

In the field of precision manufacturing, CNC-machining is the core technology to realize complex structure and high precisão .
combinando com o Multi-Axis Axis Axis Axis Machines Ferramentas A usinagem CNC é uma tecnologia que completa automaticamente a usinagem de peça por meio de controle digital de computador de máquinas-ferramentas, como tornos e máquinas de moagem. A programação CNC requer domínio das seguintes técnicas principais, que são usadas o processo inteiro de usinagem: Qual é a definição de usinagem CNC?
Quais habilidades são necessárias para a programação do CNC?
Quais são as precauções para o design da espessura da parede?
1. a espessura da parede é uniforme para evitar a deformação
Na usinagem de moinho, a espessura desigual da parede pode levar à concentração de tensão e em deformação ou rachaduras após a moagem.
- usinagem do torno Requer alto grau concêntrico para peças de paredes finas. A espessura mínima da parede ≥0,5 mm é geralmente recomendada.
- movendo é afetado pela abrasão da roda, a fina é fácil, .
3.StrengthEn os tendões e otimize os cantos de transição
- Adicionar reforço à usinagem do moinho pode melhorar a rigidez local, mas é necessário evitar o excesso de design, para não dificultar a remoção dos chips.
- adicione r = 0,5 mm ou mais cantos arredondados nas paredes interno e externo para reduzir a concentração de tensão da ferramenta durante a usinagem de moagem.
High-strength materials, such as titanium alloys, require thicker wall thickness to accommodate the cutting force of milling machining, while lightweight Materiais, como ligas de alumínio, podem ser diluídos adequadamente, mas requerem controle de velocidade em combinação com a usinagem do torno.
5.shrinkage e reserva de tolerância
fundindo ou href = "https://jsrpm.com/industry/medical-device"> peças de precisão CNC (como componentes médicos) Precisa ser compensado por erros de tamanho por meio de reprocessamento (como a usinagem) e uma margem de moagem de 0,02-0.05mm deve ser referida para design. Em data-translateid="65e01e514aa828d7672b7e8436322308" data-pos="0" data-len="50" data-v-7b79c893="">6.Balance of tool path and processing efficiency
Complex wall thickness structures requires optimization of the milling Maixa Caminho da ferramenta Para evitar a substituição frequente da ferramenta. Helical cutting can be used to reduce tool load in deep cavity structure.
Em Data-translateId = "595FAE1709CC142765BF0E94FDE50257" DATA-POS = "0" DATA-LEN = "43" Data-v-7b79c893 = ""> se moer Polimento de usinagem é necessário , uma margem de usinagem de precisão de 0,01-0.03mm deve ser reservada no design para evitar a exceção da tolerância do tamanho final.Qual é o impacto da complexidade geométrica no CNC?
Em data-pos = "0" data-len = "191" data-v-7b79c893 = ""> A complexidade geométrica tem um grande impacto na usinagem CNC, especialmente na usinagem de usinagem e na usinagem. As seguintes diferenças e desafios precisam ser enfatizados:1. planejamento do caminho da ferramenta e eficiência de usinagem
-
Em data-v-7b79c893 = ""> moagem machining: Complex surfaces or irregular structures require multi-axis coupling (e.g. five-axis machine tools) or complex tool path programming, which greatly increases processing time, simple geometric shapes can be quickly alcançado usando máquinas-ferramentas de três eixos.
2. seleção de ferramentas e controle de desgaste
- moagem machining: Complex shapes (such as deep trenches and thin walls) require small diameter tools that are prone to wear and tear e precisam ser substituídos com frequência. Grandes ferramentas de corte podem melhorar os contornos simples para melhorar a eficiência da remoção do material.
- moagem requer otimização de parâmetros de corte ou moagem de alta velocidade , superfícies planas ou regulares facilitam a precisão.
- Turning Maixa : o eixo delgado ou peças de paredes finas são fáceis de se deformar sob força de corte e requerem suporte auxiliar, a redondeza e a rugosidade dos orifícios externos ou internos convencionais são mais fáceis de controlar.
4. span Class = "sentença" data-translateId = "45A64d5529df95755555566830s =" 45a64d5529df957555555686830s = 45a64d5529df957555555686830s = 45a64d5529df9572555566856830s = 45a64d5529df9572555566856830s = 45a64d5529df9572555556856830s = 45a64d5529df9572555566858a-p. data-len = "31" data-v-7b79c893 = ""> custos de processamento e viabilidade
-
Em data-v-7b79c893 = ""> moagem
- moagem
MAMINAÇÃO MACHINS:" MACLINGSOM: "MACLINGSOM: href = "https://jsrpm.com/surface-finishing"> requer tratamento adicional de polimento ou eletroquímico . The structure is simple and can meet assembly requirements diretamente. - Tornando a usinagem: As superfícies de rosqueamento ou acasalamento de precisão requerem ferramentas de medição especializadas para inspeção, enquanto as jantes externas convencionais podem ser inspecionadas rapidamente com paradas.
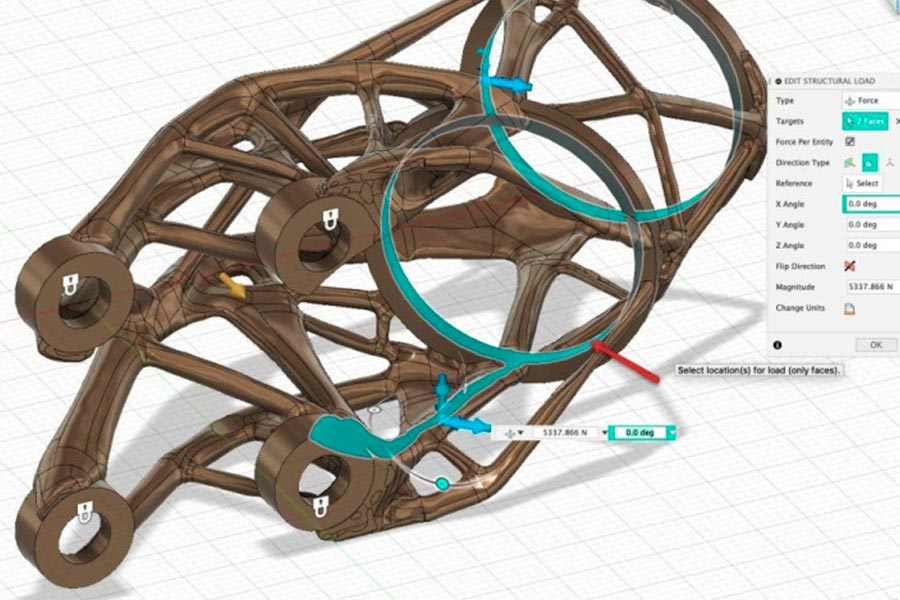
modelagem tradicional de CAD vs. design generativo de IA: os algoritmos podem substituir a experiência do engenheiro?
na modelagem tradicional de cad e gerando uma comparação de design de IA, algorithms não pode CNC, os dois precisam se complementar.
1. comparação de competências principais
2. data-v-7b79c893 = ""> limitações de ai generativo
- Falta de experiência em usinagem: A usinagem CNC envolve experiências práticas, como planejamento de caminho da ferramenta e definição de parâmetros de corte. Modelos gerados por ai podem ignorar a viabilidade de usinagem (como interferência da ferramenta e concentração de tensão) e requer calibração por engenheiros.
- Material property adaptation: JS company processes more than 50 materials (metals, composites, etc.), each with processing characteristics that make it difficult for AI to fully grasp the impact of material microstructure on Modelando, confiando apenas nas recomendações de seleção de materiais dos engenheiros.
- 98% dos pedidos foram entregues no prazo, contando com os engenheiros para ajustar os erros de processamento em tempo real . Atualmente, ai não pode responder dinamicamente a variáveis como ferramentas como ferramentas como a mais de variáveis como a mais variáveis, como a Machine, como a Machine, como a Machine, como a Machine, como a Machine, a AMMERMPEMENTE AMEMPERATION EM AMPERMATIONELENTE, como a Machinent, a Machine, e "A. umidade.
span Data-7b-7B79930 " data-translateid = "bf49999ff7Acb9e4d3032235119206125" data-pos = "156" data-len = "125" data-v-7b79c893 = ""> 3.A manifestação do valor colaborativo
algoritmos são ferramentas, a experiência é irreplacável
The practical logic of JS: Using generative AI for initial design exploration (such as quickly generating multi version shell structures), followed by engineers screening and optimizing based on CNC process Restrições (como a tolerância de ± 0,005 mm do JS), propriedades do material (como temperatura de processamento de liga de titânio) e experiência do caso do cliente (como consistência em lote de moldes automotivos).
Generative AI can improve design efficiency, but the core of A usinagem CNC Experiência e o controle de qualidade-S-STILT precisam ser liderados por engenheiros seniores.
Qual é a lógica principal da otimização do caminho da ferramenta na usinagem multi-eixo CNC?
1.Minimize o movimento vazio
- Ao adotar a alimentação em espiral e o caminho ciclóide, o caminho da ferramenta é otimizado para reduzir o tempo ocioso no processo de não corte.
- js correlação: o JS promete entrega rápida em 1-2 semanas, com seu eficiente Planning Technology Processing Times
Precisão.
2. otimização de parâmetros de corte dinâmico
- velocidade de alimentação em tempo real e velocidade do eixo são ajustadas de acordo com as características do material e a carga da ferramenta, a eficiência do equilíbrio e a massa da superfície.
- JS Correlação: 95% dos projetos alcançam uma precisão ultra alta, com crescimento de 25% em negócios repetidos, Agradecemos a uma equipe finen. Parâmetros .
3. span Class = "sentença" DatanslateId = "6d7314456363cc8146d66630d630d630d-p. data-len = "29" data-v-7b79c893 = ""> carga de ferramenta e gerenciamento de vida
- Para evitar sobrecarga ou vibração, a vida útil da ferramenta pode ser estendida por suavização de caminhos e controle de profundidade axial.
- js correlação: suporta metal/compósito em///a> com as ferramentas de corte de desgaste e as estratégias de otimização,
4. adaptação cinemática da máquina-ferramenta
- De acordo com as características da máquina-ferramenta de cinco eixos, um caminho é projetado para minimizar a interferência e melhorar a acessibilidade ao fazer o máximo de uso do eixo rotativo.
- js relacionado: seu processamento multi-deaxle Stans mais do que 50 Materials Material peças.
5. data-len = "37" data-v-7b79c893 = ""> otimização da taxa de remoção de material
- por meio de usinagem de contorno de moagem de alta velocidade, a taxa de remoção de material é melhorada e o tempo de usinagem é reduzido.
- JS Correlação: A vida média do projeto para os clientes foi reduzida em 15% devido ao planejamento e seleção de materiais e eficientes de titânio).
6. span Class = "sentença" Data-translateId = "8ec8cf1e8aAa9294FB377D877D830630630slateId = 8ec8cf1e8aa9294fb377777777D830630630slateId = 8ec8cf1e8aaa9294fb377777777d830" data-len = "41" data-v-7b79c893 = ""> restrições de processo e controle de tolerância
- combinando simulação cad/came, a viabilidade dessa via foi validada para garantir que ele atenda
- JS Associação: Apoia a importação de documentos padrão, como etapa/IGEs, e a equipe de engenharia garante a viabilidade da rota através de mais de 30 sessões de treinamento anual.
"
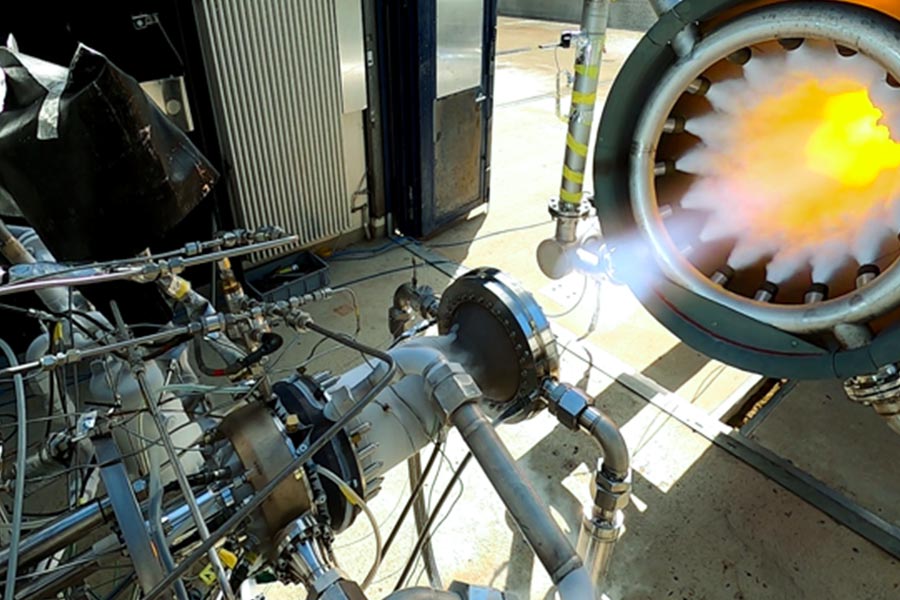
Quais são as dificuldades em processar a câmara de resfriamento irregular do bico de foguete?
Dificuldades de processamento
Em data-translateid = "C5526630783C3069E6B40453D06F6876" Data-pos = "0" Data-Len = "3" Data-V-7b79c893 = ""> 1. Data-translateId = "F10497F87892EDFFCB9BCF05343E7F60" DATA-POS = "3" Data-Len = "42" Data-V-7b79c893 = ""> A câmara de resfriamento do bico de foguete geralmente possui características geométricas complexas, como parede fina, seção transversal variável e canais de fluxo pequenos.- Materiais refratários com alta dureza e baixa condutividade térmica, como ligas de titânio, são comumente usadas em câmaras de resfriamento.
- js empresa usa ferramentas de corte profissionais para garantir a estabilidade da estabilidade da estabilidade da estabilidade da otimização da otimização da otimização da otimização da otimização da otimização da otimização da otimização da estabilidade da otimização da otimização da otimização da estabilidade da estabilidade da estabilidade da estabilidade da otimização da estabilidade da estabilidade da estabilidade da estabilidade da estabilidade da estabilidade da estabilidade da estabilidade da estabilidade da estabilidade da estabilidade da estabilidade da estabilidade da estabilidade da estabilidade da estabilidade da estabilidade da estabilidade da estabilidade da estabilidade da estabilidade da estabilidade da estabilidade da estabilidade.
3. data-len = "53" data-v-7b79c893 = ""> limpeza e consistência dos canais de fluxo interno
- O interior da câmara de resfriamento precisa ser mantido absolutamente suave para evitar a resistência a líquidos, pois a usinagem tradicional tende a criar rebarbas residuais ou detritos.
- js Company usa jato de água de alta pressão, polimento eletrolítico e outras técnicas de pós-procas href = "https://jsrpm.com/industry/aerospace"> Verifique se a qualidade interior da cavidade está em conformidade com os padrões aeroespaciais .
- O tratamento de longa duração de longo prazo levará à expansão térmica do material, afetando a precisão do tamanho.
- JS Company pode controlar o erro de deformação térmica para 0,01 mm.
JS Company usa a superloy de níquel para forjar em branco em branco, 1.Special cutting tools and cutting techniques Using diamond coated tools or cubic boron nitride (CBN) and other ultra-hard tool materials to optimized cutting parameters, such as speed and feed speed, can effectively solve the problem of high hardness of ceramics and cemented carbide, reduce tool wear and improve machining efficiency. 2.High precision CNC machine tools and control systems With ±0.005mm level ultra high precision machine tools and advanced CNC systems, the processing requirements of complex shapes and strict tolerances such as micrometer level are ensured, satisfying the application requirements of superhard materials in precision components. 3.Customized process plan Design specialized machining strategies based on material characteristics (such as brittle ceramics vs. high-toughness hard alloys), such as using micro lubrication (MQL) or dry cutting techniques to optimize surface smoothness and avoid material cracking or thermal damage. 4.Integrated cross-material processing experience Based on the experience of dealing with multiple materials in the past year, the mechanical models and parameters of metal and composite materials processing were transferred to the field of superhard materials, and the processing risks predicted by finite element analysis. 5.Support green manufacturing systems Energy recovery system and environmentally-friendly coolant circulation technology can reduce energy consumption and pollution in superhard materials processing. At the same time, it can be used automatically to reduce material loss to a minimum, in line with its sustainable improvement target of 20%. In CNC machining, the core of design and engineering considerations lies balance precision, material properties and process feasibility. From the structure optimization of machining mill to tool path planning of CNC machining, every step needs to be focused on tolerance control, material strength and machining efficiency. JS Precision Manufacturing integrates multi-axis coupling technology, specialized cutting tools and AI-driven process optimization to successfully solve the processing challenges of superhard materials such as ceramics and cemented carbide. Its ±0.005mm level accuracy and 98% on-time delivery rate confirm the importance of design, engineering and manufacturing integration. The content on this page is for general reference only. JS Series makes no express or implied warranties regarding the accuracy, timeliness, or applicability of the information provided. Users should not assume that the product specifications, technical parameters, performance indicators, or quality commitments of third-party suppliers are completely consistent with the content displayed on this platform. The specific design feature, material standards, and process requirements of the product should be based on the actual order agreement. It is recommended that the purchaser proactively request a formal quotation and verify product details before the transaction. For further confirmation, please contact our customer service team for professional support. JS is an industry leading provider of customized manufacturing services, dedicated to providing customers with high-precision and high-efficiency one-stop manufacturing solutions. With over 20 years of industry experience, we have successfully provided professional CNC machining, sheet metal manufacturing, 3D printing, injection molding, metal stamping and other services to more than 5000 enterprises, covering multiple fields such as aerospace, medical, automotive, electronics, etc. We have a modern factory certified with ISO 9001:2015, equipped with over 100 advanced five axis machining centers to ensure that every product meets the highest quality standards. Our service network covers over 150 countries worldwide, providing 24-hour rapid response for both small-scale trial production and large-scale production, ensuring efficient progress of your project. Choosing JS Team means choosing manufacturing partners with excellent quality, precise delivery, and trustworthiness. 1.How to optimize tool path and reduce vibration? The tool path is optimized by increasing the step distance, using spiral/cycloid cutting, adjusting the cutting direction to disperse the cutting force, maintaining the cutting load the same, avoiding the concentration of resonance point, and using axial layered cutting to reduce vibration. 2.What should I do if thin-walled parts are prone to deformation? When thin-walled parts are easy to deform during processing, the cutting force and vibration can be reduced by segmental cutting, decreasing feed speed, increasing support fixtures or vacuum suction clamping fixture, and optimizing tool paths to maintain uniform force distribution. 3.What are the key points of daily maintenance for CNC machine tools? Clean and lubricate machine tool daily, regularly calibrate coordinate system and tools, check coolant and fixture status, ensure system stability and machining accuracy. 4.Do complex surfaces require multi axis machine tools? Multi-axis machine tools are needed for complex surface machining because they can be used for multi-angle connecting rod cutting to ensure accuracy and efficiency and avoid multiple clamping errors.
recursos técnicos
medidas específicas
Efeito de aplicação
usinagem de precisão de vários eixos
Cinco eixos CNC System para suportar usinagem de superfície complexa .
O canal da câmara de resfriamento é formado de uma só vez para reduzir os erros de fixação.
processamento de material especial
Experiência em trabalhar com materiais de alta temperatura, como ligas Inconel e Titanium, com ferramentas de corte CBN.
rugosidade da superfície ≤0.8μm , perda de força <3%.
Controle de qualidade digital
comparação e verificação entre CMM e CAD.
A taxa de aprovação é superior a 98% e a taxa de retrabalho caiu 70%.
processo de produção eficiente
Programação modular, sistema de carregamento e descarregamento automatizado.
Ciclo de distribuição média reduzido para 10-14 dias úteis.
Certificação de grau aeroespacial
certificado por 9001 e AS9100D Certificação do sistema de gerenciamento de qualidade aeroespacial .
Fornecemos componentes para o SpaceX, aeroespacidade azul de seta e outros.
Como o JS processa materiais de super-hard?
resumo

Disclaimer
JS Team
For more information, please visit the official website: jsrpm.com FAQs
recursos

