

在现代制造业中钣金制造作为基本和关键技术,广泛应用于汽车制造,航空航天,建筑装饰,精密设备制造和其他领域。经过切割,,,,冲压,,,,焊接,,,,弯曲依此类推,原始金属板被形成复杂的形状成员,其效率和灵活性使其成为工业生产的核心联系。
在许多金属材料中,铝板金属重,高强度,耐腐蚀性和其他功能,尤其是新的能量车,,,,电子产品。另一方面,由于耐锈的表面涂层,镀锌钣金已成为建筑材料,设备和室外设施的首选材料。无论是追求创新的轻型设计还是工业场景这需要长期耐用性,这两种材料的技术和性能优势正在推动制造业的升级和开发。
什么是钣金制造?
钣金制造是将金属变成钣金的制造过程工业综合形成部分通过切割,弯曲,焊接,表面处理和其他过程。 他们之中,钣金弯曲作为其核心技术之一,通过模具或CNC设备为了实现精确的角度形成,使产品结构刚性和时尚外观。准确性和效率弯曲金属直接影响组件组件的兼容性和使用寿命。钣金制造继续以其高灵活性和低成本优势来推动制造业的创新。通过优化金属制造,JS公司可以为企业提供低成本,群众生产的创新解决方案复杂的结构组件,无论是定制的还是批量生产的。

钣金制造的核心过程是什么?
1。设计和映射:根据客户要求,使用CAD软件来完整的3D建模和布局设计,确保结构和加工精度的可行性,为后续处理提供准确的数据支持。
2。材料选择和切割:通过激光切割,等离子体切割或冲压技术要获得高精度切割,请减少材料浪费并提高效率。
3。钣金弯曲:精确弯曲是使用数值控制弯曲机(例如JS提供的AMADA或TRAMPF设备),以通过调节模具角度和压力来满足复杂结构的形成要求来控制弯曲精度。
4。焊接和铆接:氩电弧焊接,防护焊接或电阻点在弯曲部分上与JS自动焊接技术为了确保焊缝强度和外观质量,在必要时使用铆接来连接和改善结构稳定性。
5。表面处理:该公司提供沙子爆破,镀层,阳极氧化,粉末涂料和其他各种表面处理过程,为了提高产品的耐腐蚀性和美学特性,以满足不同行业(例如汽车,通信设备)的使用要求。
6。质量检查和组装:使用诸如协调测量仪器和轮廓仪器之类的设备进行尺寸耐受性检查,以确保符合制图标准,最后完成组装和调试,并提供用于交付成品交付的认证文件。
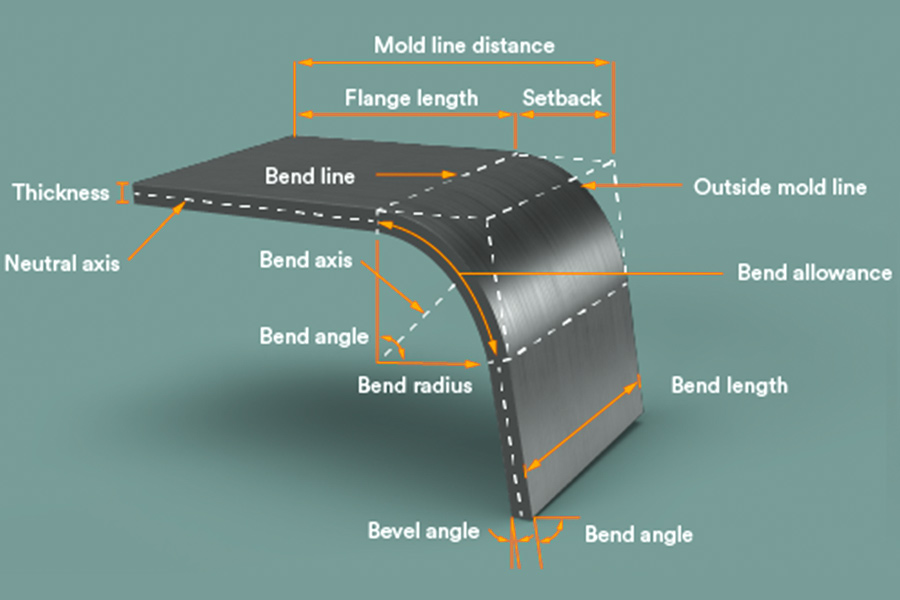
如何形成弯曲的金属?
金属板的形成是一个复杂的过程,涉及许多链接,例如材料处理,机械形成和精确控制,,,,其中钣金弯曲是实现复杂结构的关键联系。从原材料到成品的核心工艺金属板如下:
1。材料选择和预处理
- 板的类型:可以根据您的需要选择铝板金属,镀锌板金属,不锈钢或复合材料。
- 治疗前:化学清洁(例如洗涤酸)或机械抛光,以确保表面没有氧化物层(尤其是铝板,应避免腐蚀)。
- 涂料处理:需要对镀锌钢板进行磷酸化以改善涂层的粘附。
- JS公司使用材料数据库来匹配最佳最佳钣金,例如6061-T6铝板板而不是钢在汽车轻量级项目中,在满足强度需求时,减轻体重30%。
2。切割和形成
- 激光切割:适用于薄板(0.1-3mm),带有较小的热和光滑边缘(例如电子外壳)。
- 割射流切割:不规则切割≥5mm的厚度或没有毛刺(例如,储能设备盒)。
- 冲压:简单形状的大规模冲压(例如电池组盖板)通过死亡是有效的,但昂贵。
- JS配备了德国人快速激光切割器具有精度±0.05mm,可以与随后的弯曲过程。
3。钣金弯曲 - 结构形成的核心
弯曲过程直接影响金属板的结构强度和外观精度JS公司在这方面具有明显的技术优势:
- 设备和过程:日本Amada弯曲机用于支撑具有角度精度±0.05°的多轴耦合弯曲。
- 动态弯曲补偿算法:该软件模拟材料反弹(例如铝板弹跳率约为0.5%-1.5%),自动调整模具参数以确保成型精度。
关键技术困难:
- 薄板容易变形:JS公司使用预按压+小半径弯曲过程防止铝板(小于1mm)在弯曲过程中撕裂。
- 厚板反弹控制:高于5mm的钢板的液压校正设备,反弹减少了70%。
4。焊接和组装
焊接过程:
- MIG焊接:用于通过脉冲反向极性焊接的铝板重叠(例如新的能量电池托盘),以降低孔隙率。
- 激光焊接:在密封要求高的情况下,例如液压罐,焊缝深度可以达到钢板厚度的80%。
组装技术:
- 铆接和螺栓连接:在轻巧的情况下,首选铝铆钉,以避免热撞击区。
- 结构键合:替代一些焊接在航空领域改善疲劳生活。
- JS实现了复杂焊接的连续操作自动焊接机器人,将焊接效率提高40%。
5。表面处理和质量检查
表面处理:
- 阳极氧化:在铝板表面形成密集的氧化物膜(10-20μm厚)会增加耐腐蚀性五倍。
- 粉末涂料:为具有≥7级粘附的镀锌钢板(例如电器面板)提供个性化配色方案。
质量检查过程:
- 维度检查:使用CMM验证钥匙尺寸(例如弯曲角度和孔位置)。
- 机械测试:拉伸测试,弯曲测试,以确保强度符合标准(例如铝板拉伸强度≥310MPA)。
OW与钣金制造中的焊接铝板金属?
应特别注意焊接的铝板金属。 这是该过程的详细信息,以及要注意的内容:
1。焊接前准备
材料的选择和匹配:
- 使用纯度≥99.5%的工业级铝板(例如1060、6061、5052合金等)。
- 焊接电线需要与底物兼容,并且常用的模型是:
ER5356(通用类型,镁5%,适用于MIG/MAG/TIG)。
ER5087(低硅,高镁,适用于薄板的高速焊接)。
表面处理:
- 机械清洁:使用不锈钢刷或砂纸去除氧化物膜(Al₂o₃)并暴露金属光泽。
- 化学清洁:将丙酮+NaOH溶液(50g/l NaOH+50g/l纳米+剩余的水)浸泡5-10分钟,冲洗和干燥。
- 注意:避免洗涤酸(可能导致氢含糖)。
固定装置和定位:
- 使用铜或石墨固定装置(以防止由于快速导热率而导致变形)。
- 通过刚性固定或节段焊接。
2。主流焊接方法和参数
MIG/MAG焊接(金属惰性气体焊接)适用于中等厚的板(1.2-6mm)。
设备配置:
- 直流反向连接(DCEP),电弧电压18-22V,当前150-300A。
- 保护气体:AR(纯度99.99%)或AR+He混合物(氦气为5-15%以提高弧稳定性)。
- 电线直径:1.2-2.4mm(相应的电流150-300A)。
该过程的亮点:
- 低电流,高速(15-25m/min),以避免由于熔体储罐过热引起的氧化。
- 推力类型的电线进料机构,用于防止铝焊接线打滑。
提格焊接薄板(≤3mm)的(钨惰性气焊)。
设备参数:
- 直流电流正连接(DCRP),电弧电压10-15V,电流50-150a。
- 氩气流速为15-25l/min,钨电极直径为2.4-4mm(针对板厚度调整)。
操作技能:
- 高频或脉冲弧点火用于减少钨电气污染。
- 焊接速度以8-15m/min的控制控制,并使用新月形的带。
激光焊接适用于超薄板(0.1-3mm)或多层腹部焊接。
- 功率5-20kW,扫描速度5-50mm/s,焦距工件表面2-5mm。
- 保护气体:AR气体(速度30-50L/min)。
- 强度:长度与宽度比(最高10:1),适用于焊接复杂形状。
点焊适用于圈接头。
- 焊接电流2000-5000a,电极压力50-200N,电流时间0.1-1sec。
- 铝板需要铜板(CRNI涂层)以提高电导率并防止电极粘附。
3。关键过程控制
抗氧化措施:
- 实时空气供应保护(尾部长度≥1.5倍焊缝长度)。
- 用绝缘毯(例如陶瓷纤维布)覆盖焊接区域,以减少热量损失。
热输入管理:
- 厚板(超过4mm)是用多层焊接每层电流降低20%至30%。
- 热应力通过跳转焊接分散(间隔30-50mm)。
变形校正:
- 焊接后,使用液压压力或振动老化设备来消除残留应力。
- 薄板可以得到严格的支撑并部分冷却(例如铜管喷射)。
4。焊接后治疗
- 使用不锈钢刷轻轻去除表面炉渣以避免损坏基材。
- 对于更苛刻的场合,可以使用酸腌制和抛光。
质量检查:
- 视觉检查焊缝均匀性,非裂缝和孔隙率。
- 射线照相测试(RT)或超声测试内部缺陷。
5。解决常见问题的解决方案
| 问题 | 原因分析 | 解决方案措施 |
| 焊接表面变黑 | 不完全清除氧化膜或防气体保护不足。 | 预先抛光直至颜色鲜艳,增加气体流量。 |
| 焊缝孔隙率 | 材料中的高氢含量或过多的弧度。 | 使用低水量焊料降低电弧长度。 |
| 过度焊接变形 | 固定装置的热量输入过多或没有足够的刚度。 | 降低电流/速度,然后切换到截面焊接。 |
| 关节强度不足 | 焊接材料与矩阵材料不符。 | 根据标准选择特殊电线,例如ER5356。 |

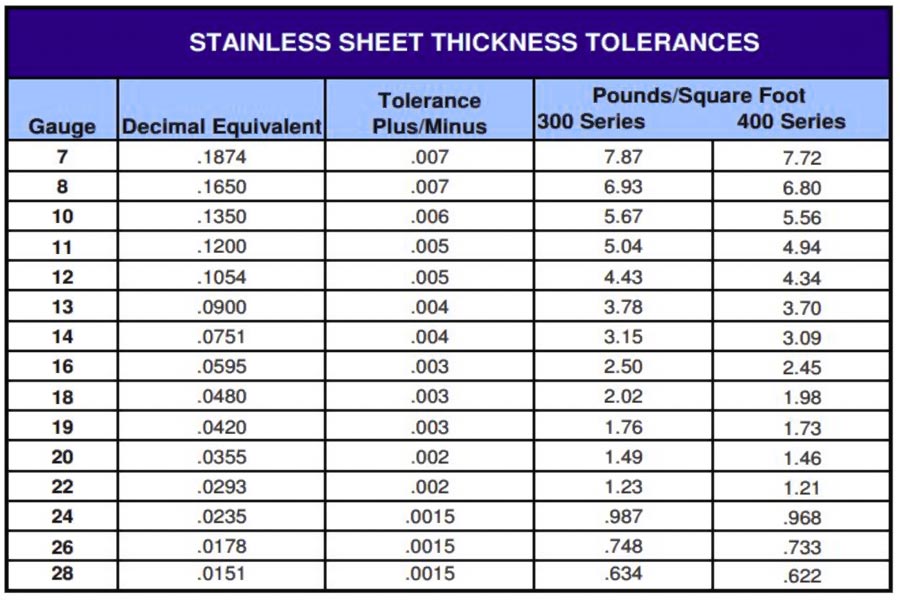
如何通过钣金表图平衡强度和成本?
在钣金制造中,通过钣金量表图表平衡强度和成本的关键是科学选择和过程优化:
1。了解薄板厚度与性能之间的关系
板的厚度对应于与美国标准号(量规)相对应的实际厚度(mm/英寸),例如:
- 16量规→≈1.588mm(高强度,适用于承载结构)。
- 22量规→≈0.711mm(轻巧,适用于负载轴承壳)。
- JS公司技术:应根据材料类型(例如不锈钢304/316,铝6061)选择厚度。例如,在弯曲期间,薄板(<0.5mm)容易裂纹,需要通过预释放或调整弯曲半径。
2。成本优化策略
- 材料厚度的准确设计:负载分布是通过有限元方法计算的,以消除冗余厚度。例如JS公司对A的不锈钢鼓进行了FEA模拟家庭用具企业的洗衣机。 减少厚度至1.0mm,并切换到降低的钢制成本降低成本25%。
- 替代材料应用:使用铝合金(例如6063)代替不锈钢,用于减轻体重30%的非负载承重组件,降低20%的成本和通过阳极氧化过程提高了表面腐蚀性。
3.强度和成本平衡策略
- 结构增强设计:将局部提升结构添加到1.0mm薄板中,将弯曲刚度提高超过3倍,并减少材料冗余。
- 复合结构应用:轻巧的复合结构是通过多板焊接/铆接以减轻总重量,同时保持强度。
- 弯曲参数的优化:实际应用表明,当弯曲半径大于或等于板的厚度时,可以显着降低板的反弹和裂纹风险。以2mm的铝板为例,使用R2mm模具可以保证霉菌的边缘质量并减少工具磨损。
选择合适的钣金制造商时应考虑哪些因素?
1.技术和过程功能:确保掌握所需的处理技术(例如,激光切割,CNC弯曲,焊接,表面处理等)并满足准确性和复杂性要求。
2.设备和材料质量:检查设备的复杂性(例如CNC弯曲机,自动生产线等)和材料源的可靠性(例如,板厚度公差,表面处理标准, ETC。)。
3.质量认证和标准:确认ISO,IATF认证并遵守行业标准(例如汽车和航空领域的特殊标准)。
4.生产规模和交货时间:评估生产能力满足订单数量并确保及时交货,特别是对于需要灵活响应功能的紧急项目。
5.成本透明度:通过包括全部流程成本(例如设计,处理和重新处理),比较要约以避免隐藏成本。
6.售后服务和支持:了解技术支持响应速度,保修政策和解决问题能力。
7。环境保护和安全合规性:应优先考虑废物回收的生产企业,符合排放标准并符合安全生产标准。
8.工业声誉和案例研究:参考过去的客户评估和成功案例,以验证实际的交付能力和技术稳定性。
什么时候选择钣金制造商,需要对其技术能力,质量控制,行业经验和成本效益进行全面评估。作为行业领先的金属加工服务服务提供商高级设备,数字过程优化过程优化绿色制造概念,JS公司提供高精度铝和镀锌钣金加工服务全球2000多个客户。
概括
作为现代工业制造的核心,钣金制造一直是产品创新和工业升级的重要力量。该公司依靠全面的连锁服务功能精密钣金弯曲处理到智能激光切割系统,从轻巧的铝板到钢板的持续突破性。我们将材料特征与过程优化深度相结合。
在钣金加工中,不仅是材料特性的最终优化,而且是成本控制和大规模生产的完美平衡。随着智能制造技术的渗透,诸如激光切割,自动弯曲和3D打印之类的新兴技术正在重塑行业生态系统,以更轻,更强大且更明智的方向推动钣金零件。

免责声明
此页面的内容仅用于信息目的。JS系列对于信息的准确性,完整性或有效性,没有任何明示或暗示的陈述或保证。不应推断,第三方供应商或制造商将通过Jusheng Network提供的性能参数,几何公差,特定的设计特征,材料质量和类型或做工。这是买家的责任要求零件报价确定这些部分的特定要求。请与我们联系了解更多信息。
JS团队
JS是一家行业领先的公司专注于定制制造解决方案。我们拥有超过5,000多个客户的20多年经验,我们专注于高精度CNC加工,,,,钣金制造,,,,3D打印,,,,注入成型,,,,金属冲压,和其他一站式制造服务。
我们的工厂配备了100多个最先进的5轴加工中心,ISO 9001:2015认证。我们为全球150多个国家 /地区的客户提供快速,高效和高质量的制造解决方案。无论是小体积生产还是大规模定制,我们都可以在24小时内以最快的交付来满足您的需求。选择JS技术这意味着选择效率,质量和专业精神。
要了解更多信息,请访问我们的网站:jsrpm.com
常见问题解答
1.板金属加工制造具有复杂结构的零件?
使用激光切割和CNC弯曲技术来制造复杂的结构零件,其高精度切割和多角度弯曲能力可以与焊接技术结合使用,以实现从小间隙到大尺寸的复杂几何形状。
2.较厚的板会更强大吗?
增加板的厚度可以提高板的压缩和弯曲强度,但是板太厚(例如> 10mm),由于其刚度而需要特殊的加工(例如热形成或液压压力),这使得难以弯曲并容易弯曲。
3.铝合金适用于铸造或钣金制造?
两者都是可以接受的。铸造适用于复杂的内部结构和质量生产,其成本低和精确。通过激光切割和弯曲以实现轻质和高强度,适用于高精度弯曲表面或小批量定制。
4.环境友好的金属加工是如何友好的?
金属加工可以通过废物回收(超过90%的金属利用率),环境保护工艺(例如水性喷涂,粉末冶金)和能源有效的设备通过浪费回收利用(超过90%的金属利用率)和能源有效的设备,从而大大减少能源消耗和污染。
资源

