

na maré da transformação inteligente da indústria de fabricação, cn machining a machinering machining, que se tornará a indústria de fábricas, cn. control machine tools movement accurately and realize automatic machining of metal, plastic, composite etc. tecnologia CNC O processo de diversificação (como usinagem de fresagem, a usinagem de torno, mas também a usinagem, mas a usinagem por meio de designer, mas a usinagem tradicional, mas também a usinagem tradicional, mas a usinagem fisiam.
With its intelligent CNC system, modularized process platform and green manufacturing system, JS has not only achieved seamless integration from prototype verification to mass production Entrega , mas também reformulou o ecossistema da indústria com uma redução de 20% no consumo de energia e uma economia de custos de 15%, definindo a referência técnica para precisão, eficiência e sustentabilidade na fabricação de ponta.
Qual é o princípio da usinagem CNC?
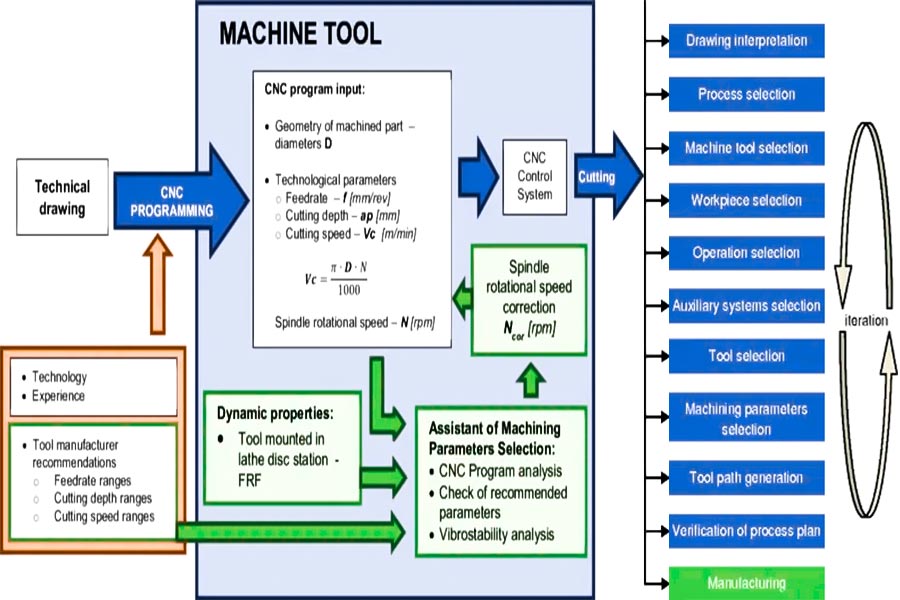
cnc-machining é uma espécie de tecnologia avançada de fabricação , que é controlada pelo software pré-programado pré-programado automatiza o processo de usinagem. Na sua essência, os arquivos de design CAD são convertidos em códigos de instrução reconhecíveis por máquina (por exemplo, código G) que acionam a máquina-ferramenta do sistema servo para manipular com precisão os caminhos das ferramentas, velocidade, alimentação e outros parâmetros. Todo o sistema combina a tecnologia de acionamento mecânico CAD, CAM e precisão a obtenha usinagem altamente repetível de peças simples para superfícies complexas . Comparado à operação manual tradicional, a usinagem do CNC melhora bastante a precisão da usinagem (até ± 0,005 mm), eficiência da produtividade e utilização do material, especialmente em aeroespacial, autopeças, dispositivos médicos etc., que requerem alta tolerâncias e qualidade da superfície.
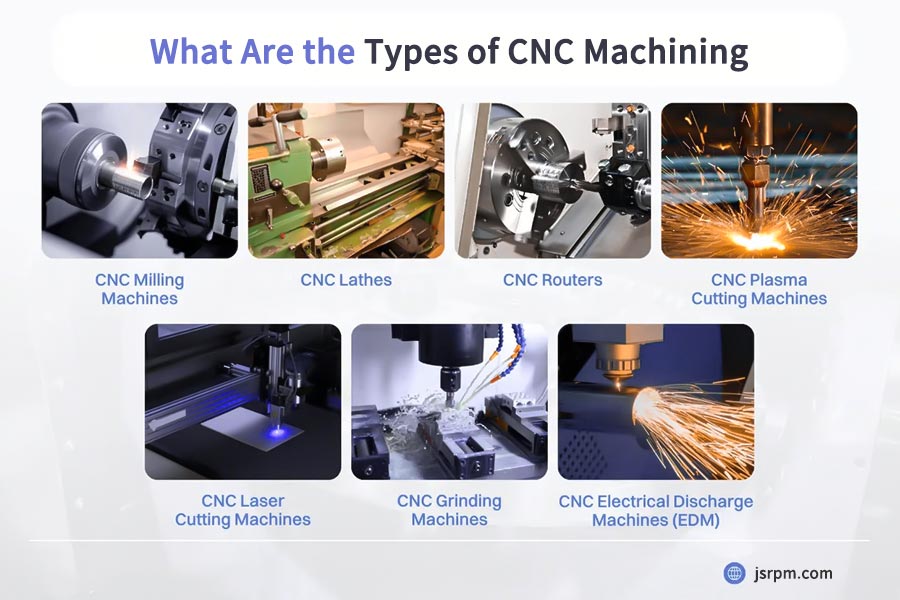
Quais são os tipos comuns de usinagem CNC?
A usinagem CNC é um tipo de tecnologia avançada que realiza usinagem automática de alta precisão através do controle numérico de computador. 1. data-translateid="f4c71cb15debf4ede23c412a2587e71b" data-pos="3" data-len="21" data-v-7b79c893="">CNC milling
as ferramentas de corte rotativas são usadas para multiaxial cutten of workway
Quais são as características da usinagem de cinco eixos CNC?
1.Multi-Axis Linkage
js e cinco sistemas de machinagem podem,
2. alta precisão e consistência da superfície
Ajustando dinamicamente a postura da ferramenta em tempo real, mantendo ângulos de corte ideais e reduzindo a vibração e o desgaste da ferramenta, a tecnologia de JS oferece precisão de usinagem dentro de ± 0,005mm e a superfície abaixo de 0.8μm. Esses recursos atendem aos requisitos rigorosos de indústrias como equipamentos aeroespaciais e ópticos.
3. span Class = "sentença" DatanslateId = "403B4FB973B3FD5F83FE" data-len = "20" data-v-7b79c893 = ""> processamento eficiente
Em data-len = "201" data-v-7b79c893 = ""> urrlelling multi-facet acentuado em uma única seleção Isso melhora a eficiência da usinagem em 30% a 50% em comparação com as máquinas de três eixos. Quando combinado com a tecnologia de corte de alta velocidade, é ideal para a produção em larga escala de ligas de titânio aeroespacial e componentes automotivos.4 Integrated molding of complex structures
Em href = "https://jsrpm.com/industry/medical-device"> as estruturas porosas usadas em implantes ortopédicos médicos ou canais de fluido de precisão para hélices de navios-em uma única operação. Isso reduz as etapas da montagem pós-combinação.5. data-pos = "3" data-len = "40" data-v-7b79c893 = ""> materiais e processos adaptáveis
Em operações. se adapta perfeitamente à prototipagem através da produção em massa.6. span Class = "sentença" Data-translateId = "FAC4D46E6D01C08816A99FD012212D46101C01C0816A99AFD01221201C01C01C0816A99AFD01212D01C01C0816A92 data-len = "39" data-v-7b79c893 = ""> automação inteligente
O software de câmera integrado gera automaticamente os males de ferramentas, enquanto o estadual de riscos de tempo. Os modelos avançados apresentam medição e compensação em processo para garantir a consistência do lote.
mover ou girar deve ser escolhido para processamento de alumínio?
span style = "font-size: 17px;">
Data-translateId = "66A85293EdEDEDE7637A9FA83208A837D2" Data-poss = "0" Data-len = "66" Data-V-7b79c893 = "">
Lathe machining usinagem de moagem precisão depende do planejamento do caminho da ferramenta e rigidez da máquina: precisão depende da escuridão e da geometria da ferramenta: 4.Comparação da adaptabilidade da tecnologia JS 5. Vantagens da integração da tecnologia JS Escolher moagem ou giro requer uma consideração abrangente da forma da peça, requisitos de precisão e propriedades do material. JS pode maximizar as vantagens de dois processos através de soluções de processo personalizadas, como moagem de superfície complexa (ligação de cinco eixos) e giro da peça de eixo em lotes (automação eficiente). 1.Choose o material da ferramenta com base no material da peça de trabalho materiais de metal macio (como alumínio, cobre) Materiais de alta dureza (como aço extinto, ligas de titânio) Composto ou de materiais de processamento difícil de difícil (como aço inoxidável, ligas resistentes ao calor) 2. Optimize parâmetros da ferramenta com base nas condições de processamento velocidade de corte (vc) taxa de alimentação (f) e profundidade de corte (AP) Método de resfriamento 3. requisitos de usinagem de correspondência geométrica de Tool Requisito de resistência (vida útil longa): tialn/pvd revestimento é selecionado com uma alpinência antioxidante de 800 ° C e A 2-3.
Requisitos de ligação (por exemplo, aço de aço inoxidável): revestimentos de enxofre (por exemplo, Mos₂) ou Diamond-Lamen): Diamonse): Nódulos. descrição típica: por exemplo: g01 x10 y20 f100, que representa a mudança diretamente do ponto atual em 100mm/min (x = 10, y = 20).
código m (função auxiliar) Função do núcleo: RELATO AOUXIARY da Machine por exemplo: m03 s1500, o eixo gira em 1.500rpm.
código m span style = "font-size: 17px;"> código m Não perca nossas atualizações futuras! Seja inscrito hoje!
requisitos de cenário
Processo recomendado
vantagens da tecnologia js
suporte de dados
formas complexas
moagem
Capacidade de usinagem de ligação de 5 eixos para lidar com superfícies irregulares (como alumínio da aviação).
caso no ponto: andaimes de drones é 30% mais eficiente.
componentes do eixo em lote
Turnando
acessórios especializados podem obter um único processo multiprocess de aperto e reduzir erros de posicionamento (precisão de posicionamento repetida ± 0,002mm).
Os dados mostram: a capacidade de produção diária
usinagem de parede fina
moagem
corte de alta velocidade (velocidade 8.000 rpm) é usado em combinação com o líquido de arrefecimento com a deformação inferior a 0,02 mm.
Dados de teste: The Flowness de placa de alumínio 0,5mm após a moagem Atinge 0,01mm.
superfície lisa
Turnando
ferramenta revestida de diamante possui controle de velocidade linear constante e ra ≤0,2 μm.
Feedback do cliente: depois de girar o brilho da concha de alumínio de alumínio, aumentou 40%.
indicadores-chave
processo de moagem (vantagens JS)
processo de torneamento (vantagem JS)
Adaptabilidade material
pode processar ligas de alumínio como 6061/7075/2024 e suportar pré-tratamento anodizador.
O torno dedicado está equipado com um fuso de cerâmica, AS CONDUDE PROCESSO ALTUMENTE ALUMINUM ASSUSTING para processar a alumínio
melhoria de eficiência
CAM Software evita automaticamente a margem, aumentando a eficiência da programação em 50%.
O sistema de mudança de ferramenta síncrona reduz o tempo auxiliar em 30%.
Controle de custos
Reduza o desgaste da ferramenta em 25% (através do monitoramento inteligente de desgaste).
Reduza o custo do processamento de uma única peça em 18% (devido à alta taxa de reutilização de fixação durante a produção em massa).
Indicadores ambientais
A tecnologia de corte a seco reduz o uso do fluido de corte em 70%.
O sistema de resfriamento circulante economiza 60% de água.
como escolher ferramentas de usinagem de torno adequadas?
como distinguir entre as duas linguagens de programação para usinagem cnc?
Inscreva -se no boletim informativo
