

span class = "frase" data-translateid = "d077348906043747f115f0c62cac7f3d" data-pos = 0 "data-len =" 0 "Data-Len =" 0 "". Data-V-7B79C893 = ""> La tecnologia di stampa 3D sta rimodellando la logica di produzione con produzione digitale. From rapid prototyping of industrial gears and custom skeletons for medical use to lightweight components for racing engines, it continues to push the boundaries di produzione. Come collegamento tra il design e la produzione, i modelli stampati sono diventati strumenti efficaci per la convalida. JS fornisce servizi di stampa 3D professionale FDM, SLA, SLS e processi di stampa metallica , supportando tutto, dallo sviluppo del prototipo alla produzione di piccoli batch e aiuti a terra.
span class = "frase" data-translateid = "65d255dcf0718cf202d264b30ea6607d" data-pos = "392" Data-LEN = "207" " data-v-7b79c893 = ""> STRIGT> 2.Stereolitography (SLA) 3. Sintering laser selettivo (SLS) 4. Multi jet fusion (mjf) fril> 5. fusione laser selettiva (SLM) Quali sono i tipi di tecnologie di stampa 3D?
| Tipo di tecnica | velocità | costo | Tipo di materiale | capacità di elaborazione della complessità | JS Associated Advantages |
| fdm | medium | basso | materie plastiche come PLA e ABS. | ★★★ ☆ | velocità di ottimizzazione del processo di produzione efficiente. |
| sla | veloce (dlp) | Center | resina fotosensibile. | ★★★★ ☆ | abbinamento ad alta precisione JS ± 0,005 mm standard. |
| SLS | medium | Center | nylon, tpu e altre polveri. | ★★★★ ☆ | Supporta l'espansione di applicazioni metalliche/composite. |
| mjf | estremamente veloce | medio-alto | nylon (PA12/PA11). | ★★★★ | miglioramento dell'efficienza di produzione batch per la consegna rapida. |
| slm | slow | alto | polvere di metallo (titanio, acciaio inossidabile). | ★★★★ | La tecnologia di lavorazione di precisione garantisce un'elevata complessità delle parti. |
- La consegna rapida può essere raggiunta in 1-2 settimane utilizzando la tecnologia MJF, il che migliora l'efficienza della produzione fino a 3 volte rispetto alla SLS convenzionale
- La combinazione di MJF, SLA e JS's ± 0,0055 mm di capacità di lavorazione di precisione Assicosti che i componenti si ribellano che i componenti si riuniranno in sequenziali e nei confronti dei componenti che i componenti si riuniranno in un resunzione di aerospace, e medicin Fields.
- MJF La tecnologia riduce i rifiuti materiali attraverso la sinterizzazione batch, che, combinata con l'ottimizzazione del processo di JS, riduce i costi clienti di una media di 20%.
; src = "https://jsrpm.com/webSite_img/i/2025/04/24/ssmkx6-2.jpg" alt = "Tipi di tecnologie di stampa 3D" width = "900" altezza = "600">
Qual è l'effetto dello spessore dello strato di stampa FDM sulla resistenza?
>>> Relazioni tra spessore e meccanico Forza
1. più spesso il livello, più debole è l'adesione interlayer
- Nella stampa FDM, ogni strato di plastica fusa deve essere completamente legata al strato precedente.
- > Suggerimento di ottimizzazione: la società di JS è inadempiente a uno spessore di strato sottile di 0,1-0,2 mm nel servizio di stampa per la portata di carico l'area di contatto tra i livelli.
2. più spesso è il livello, la struttura più densa - Spessore di strato più piccolo, come 0,05 mm, riduci lo spazio tra gli strati, rendendo più uniforme la struttura di superficie e la struttura interna.
- JS Caso: durante la stampa Servizio delle parti aerospaziali, JS controlla lo spessore dello strato di stampa Il livello del micrometro per garantire che i componenti soddisfino gli standard di resistenza aerospaziale.
Span style = "Font-size: 17px;" Effetto dello spessore del laborazione sulla direzione di stampa
- La forza delle parti FDM è anisotropica, cioè lungo la direzione di stampa (Asse Z) è generalmente più forte della direzione verticale (asse xy). Soluzione: il team di ingegneria professionale di JS sarà consiglia la combinazione più ottimale della direzione di stampa e lo spessore per massimizzare la forza strutturale in base alla progettazione di prodotti.
- Strati spessi stampano rapidamente e usano meno materiali di consumo, rendendoli adatti a prototipazione rapida, ma potrebbero mancare di forza a causa di difetti interstrato. Ad esempio, quando si stampano in plastica ABS con uno spessore dello strato di 0,3 mm, la resistenza alla trazione può essere inferiore del 15% -20% a quella di uno spessore dello strato di 0,1 mm.
- Ottimizzazione dei costi: il servizio di stampa di JS utilizza algoritmi intelligenti per raccomandare automaticamente la soluzione di spessore dello strato più economico garantendo la forza, risparmiando la forza, risparmiando i clienti più del 30% dei costi materiali.
2. Livelli sottili Aggiungi forza ma richiedi più tempo per stampare
- La stampa a strato sottile può migliorare la forza, ma il tempo di stampa è ovviamente aumentato. Tempo di servizio di stampa garantito: JS utilizza un cluster industriale di stampante multi-cifra, quindi anche se si opta per i livelli ultra-sottili, puoi spedire entro 1-2 settimane.
1. Parti funzionali rispetto a parti di visualizzazione
- Parti funzionali (come maniglie degli strumenti, parti meccaniche): si consiglia lo spessore dello strato di 0,1-0,2 mm, tenendo conto sia di resistenza che di efficienza.
- Parti di visualizzazione (come i modelli di aspetto): lo spessore dello strato 0,3 mm può essere selezionato per ridurre i costi e accelerare la consegna.
- Servizio personalizzato: JS fornisce una consulenza tecnica gratuita e regola dinamicamente i parametri di spessore del livello in base alle esigenze dei clienti.
2. Adattamento della proprietà del Materiale
- PLA/ABS: lo spessore dello strato convenzionale è 0,1-0,3 mm e gli strati sottili possono migliorare le prestazioni dei dettagli.
- Nylon/Composite Materials: 0,05-0,15 mm lo spessore dello strato si consiglia di migliorare la tenacità.
- Libreria dei materiali di servizio di stampa: JS supporta la stampa di oltre 50 materiali e ogni materiale è stato testato per lo spessore dello strato per garantire prestazioni di resistenza ottimali.
Quali parametri determinano la risoluzione di stampa SLA?
> Parametri core che influiscono SLA PRINT Risoluzione
1. Tipo di sorgente luminosa e dimensioni del granello
- Fonte luminosa laser: il diametro di spot è generalmente 10-100 micron, adatto a gioielli, odontoiatria e altri modelli ad alta preca.
- Fonte luminosa DLP: un granello di luce viene proiettato tramite un proiettore digitale e la dimensione dei pixel determina la risoluzione (ad esempio 50-100 micron per proiezione 2K/4K).
- Impatto: minore è la dimensione del granello, migliore è il dettaglio dell'asse x/y, ma il tempo di stampa può aumentare.
span Data-V-7B79C893 = ""> 2. Velocità di scansione ed espansione
- più lenta è la velocità di scansione, maggiore è l'energia di esposizione per unità di area, più profonda è la cura; Se la scansione è troppo veloce, la cura può essere incompleta.
- Direzione di ottimizzazione: regolazione dinamica della velocità di scansione (ad es. Riduzione della velocità di scansione dei dettagli) in base alla complessità del modello.
3. Spessore di livello (risoluzione dell'asse Z)
- L'intervallo di spessore del livello varia da 25 a100 micron. Per esempio, 50 micron per prototipi rapidi e 25 micron per parti di precisione.
4. Span Data-V-7b79c893 = "">> Properties Resin
- Viscosità: le resine a bassa viscosità hanno una buona fluidità, facile da riempire piccole strutture, ma la velocità di cura deve essere bilanciata.
- Photosensity: le resine ad alta fotosensibilità sono sensibili alla luce e possono solidificarsi a bassa energia, riducendo il rischio di deformazione termica.
5. Complessità della geometria del modello
- Le strutture e i fori di sporgenza richiedono supporto aggiuntivo o regolazioni della strategia a strati, che possono essere a scapito della risoluzione locale.
- Metodo di ottimizzazione: la struttura di supporto adattivo è generata dal software di taglio del modello.
parametri Impatto sulla risoluzione Direzione di ottimizzazione Valore tipico Tipo di sorgente di luce Laser> dlp (Laser ha una precisione maggiore alla stessa risoluzione). Scegli laser per modelli di precisione e DLP per la produzione di massa. laser: 50μm / dlp: 100μm size spot più piccolo è il punto, più chiari sono i dettagli. usa teste laser ad alta precisione o proiezione DLP 4K. 50μm (laser) velocità di scansione più lenta la velocità, più completa la cura. Riduci la velocità nelle aree sottili (ad esempio 0,1 mm/s) e accelera in grandi aree. 50-200mm/s Layer thickness The layer thickness is halved and the Z-axis resolution is increased by 4 times. Use thin layers (25μm) for precision parts and thick layers (100μm) for speed increase. 50μm (standard) Resin viscosity Low viscosity improves fluidity and detail filling ability. Use special resins (e.g. transparent resins with viscosity ≤1500cP). 500-2000cP Model overhang angle If the angle is too small, dense support is required, and blocking the light affects the curing. Avoid <45° overhangs or add auxiliary supports in the design. ≥60° (unsupported) By properly selecting parameter combinations, the 3D printing model can achieve precise manufacturing from concept verification to functional prototypes.
Which printing technology is more stable in high temperature environments?
1.3D printing of metallic materials (high temperature environment preferred)
SLM/DMLS (selective laser melting/sintering)
- Heat resistance: Materials such as titanium alloy (Ti6Al4V, melting point 1668°C) and nickel-based superalloys (Inconel 718, melting point 1390°C) can withstand high temperatures for longer than 600° C.
- Stability: The laser melts the metal powder layer by layer, the tissue is compact, and the resistance to creep is strong.
- 3D printing service support: Printing shops reduce residual stress and prevent thermal deformation by optimizing laser power, scanning speed and cooling strategies.
2.Ceramic 3D printing technology (ultra-high temperature resistance potential)
SLA/DLP (light-curing ceramics)
- Heat resistance: Alumina (Al2O3, melting point 2050°C) and zirconium oxide (ZrO2, melting point 2700°C) ceramics can withstand temperatures above 1500°C.
- Stability: Ceramic blanks require high temperature sintering (above 1600°C), density is close to theoretical values, and thermal expansion coefficient low.
- 3D Printing Service Support: Printers provide a complete range of services from printing to degreasing and sintering to ensure that ceramic parts are fissure-free and size stable.
3.High-Performance engineering plastic 3D Printing
FDM (Molten deposition modeling)
- Heat resistant materials: PEEK (melting point 343°C), ULTEM (melting point 335°C) and other special engineering plastics.
- Stability: PEEK retains strength after prolonged use at 260°C, but printing temperature (280-320°C) and cooling conditions need to be optimized.
- 3D printing service support: Printing shops use industrial-grade FDM equipment (such as Stratasys Fortus series) with thermostats to reduce warping.
SLS (selective laser sintering)
- Heat resistance: Nylon + fiberglass/carbon fiber composites with a short-term temperature resistance of up to 180°C.
- Stability: Laser sintering is compact, but oxidizes easily at high temperature for a long time and requires surface coating protection.
- 3D printing service support: Printing shops provide material modification services (such as adding flame retardants) to improve temperature resistance.
- Advantages: Plastic 3D printing is low cost, short cycle time, suitable for medium and high temperature environments (e.g. automobile intake manifolds, electronic radiator, etc.).
Technology selection recommendations for high temperature scenarios
Scene temperature Recommended Technology Core advantages Key capabilities of printing shops 600-1000℃ Metal SLM/DMLS. High strength and creep resistance. Laser equipment, vacuum environment, heat treatment. 1000-1500℃ Ceramic SLA/DLP. Ultra high temperature resistance and corrosion resistance. Specialized ceramic materials and high-temperature sintering process. 200-600℃ PEEK FDM, Nylon SLS. Economy and lightweight. Industrial grade equipment and material modification. 
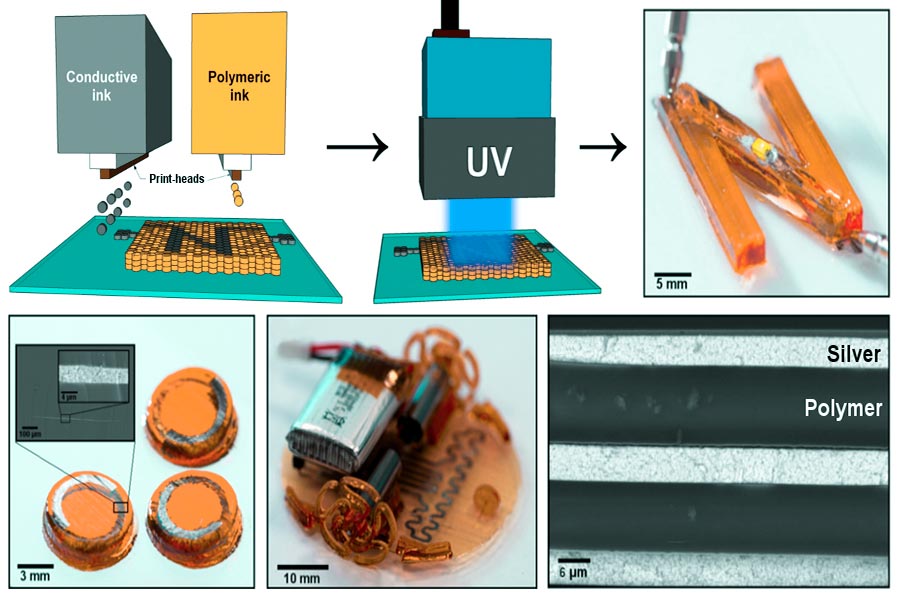
How to achieve layered stacking in 3D ink jet printing?
Ink jet printing technology is by layering liquid material on top of each other to create three-dimensional objects. Its core lies in high high-precision jetting and curing control. Specific implementation steps and key technologies are as segue:
1.Preparation of materials: Adaptation of liquid media
- Photosensitive resin: The most commonly used material that requires fast curing and high viscosity stability.
- Support material: Water-soluble or fusible material used to temporarily support complex structures.
- Ink jet printing optimization: The injection accuracy of the nozzle (usually 20-100 microns in diameter, for example) needs to be adjusted by adjusting parameters such as viscosity of the material and surface tension.
2.Ink jet print head: Precision droplet injection
Piezoelectric drive or thermal foaming technology:
- Piezoelectric ceramics: The piezoelectric ceramic deformed by voltage changes, and ink cavity are compressed to produce tiny droplets.
- Thermal foaming: Local heating of ink to form bubbles, promote droplet spray.
- Multi-nozzle collaboration: Industrial-grade inkjet print heads integrate hundreds of nozzles to achieve a single sweep over a large area.
- Layered path planning: Software slices 3D models into 2D segments, and the inkjet head spray layers of material along the path.
3.Layer by layer stacking: droplet solidification molding
- Photocuring (UV/LED):
- After each layer of liquid resin is sprayed, solidify with UV light or LED light immediately to form a solid thin layer.
- Accurate control: Light intensity and exposure time need to be matched to the solidification characteristics of the material (e.g. SLA/DLP technology).
- Thermal curing: Some materials (such as some nylon powder binders) are heated to initiate cross-linking reactions.
- Multi-layer stacking: Repeat spray curing process until three-dimensional structure is complete (layer thickness is usually 20-100 microns).
4.Post-treatment: enhancement and surface optimization
- Support structure removal: Dissolve or melt temporary support material.
- Surface treatment: Grinding, sanding or chemical polishing to eliminate step effect.
- Late-stage maintenance: Some materials require secondary curing to improve mechanical performance.
How to choose supporting materials for complex 3D printing models?
1.Structural adaptation principle
Overhang structure (>45°):
- PVA/HIPS: Soluble scaffold for water solubility or solvent removal.
- Example: In 3D models printing of inclined bridges, PVA support can be removed by water solubility to prevent tool damage to detail.
Bridge structure (long span):
- ABS/nylon support rods: High temperature resistant to breakage during printing (such as robotic arm model).
- For example, HIPS support can withstand high temperatures when printing grids in 3D models printing to prevent breakage during printing.
2.Matching and separation of materials
Easy peel combination:
- PLA+PVA: Low adhesion, smooth finish.
- Example: The 3D models printing transparent resin model matched the PVA support and dissolved in water without residue.
Chemical dissolution combination:
ABS+HIPS: Lemonin is needed to dissolve the scaffold and is suitable for complex internal parts such as gear components.
3.Actual performance requirements
- Heat Scenario: Ceramic/metal supports: high temperature resistant (e.g. titanium alloy printing) requiring mechanical peeling.
- Shrinkage control: The material shrinkage rate of the supporting material is closer to that of the model material (e.g. PETG + PETG support).
4.Post-treatment efficiency
Quick removal:
- Water-soluble (PVA): Suitable for medium and small size printing, shortening post-treatment time (medium and small size preferred).
- Manual peeling (TPU): Low cost but requires fine handling.
Environmental Protection Plan: It is advisable to select biodegradable scaffolds (e.g. PBDE-based biodegradable materials) to reduce waste liquid treatment costs.
5.Printer adaptation
FDM equipment:
- Co-Supported: PLA/PVA/HIPS, optimize separation effect, optimized separation by adjusting nozzle temperature.
- Example: 3D models printing hollow spheres with HIPS support, acetone vapor smooth surface.
SLA/DLP equipment:
- Supported by soluble resin, it was cured by ultraviolet light and then soaked and removed directly.
- For example, when 3D models printing precision gears, resin supports retain microscopic detail.
Can JS achieve functionally graded components through multi material 3D printing?
1.Multi-material printing technology support
JS's 3D printing services include MJF and composite metal/ceramic printing technologies, which can switch different materials (e.g. metal-ceramic, carbide-polymer) during the same printing process to achieve continuous or segmented gradient changes in material composition.
2.Material compatibility and gradient design
Through JS's 3D printing services, customers can choose from a variety of material combinations, including metals, ceramics and composites, and freely design the microstructure of functional gradient components (such as abrasionresistant + substrate layer).
3.Process optimization and performance assurance
JS's industrial-grade equipment supports thickness control (±0.005mm) and temperature management to ensure uniform interface bonding strength and gradient transition across different materials and meet extreme working conditions such as high temperature and pressure.
4.Customized solutions
For areas such as aerospace and medical devices, JS's team can provide a full range of services, from material selection and gradient structure design to reprocessing, such as:
- Aerospace engine parts: Titanium alloy substrate gradient structure + ceramic thermal barrier coating.
- Orthopedic implants: Metal skeleton biomimetic design + bioactive ceramic coating.
Summary
As a disruptive technology, 3dprinting continues to drive change in manufacturing with its diverse process types (e.g. FDM, SLA, metal printing, etc.) and a wide range of application scenarios (from industrial manufacturing to medical innovation). Whether it is the efficient production of complex functionally gradient parts or the rapid iteration of custom models, 3D printing services demonstrate irreplaceable flexibility and economy. Technology service providers represented by JS have further lowered the technology threshold by integrating multi-material printing, precision process control and industry-wide chain support, allowing businesses to focus on design innovation and value creation.

Disclaimer
The content on this page is for general reference only. JS Series makes no express or implied warranties regarding the accuracy, timeliness, or applicability of the information provided. Users should not assume that the product specifications, technical parameters, performance indicators, or quality commitments of third-party suppliers are completely consistent with the content displayed on this platform. The specific design feature, material standards, and process requirements of the product should be based on the actual order agreement. It is recommended that the purchaser proactively request a formal quotation and verify product details before the transaction. For further confirmation, please contact our customer service team for professional support.
JS Team
JS is an industry leading provider of customized manufacturing services, dedicated to providing customers with high-precision and high-efficiency one-stop manufacturing solutions. With over 20 years of industry experience, we have successfully provided professional CNC machining, sheet metal manufacturing, 3D printing, injection molding, metal stamping and other services to more than 5000 enterprises, covering multiple fields such as aerospace, medical, automotive, electronics, etc.
We have a modern factory certified with ISO 9001:2015, equipped with over 100 advanced five axis machining centers to ensure that every product meets the highest quality standards. Our service network covers over 150 countries worldwide, providing 24-hour rapid response for both small-scale trial production and large-scale production, ensuring efficient progress of your project.
Choosing JS Team means choosing manufacturing partners with excellent quality, precise delivery, and trustworthiness.
For more information, please visit the official website: jsrpm.comFAQs
1.Does SLS printing require support?
SLS printing usually does not require support. The unsintered nylon powder will naturally envelop the model to avoid collapsing in the air. Only a few complex designs require a small amount of ancillary support, which greatly simplifies the reprocessing process.
2.Which technology is suitable for printing transparent parts?
SLA technology is suitable for printing transparent parts. It uses photosensitive resin that hardens under UV leggero. The surface is smooth and transparent. Suitable for making high precision transparent model (such as optical parts).
3.What does the layer thickness of FDM affect?
The thickness of FDM layer influences surface smoothness, printing time and printing strength. The thicker the layer, the more visible the pattern, the faster the printing, but the intensity may be reduced.
4.How big a part can 3D printing make?
Industrial-grade 3D-printing devices can manufacture large parts of meters (such as aerospace parts), while desktop devices are usually limited to a few dozen centimeters and are suitable for small models or prototypes.
Resources

