

инъекционное формование , как типичный представитель формирование означает в современной отрасли. Это процесс массового производства, в котором полимерные расплавленные материалы впрыскивают в точную плесень под высоким давлением, охлаждаются и затвердевают для образования сложных компонентов. Его ядро состоит в том, чтобы объединить термодинамический механизм инъекции литья со свойствами механики для достижения точности измерения и поверхностной массы миллиметрового и даже микронного масштаба посредством точного контроля температуры, давления, скорости заполнения и других параметров.
. с трансформацией глобального производства в высокую эффективность и интеллект, Технология формования разбила традиционные рамки и превратилась в комплексные инновации, такие как 
Какова наука, стоящая за литьем инъекции?
Научная сущность инъекция инъекции в области молу-полимера в кавелевинг инъективная инъекция из полимеров-полимеров инъективная инъекция из полимеров-полимера
1. data-translateid="dd2a4bfdce2c81292b7504fb9d0d355b" data-pos="3" data-len="21" data-v-7b79c893="">Thermodynamics drive
во время инъекционные процессы , пластические частицы вырезаются винтовыми винтовыми и затем расплавленными загробильными, которые формируют грифтизлы. экспоненциально с температурой.
поток расплавленного материала в расплавленной полости следует характеристикам не ньютонианских характеристик, и «Скорость Data-V-7B79C893 ="> " с помощью винтовой скорости (обычно 100-500 об / мин), чтобы предотвратить разбившись из волокничного материала из-за чрезмерного сдвига. «Матч-V-7B79C893 ="> «Матч-V-7B79C893 ="> «Матч-V-7B79C89». Жительница материала (например, индекс потока расплава PP mfi = 20-30 г/10 мин), гарантируя, что передняя часть расплава равномерно заполнена в режиме ламинарного потока, чтобы избежать уменьшения силы линии расплава.
.3. data-translateid="c6de9b51b00e99f4c293158364530b2f" data-pos="3" data-len="28" data-v-7b79c893="">Building Materials Science Capacities
Окончательные свойства инъекционного литья зависят от эволюции микроструктуры материала.
4. data-translateid = "1AE5B6CAA897F3977AF2312A6AAAD8D1" data-pos = "3" data-len = "19" Data-V-7B79C893 = ""> Intelligent Control современный Инъекционные технологии Смешает цифровое два с помощью машинного обучения. модель оптимизации.
как постепенно проводится литья инъекции?
литье инъекции является одной из основных технологий современной производственной промышленности. это широко используется в пластиковой формы и SilicOning. 1. data-translateid = "20af202511de5702643441745e4561e5" data-pos = "3" data-len = "31" Data-V-7B79C893 = ""> Дизайн и документация .
Клиенты должны отправлять чертежи CAD на шаге, STL, PDF и т. Д. data-pos = "75" data-len = "165" data-v-7b79c893 = ""> команда JS-команда будет провести анализ моделирования через специализированное программное обеспечение для оценки фейзируемости структуры продукта. «Скорее всего модификации». 30%.
2. data-translateid = "2F034D8427E6BDC15E80A83382B52E85" DATA-POS = "3" DATA-LEN = "28" DATA-V-7B79C893 = ""> PECISION PROMPLUCTIN
3. data-translateid="6b8da533286110f43d91d1db00d6591a" data-pos="3" data-len="35" data-v-7b79c893="">Material selection and pretreatment 4. Parameter control of injection molding process
управление температурой: i njection molding machine nozzle temperature is set at a material melting point of +20 °C and the mold temperature (± 1°C fluctuation) is precisely controlled through a circulating water circuit or an oil thermostat.
Регулирование давления:
- Пластиковое литье: давление впрыска обычно составляет 50-150 МПа, которое поддерживается во время фазы удержания для предотвращения усадки.
- Силиконовая литья: используйте низкое давление, лидевирование (10-30 млн). заполнение.
5. data-translateid="8711685ab12127fb03f80806f55b9121" data-pos="3" data-len="38" data-v-7b79c893="">Post-treatment and quality inspection
- Технология разборки: Автоматическая разборка с помощью выбросов, пневматической разборки или роботизированной руки для уменьшения ручного вмешательства.
- Поверхностная оптимизация: предоставляет услуги с добавленной стоимостью, такие как Polishing (ra ≤02 мкм), распыление, плейтинг и т. Д. data-translateid="56951526e7bdf944676ee3cd545c7c65" data-pos="118" data-len="118" data-v-7b79c893="">For example, JS's matte texture technology for car interiors can reduce gloss by up to 80%.
- Стандарт проверки качества: ключевые размеры толерантность контролируется в пределах ± 0,005 мм с использованием инспекции cmm и x-ray.
Что такое дизайн плесени?
дизайн формования -краеугольный камень пластикового литья s . Его сущность состоит в том, чтобы установить систему пресс-форм, которая может производить m olding p lastic parts Эффективно и экономно. href = "https://jsrpm.com/plastic-holds-molds"> В области пластиковых молдингов Компания JS подняла технологию на следующий уровень с его глубоким опытом в m olding d esign.
Core Design
p>1. Структурная конструкция: Моделируя и оптимизация пластикости, пластиковая система, пластиковая и пластиковая система.
2. Выбор материала: Die Steel требует баланса твердости и термостойкости. JS использует технологию обработки поверхностного азота для увеличения срока службы Die до более чем 1 миллиона циклов, снижая долгосрочные затраты на производство для клиентов.
JS Company Design Design Technology Advantage
P> P> P> P> P> P> P> P> P> P> P> P> P> P> P> P> P>1. 2. Multi Materialtion Apdatation: растворы для настенений, которые поддерживают термопластические материалы (например, abs.g. силикон). The Drastone SilAneSeNENSENSENSENSENSENSENSENSENESONESONESENSENSENSENSENSENSENSENSENSENSENSENSENSENSENSENSENSENSENESENTON Устойчивая конструкция структуры и успешная скорость удаления до 99%.
3. Устойчивое производство: Модульные формы. Глобальные экологические тенденции.
как достичь баланса между продолжительностью срока службы и стоимостью впрыскивающих форм?
1. Design phase
- Модульный дизайн: разбивая матрицу на стандартные компоненты (такие как рукава Sprue и выводы Ejector) и Случай: модульный дизайн A Car Connector-Flom , повышение уровня повторного использования, более 800000 раз в течение 800 000 человек, срок службы, 25%.
- Оптимизация моделирования CAE: моделирование потока расплава с помощью программного обеспечения для анализа потока, прогнозируя области концентрации напряжений, оптимизация структуры.
- Эффект: скорость ремонта форм JS из-за дефектов проектирования составляет всего 5%по сравнению со средним показателем отрасли 15%.
2. Выбор материала
- Материал.
- Технология обработки поверхности: Pvd/Tin Coating или лазерная оболочка используется для повышения устойчивости к истиранию и избежать чрезмерного инвестирования в дорогую сталь.
3. data-translateid="7bba5d6319992086490bc09b42bf26db" data-pos="3" data-len="47" data-v-7b79c893="">Lean Manufacturing and Technological upgrade
- Интеллектуальная конструкция системы обработки: Использование пять осевых машин CNC-инструмента Режима 5%.
- Process efficiency breakthrough: Through process parameter optimization and equipment linkage control, the single-mode processing cycle was shortened by 20%, while the ultra-low defect rate of less than 0.3% was achieved.
- Innovation of heat flow channel system: Using multi-cavity heat flow channel to balance feeding technology, reduce the cold material head produced by the gate by 70%, and extend the wear cycle of key parts of molds by 30%.
4. Smart Monitoring and cost optimization solution
- The sensor network monitors mold temperature and pressure data in real time, using artificial intelligence algorithms to predict the wear cycle of key components for preventive maintenance.
- Application examples show that predictive maintenance can reduce unplanned downtime of household appliance mold by 60% and extend its service life by 20%.
- Whole life cycle cost model: Comprehensive evaluation of R&D, production losses, operation maintenance, etc., to avoid deviating from a single initial investment decision.
- Comparison:
5. Balance Strategy Summary Table
| Core elements | Balance measures | Typical effect |
| Design optimization | Modular design, CAE simulation. | Reduce development cycle by 30% and maintenance by 10%. |
| Material selection | Graded material selection+surface treatment. | Increase lifespan by 2-3 times, reduces long-term costs by 15-20%. |
| Manufacturing process | High speed machining+hot runner technology. | Process efficiency increased by 20% and yield rate exceeded 98%. |
| Maintenance | Monitoring+preventive maintenance | Reduce downtime by 60% and extend service life by over 20%. |
JS Company Practice Case:
- Car dashboard die: Made with H13 steel and hot runner system, it has a service life of 800,000 cycles and annual maintenance cost of less than $2,000.
- Consumer electronics shell mold: Pre-hardened steel+modular design with 300,000 times service life and no more than 15 minutes of mold change time.
- Medical silicone mold: Special alloy steel + corrosionresistant coating with a service life of 500,000 times and a failure rate of less than 0.01%.
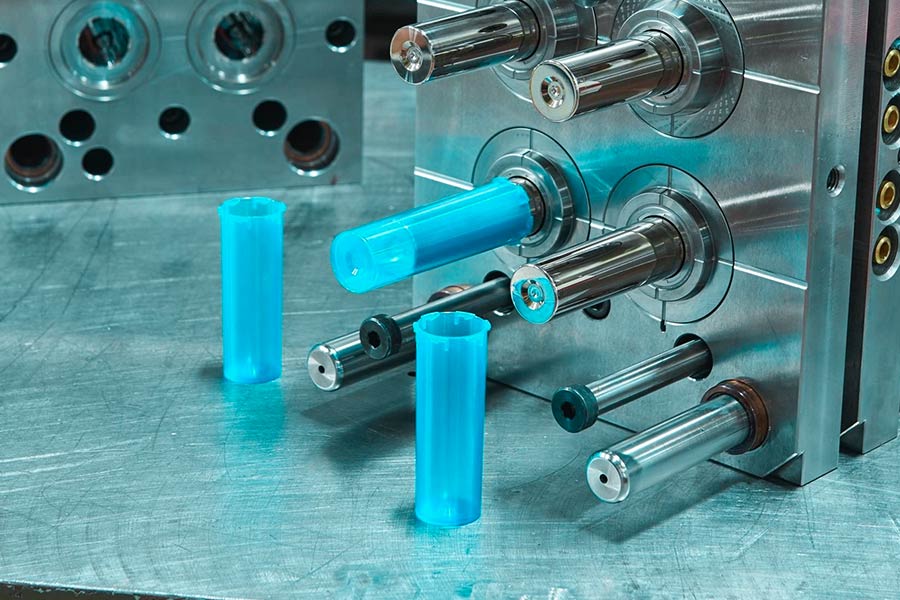
How do the core components of an injection molding machine work together in terms of their respective functions?
Division of functions among core components
1.Injection unit
Function: Heat and melt solid plastic particles and inject mold cavity under high pressure (50-200MPa).
Key technologies:
- Screw drive: Plasticized and measured by screw rotation and propulsion (e.g. JS's servo motor drive system, injection accuracy ±0.5%).
- Temperature control: Segmented heating coils ensures uniform melt temperature (e.g. nylon material requires constant temperature of 260-280°C).
- Performance indicators: Injection speed up to 80mm/s, suitable for thin-walled packaging, thick-walled auto parts and other requirements.
2.Mold closing system
Function: Provide sufficient locking force (such as JS model up to 1200 tons) to prevent injection molds from cracking under pressure and complete opening and closing action of injection molds.
Key technologies:
- Hydraulic drive: Adjust oil pressure through proportional valve to achieve accurate locking force control (error less than 5%).
- Mold adjustment mechanism: Mold thickness can be adjusted automatically according to different production specifications (e.g. JS electric mold adjustment system, mold adjustment accuracy ±0.01mm).
- Performance indicators: Support multiple mold sizes (minimum 50×50mm, maximum 1500×1500mm).
3.Control system
Function: Coordinate the timing and sequence of injection molding, compression, cooling, mold opening, etc. to ensure the stability of process parameters.
Key technologies:
- PLC Programming: Supports customization of production processes (e.g. multistage injection molding, delayed mold opening).
- Data collection: Real-time monitoring of parameters such as pressure, temperature and location (system sampling frequency up to 1000Hz in JS system).
- Performance indicators: Circulation time can be shortened to 1.5 seconds (high speed model) with a yield ≥98%.
Collaboration of the three main components
1.Mold closing stage
- The mold closing system shuts down the die and the hydraulic cylinder exerts locking force (200 tons of locking force is required, for example, for the mold of the cell phone case).
- The control system detects the closing state of the die and triggers the injection signal.
2.Injection stage
- The injection unit screw is pushed forward and molten plastic is injected into the mold (e.g. PET preforms 120MPa) at a set pressure.
- The control system adjusts the screw speed (segmented acceleration) and retention time (e.g.10 seconds for car parts).
3.Cooling and mold opening
- The cooling water circuit carries heat through the mold and the control system monitors the mold temperature (e.g. ±1℃ fluctuation).
- When the pre-set cooling time is reached, the mold closing system opens and the ejection mechanism pushes out the finished product.

How can JS material database help customers shorten the material selection cycle?
1.Intelligent screening and matching
- Parameterized query: Supports rapid filtration by material type (e.g. ABS, PA66, liquid silicone), mechanical properties, processing process (injection temperature, mold steel adaptability), etc.
- Case matching: Based on project history data, successful material solutions are directly recommended for similar situations.
2.Performance visualization comparison
- Material comparison matrix: Detailed parameters such as shrinkage rate, thermal deformation temperature and impact strength of 50+ plastic materials, 20+ silica and composite materials are compared by graph.
- Real-time simulation feedback: linked to mold flow analysis software to predict material flow behavior and cooling efficiency in a particular die.
3.Industry certification and compliance
- Standardized labeling: Indicates whether the material complies with FDA, RoHS, UL, and other certification requirements (such as biocompatibility certification for medical-grade silicone), reducing customer self verification time.
- Eco-friendly materials exhibition area: Concentrated display green materials such as biodegradable plastics (PLA) and recycled PET to support sustainable development needs.
4.Advantages of JS Material Database
| Dimension | Pain points of traditional material selection | JS database solution |
| Efficiency | Manual data retrieval takes 3-5 days. | Initial screening of materials completed in 10 minutes. |
| Accuracy | Reliance on experience judgment, prone to error. | Double validation of data and simulations with error rate of less than 5%. |
| Cost | High cost of trial and error (material waste+mold modification). | Virtual testing reduces physical experiment costs by 80%. |
| Compliance | Verification standards are subject to verification on a case-by-case basis. | Direct labelling of compliance labels to avoid legal risk. |
Summary
Injection molding realizes efficient transformation of plastic particles into complex components, and its technical value is reflected not only in the ultimate exploration of material properties, but also in the deep fusion of molding design and injection-molding processes. Through intelligent parameter control, modular mold development and digital production process, injection molding not only reduces the cost, but also endows the product with higher accuracy and reliability. In the future, with the improvement of algorithm optimization and automation level, injection molding technology will continue to push the boundaries and become a key force driving product innovation and industrial upgrading.

Disclaimer
The content of this page is for informational purposes only.JS SeriesNo representations or warranties of any kind, express or implied, are made as to the accuracy, completeness or validity of the information. It should not be inferred that the performance parameters, geometric tolerances, specific design features,material quality and type or workmanship that the third-party supplier or manufacturer will provide through the jusheng network. This is the responsibility of the buyerAsk for a quote for partsto determine the specific requirements for these parts.please Contact us Learn more information.
JS Team
JS is an industry-leading companyFocus on custom manufacturing solutions. With over 20 years of experience serving more than 5,000 customers,we focus on high precisionCNC machining,Sheet metal fabrication,3D printing,Injection molding,metal stamping,and other one-stop manufacturing services.
Our factory is equipped with more than 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it's low-volume production or mass customization, we can meet your needs with the fastest delivery within 24 hours. chooseJS TechnologyIt means choosing efficiency, quality and professionalism.
To learn more, please visit our website:jsrpm.com
FAQs
1.How important is mold design?
Mold design directly influences the shape, dimension accuracy and surface quality of the product. Good design can reduce shrinkage and deformation and improve production efficiency.
2.How to choose the right plastic material?
Materials such as ABS (durable) and silicone (soft) for sealing ring are selected according to product usage. Material performance determines processing temperature and finished product performance.
3.How do injection molding machines work?
The injection molding machine melts plastic particles by heating them and then injects them into the mold at high pressure. Once cooled, open the mould and remove the finished product. Its core components include injection unit, mold clamping system and control system.
4.How to reduce pollution during injection molding process?
Plastic injection molding can be effectively reduced by adopting recycled plastics (e.g. PCR materials), optimizing process parameters, reducing waste, installing exhaust gas filtration devices, adopting heat flow systems and reducing raw material losses.
Resources

