

Sheet metal fabrication is the core manufacturing technology that converts metal sheets into functional components through cutting, sheet metal bending and assembling. The choice of materials directly determines the performance, cost and application scenarios of the product. Galvanized sheet metal, aluminum sheet metal and stainless steel are the three main substrates. Galvanized sheet metal surface zinc layer widely used in the home appliance and automobile industries through its effective anti-rust, strength and economy. Aluminum sheet metal has the advantages of light weight, corrosion resistance and high thermal conductivity and has become the preferred radiator for aerospace and electronic products. On the other hand, Stainless steel is dominant in chemical equipment and medical devices because of its high temperature and corrosion resistance.
In addition, special materials such as copper and titanium alloys offer different properties for specific needs, such as conductivity, strength or biocompatibility. Reasonable selection and matching of bending process parameters are key prerequisites to ensure the function and economy of sheet metal parts.
What is sheet metal fabrication?
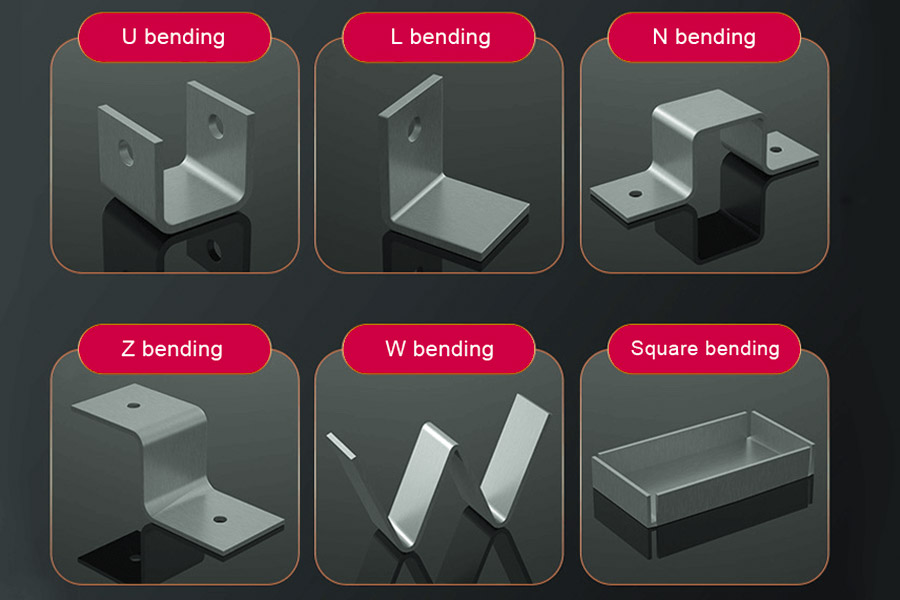
In sheet metal fabrication, the cutting process determines the initial shape of the material, and bend sheet metal is a key step in giving a component have a three-dimensional structure, requiring precise control of angle and radius to avoid deformation or stress concentration. Subsequent assembly process may involve riveting, bolt connections or welding to ensure the functionality and stability of the assembly. This process balances the efficiency of mass production with the flexibility of small batch customization, making it particularly suitable for application scenarios that require rapid iteration or complex geometry. By optimizing mold design, applying automation equipment and carrying out strict quality inspections, sheet metal processing can balance precision and cost, and become one of the indispensable foundational technologies in modern manufacturing.
What materials are commonly used in sheet metal fabrication?
1.Galvanized sheet metal
Surface galvanized layer, excellent rust prevention ability, high cost performance. It is widely used in corrosion resistant environmentsuch as refrigerator, air conditioners, building fences, roof and car chassis.
2.Aluminum sheet metal
Known for being lightweight, strong, resistant to corrosion, good electrical and thermal conductivity, it is the go-to material for aerospace (body components), electronics (heat sinks, phone backplates) and automotive lightweight (wheel hubs, battery packs).
3.Stainless steel sheet metal
Chromium alloy has the characteristics of resistance to high temperature, acid and alkali corrosion. It is commonly used in chemical equipment, medical devices, kitchen utensils and high-end decoration engineering.
4.Copper alloy sheet metal
Outstanding conductivity, thermal conductivity and antibacterial properties, mainly used in electrical contactors, refrigeration pipes, decoration and high-end sanitary equipment.
5.Titanium sheet metal
High strength, weight ratio, corrosion resistance, good biocompatibility, suitable for aerospace, high-end sports equipment, medical implants and other harsh environment.
What are the advantages and disadvantages of galvanized steel metal?
Strengths:
1.Excellent rust prevention performance
Zinc coating on the surface of galvanized steel metal can effectively insulate oxygen and moisture, greatly extending the service life of the metal (usually up to 15-30 years), especially for humid or corrosive environments (such as building roofs, auto components, etc.).
2.Good formability and Processability
When using cold machining technology such as sheet metal bending, galvanized steel metal has high ductility and is easy to be processed into complex shape. At the same time, the zinc layer is not easy to peel off and maintains surface protected.
3.Economy and practicality
Galvanized steel metal has lower costs and lower maintenance than high-end materials such as stainless steel, making it suitable for large-scale industrial applications such as home appliance casings and shelf structures.
4.Environmental Protection and Recycling
Galvanized steel metal can be recycled multiple times to meet the needs of sustainable development. During the recycling process, the galvanized sheet can be reused to reduce resource waste.
Weaknesses:
1.High initial cost
The galvanizing process increases the production cost of steel plates and may be less cost-effective if used only for a short period of time.
2.Deal with restrictions
During sheet metal bending, if the bending radius is too small or improperly operated, the galvanized layer may crack or fall off. It is necessary to standardize process parameters (e.g. avoid sharp angles). During welding, the zinc layer evaporates due to heat and toxic gas is produced, so protective measures require to be taken to affect the quality of welds.
3.Risk of zinc layer wear
Long-term friction or scratching may lead to partial loss of zinc coating, loss of antiseptic effect, protection needs to be added in vulnerable areas.
4.Long-term maintenance costs
Although the initial cost is low, it is necessary to regularly inspect the wear and tear of the zinc layer and apply or replace the zinc layer as necessary. Long-term maintenance costs are high.
5.Environmental disputes
Zinc waste gas or slag may be produced during galvanizing. Improper treatment will cause environmental pollution and the production process must be strictly controlled.
How to prevent cracking in aluminum steel metal bending?
The main causes of bending and cracking of aluminum sheet metal are insufficient material ductility, stress concentration or process parameters. Precautions need to be taken from three aspects of material pretreatment, bending parameter optimization and reprocessing, as follows:
| Type of measure | Specific methods | Rationale | Applicable scenarios |
| Material pretreatment | Annealing (O-state) | Improve the ductility of the material and reduce the risk of brittle fracture. | High-strength aluminum alloy (e.g. 7075). |
| Mold Design | Mold gap >15% plate thickness | Reduce compression deformation and avoid local stress concentration. | Thin plates (less than 2mm thick). |
| Bending parameters | Bend radius ≥ plate thickness*2 | Avoid cracks caused by small radii. | Conventional bending process. |
| Process control | Segmental bending ( ≤90 ° each time) | Disperse deformation stress and prevent cumulative deformation. | Complex angles form. |
| Surface treatment | Spray lubricant (such as soapy water) | Reduce friction coefficient, minimize surface microcracks. | High precision mold bending. |
| Post-treatment technology | Annealing to relieve stress (1 hour at 150 °C) | Eliminate residual bending stress and stabilize material structure. | High strength or plank bending. |
- The balance between plastic deformation ability and forming precision is the core contradiction in bending process of aluminum sheet metal.
- Risk of rupture: Hard aluminum plate (H state) >Semi-hard (H32) >Annealing state (O state).
- Recommended solution: Annealing aluminum plate+segmented bending+lubricant assistance to reduce cracking rate to<5%.
JS Company's Technical Demonstration
Case: New energy vehicle battery pack bracket bending engineering.
Challenge: Complex multi-directional bending of series aluminum (1.5 mm thickness) requiring tensile strength ≥150MPa.
JS scheme:
- Optimizing material properties through annealing and aging.
- Custom asymmetric die to achieve R=3mm precision bending.
- Adopt a segmented bending process (prebending at 90° before final bending).
- Results: Yield increased from 72% to 96% and production cycle was reduced by 40%.
How to control the accuracy of metal metal in laser cutting?
Equipment and technology optimization
1.High-precision laser cutting system
Adopting internationally leading laser cutting equipment (such as IPG fiber laser) with dynamic focus system and automatic focusing function to ensure smooth, hairless cutting edges with tolerances of ±0.005mm (JS company's conventional precision standard). Support for linkage control to meet complex shape and irregular plate processing needs.
2.Intelligent software assistance
- CAD/CAM integrated systems is used to optimize the cutting path and reduce the effect of thermal deformation.
- JS company stressed that its engineering team uses specialized software to analyze the stress distribution of steel plates and adjust cutting parameters in advance to compensate for deformation.
Precise control of process parameters
1.Matching laser power and speed
- Dynamic adjustment of laser power, cutting speed and auxiliary gas pressure (e.g. oxygen, nitrogen, etc.), balancing cutting efficiency and cross-sectional quality, depending on the material (e.g. stainless steel, aluminum, copper, etc.) and sheet thickness.
- JS case study shows that the consistency error of batch production can be controlled in the range of 0.002 mm by establishing a database of process parameters for different materials.
2.Real-time alignment of focal positions
Automatic an autofocus sensor is used to monitor and adjust the focus position in real time to ensure that the distance between the cutting head and the plate is constant and avoid accuracy fluctuations caused by the focus deviation.
Material characteristics and pretreatment
1.Flatness of the plate is guaranteed
JS company adopts a vacuum adsorption platform to fix sheet metal, with high precision rolling equipment for pretreatment, eliminating wavy deformation of sheet metal, ensuring that the surface of the cut is less than 0.02mm/m² of the flatness error.
2.Surface cleaning and oxide layer control
Ultrasonic cleaning is used to remove oil stains and impurities before cutting to prevent slag adhesion from affecting accuracy. For materials with high reflectivity, such as aluminum alloys, a special coating is used to reduce reflectivity.
Quality inspection and feedback mechanism
1.Online detection system
Integrated laser displacement sensor and CCD camera, real-time monitoring of cutting edge quality, automatic removal of defective products, proposed process optimization.
JS Company's Quality Control Process
- Samples from 3D contour scanner are provided to compare the deviation values between the design model and the actual cutting parts, and a detailed accuracy analysis is published (for example, an aeronautical aviation component the flatness error of only 0.003mm in the case of a customer).
- Establish a three-level quality inspection system for order repetition, including first inspection, process inspection and finished product inspection to ensure batch consistency.
Environmental and sustainable development control
The influence of ambient temperature and humidity changes on material size stability is reduced through constant temperature and humidity workshops (temperature ±2°C, humidity 40-60% RH).
My company reminds you that its green manufacturing processes, such as waste recycling system, not only reduce energy consumption, but also indirectly improve processing accuracy by reducing material waste (material utilization rate increases to over 92%).
Can carbon steel and aluminum steel metal be directly welded?
In sheet metal fabrication, the direct welding of stainless steel and aluminum plates faces great challenges, mainly due to their different physical and chemical properties:
Difficulties with direct welding
1.Formation intermetallic compounds
When stainless steel (e.g. 304, 316) comes into contact with aluminum (e.g. 1060, 5052) at high temperatures, iron reacts with aluminum to form brittle intermetallic compounds, leading to lower weld strength and even cracking.
2.Differences in thermal expansion coefficients
The thermal expansion coefficient of aluminium (about 23×10-6°C) is 1.4 times that of stainless steel (about 17×10-6°C) and is prone to deformation or cracking during welding due to thermal stress.
3.Differences in melting point and thermal conductivity
The melting point of aluminum (660 °C) is much lower than that of stainless steel (1375-1530 °C), and aluminum has a the thermal conductivity three times that of steel, which results in rapid heat loss during welding and makes it difficult to maintain the stability of the melting pool.
Feasible processes and limitations
1.Traditional arc welding (e.g. TIG/MIG)
- Feasibility: Special welding wire (e.g. ER4043 Al Si) are required and protective gases (argon+helium mixed gas) are added, but the weld strength is relatively low (only 50-70% of the base metal).
- Constraints: Porosity and slag inclusion are easily generated, and intermetallic compounds may expand during long-term use, leading to failure.
2.Brazing or diffusion welding
- Brazing: Low temperature brazing materials (e.g. Al-Si series) are used to fill gaps through capillary action, avoiding direct melting of the substrate, but joint strength is limited (usually<150MPa).
- Diffusion welding: It requires vacuum or inert gas environment to connect atoms horizontally at high temperature and pressure.
3.Recommendations for alternative solutions
If a high intensity connection is required, the following methods are recommended:
- Mechanical connection: use riveting, bolt connection or buckle structure to avoid problems in heated areas, suitable for automobile and electronic equipment housing.
- Adhesive+mechanical composite: Combine epoxy resin adhesive with spot welding to balance sealing and strength.

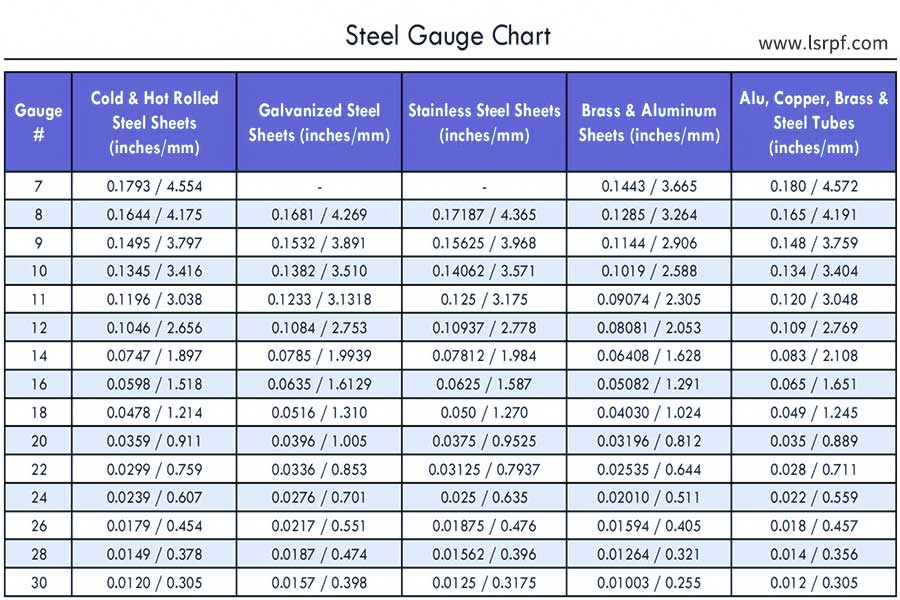
How to select sheet metal thickness based on the sheet metal gauge chart?
1.Clarify application scenarios and functional requirements
Determine the required sheet metal thickness range according to the load bearing requirements, usage environment and assembly method of the member. For example:
- Lightweight components (electronic case): Preference should be given to thin plates (corresponding gauges 20-24, thickness 0.5-0.8mm).
- Structural support (mechanical brace): Medium thick plates (specifications 10-14, thickness 1.0-1.6mm) are required.
2.Match material type and thickness range
The thickness of different materials varies widely, and the mechanical properties need to be selected:
| Material type | Common thickness range (mm) | Corresponding Gauge Number | Applicable Scenarios |
| Stainless steel | 0.5-2.5 | 20-10 | Medical devices, chemical containers. |
| Aluminum plate | 0.4-1.5 | 22-14 | Electronics radiator, automotive lightweighting. |
| Carbon steel | 0.8-3.0 | 18-8 | Electronics radiator, automotive lightweighting. |
3.Reference process compatibility verification thickness
To ensure that the thickness matches the process parameters for the limitations of the processing process:
| Type of process | Principle of thickness adaptation |
Example of Process Parameters
|
| Bending process | Minimum bending radius ≥thickness*2. | Aluminum sheet metal Gauge 18 (1.0mm) requires R ≥2.0mm. |
| Laser cutting | Thin plates (≤ Gauge 24) were highly accurate (±0.05mm). | Cutting speed 10m/min, power 2,000W. |
| Welding process | Preheat if thickness is greater than 1.5mm (e.g. stainless steel). | Preheating temperature to 150-200℃. |
4.Compare tolerance standards with cost balances
Select the optimal optimal specification according to industry standards (ISO 2768) and cost requirements:
| Tolerance class | Thickness tolerance range (mm) | Cost impact |
| Precision grade (f) | ±0.05 | Suitable for high precision instruments with high cost. |
| Ordinary level (m) | ±0.1 | General industrial scenario, best value for money. |
Using the sheet metal gauge chart, can quickly locate material specifications, optimize bending radius, laser power and other technological parameters, balance strength, cost and processing feasibility. For example:
- Sheet metal (Gauges 20-24): Low cost but limited strength, suitable for decorative parts.
- Medium Plate (Gauge 12-18): Strong universality, covering 80% of industrial scenes.
- Heavy plate (Gauge ≤10): High cost for heavy equipment but outstanding bearing capacity.
How can JS assist sheet metal fabricators in quickly selecting materials?
Intelligent material database and online material selection system
1.Multi format Compatible Uploading: Supports direct uploading of industrial standard files such as STEP, IGES, STL, etc. The system can automatically match material parameters and shorten material selection cycle.
2.Material Library Real-Time Retrieval: Built on a database of more than 50 metals, composites and special plates, classified and filtered according to application scenarios to improve efficiency.
3.Parameterized recommendation function: Input sheet metal parts design parameters, artificial intelligence algorithm will recommend suitable materials and process combinations.
Senior Engineering Team provides full technical support throughout the process
1.More than 20 years industry experience endorsement: The team is familiar with sheet metal processing difficulties, can provide customized material solutions for complex projects.
2.Comparative analysis of material properties: The the formability, fatigue resistance and cost efficiency of different materials are verified by CAE simulation to reduce trial and error cost.
3.Rapid response mechanism: Consultation on material selection, timely feedback and issuance of technical white papers on complex situations within 48 hours.
Standardized material certification and Rapid Delivery System
1.Pre qualification of materials: All incoming materials have been certified by ISO, ASTM and other international standards, shortening the customer verification cycle.
2.Global Supply Chain Integration: Establish direct supply cooperation with top sheet suppliers for regular ≤24 hour material inventory turnover.
3.Green Channel for emergency orders: Special Material Requirements trigger Global Allocation System, Promise to start emergency procurement process within 72 hours.
Strategies for selecting materials for sustainable development
1.Prioritise green materials: Create a carbon footprint database and prioritise green materials such as recycled aluminium and low-carbon steel in line with EU RoHS and other environmental directives.
2.Material utilization optimization: Through the simulation of the 3D laser cutting path, the waste of angular material is reduced and the comprehensive utilization rate of materials is increased to over 92%.
Summary
In sheet metal fabrication, the choice of materials and processing technology directly affects the performance and service life of the final product. galvanized steel sheet, for example, has become one of the most widely used materials due to its advantages of rust prevention, economy and ease of processing, especially in structural components that require corrosion resistance. However, in bending sheet metal process, special attention should be paid to the protection of zinc layer, to avoid excessive bending or improper processing resulting in coating damage, thus weakening the durability of the material. With the development of technology, modern sheet metal manufacturing is developing in the direction of high precision, lightweight and sustainable, while taking into account material properties and processing efficiency, while also meeting environmental challenges.

Disclaimer
The content of this page is for informational purposes only.JS SeriesNo representations or warranties of any kind, express or implied, are made as to the accuracy, completeness or validity of the information. It should not be inferred that the performance parameters, geometric tolerances, specific design features,material quality and type or workmanship that the third-party supplier or manufacturer will provide through the jusheng network. This is the responsibility of the buyerAsk for a quote for partsto determine the specific requirements for these parts.please Contact us Learn more information.
JS Team
JS is an industry-leading companyFocus on custom manufacturing solutions. With over 20 years of experience serving more than 5,000 customers,we focus on high precisionCNC machining,Sheet metal fabrication,3D printing,Injection molding,metal stamping,and other one-stop manufacturing services.
Our factory is equipped with more than 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it's low-volume production or mass customization, we can meet your needs with the fastest delivery within 24 hours. chooseJS TechnologyIt means choosing efficiency, quality and professionalism.
To learn more, please visit our website:jsrpm.com
FAQs
1.Is stainless steel easy to work with?
Stainless steel sheet metal processing due to its obvious hardening work, high rebound rate rate, there are some difficulties. Laser cutting stamping technology can effectively solve hardness issues.
2.How to ensure the bending consistency of irregular parts?
Numerical control programming+high-precision molds+positioning fixtures to optimize parameters and ensure consistent bending of irregular parts.
3.Will zinc fall off when galvanized steel sheet is bent?
During bending process, the zinc layer may fall off in part, but the risk of cracking of zinc layer can be significantly reduced by choosing the appropriate type of galvanizing, controlling bending radius and lubrication process.
4.Does sheet metal processing need to consider the malleability of materials?
It is necessary to take into account that the plate with poor ductility is prone to cracking, and appropriate process parameters should be selected according to material characteristics to reduce the risk of cracking.
Resources

