 | Oxidation and high-temperature deformation. | Argon protection melting. | 40% |
| High-carbon steel | 1427 | Shrinkage crack. | Dynamic temperature control+stress simulation. | 35% |
| Magnesium alloy | 650 | Flammable. | Nitrogen coverage+intelligent monitoring. | 50% |
Summary
The material selection for metal casting will directly affect the cost and performance of the product. In the industry of metal casting, aluminum alloy, stainless steel, titanium alloy and other materials are applied by engineers on a daily basis with versatile application. Our engineering team is material database and simulation technology based to provide services from design to production, so the casting solution not only can fulfill structural strength needs but make the energy consumption of processing optimal.
At the metal casting company where you work, you would like to learn more about a specific material's method of casting parameter optimization, you can simply make a technical consultation inquiry directly to our company and the system will automatically assign the most relevant project experience of the engineering team to reply back.

Disclaimer
The content on this page is for general reference only. JS Series makes no express or implied warranties regarding the accuracy, timeliness, or applicability of the information provided. Users should not assume that the product specifications, technical parameters, performance indicators, or quality commitments of third-party suppliers are completely consistent with the content displayed on this platform. The specific design feature, material standards, and process requirements of the product should be based on the actual order agreement. It is recommended that the purchaser proactively request a formal quotation and verify product details before the transaction. For further confirmation, please contact our customer service team for professional support.
JS Team
JS is an industry leading provider of customized manufacturing services, dedicated to providing customers with high-precision and high-efficiency one-stop manufacturing solutions. With over 20 years of industry experience, we have successfully provided professional CNC machining, sheet metal manufacturing, 3D printing, injection molding, metal stamping and other services to more than 5000 enterprises, covering multiple fields such as aerospace, medical, automotive, electronics, etc.
We have a modern factory certified with ISO 9001:2015, equipped with over 100 advanced five axis machining centers to ensure that every product meets the highest quality standards. Our service network covers over 150 countries worldwide, providing 24-hour rapid response for both small-scale trial production and large-scale production, ensuring efficient progress of your project.
Choosing JS Team means choosing manufacturing partners with excellent quality, precise delivery, and trustworthiness.
For more information, please visit the official website: jsrpm.com
FAQs
1.What is the advantage of aluminum alloy casting?
The advantages of casting aluminum alloy include light weight (about 60% lighter than steel), corrosion resistance, high molten fluidity (capable of filling intricate molds with precision), and good thermal conductivity and machinability, which are well suited to precision manufacturing applications such as automobile parts and electronic enclosures.
2.What type of components are copper alloys suitable for casting?
Copper alloys are suitable for casting parts requiring good thermal conductivity or resistance to corrosion, such as radiators, bearings, gears, and conductive parts of ship propellers and power equipment because they exhibit wear resistance and stable mechanical properties.
3.How to choose casting materials?
In choosing casting materials, mechanical response (strength, resistance to wear), price, flexibility in processing (melting point, fluidity) and use conditions (resistance to corrosion) should be considered. For example, aluminum alloy is more suitable under wet conditions and ductile iron in the case of heavily loaded members. Consulting with engineers is recommended for the best material selection based on desired specifications.
4.What are the challenges in steel casting?
Steel casting difficulties are: high melting point (1420-1540℃), high solidification shrinkage rate, liable to cause shrinkage holes, high temperature, easy oxidation and decarburization, and low fluidity, resulting in mold incomplete filling, and requiring precise temperature control and complex post-processing to provide quality.
Resource

