

In the tide of intelligent transformation of manufacturing industry, CNC machining control machining has become the core driving force of modern industry through computer program to control machine tools movement accurately and realize automatic machining of metal, plastic, composite etc. CNC technology diversification process (such as milling machining, lathe machining, grinding machining, etc.) has not only exceeded the physical limits of traditional machining, but also achieved the double leap of design freedom and productivity through digitization.
With its intelligent CNC system, modularized process platform and green manufacturing system, JS has not only achieved seamless integration from prototype verification to mass production delivery, but has also reshaped the industry ecosystem with a 20% reduction in energy consumption and 15% cost savings, setting the technical benchmark for precision,efficiency andsustainability in high-end manufacturing.
What is the principle of CNC machining?
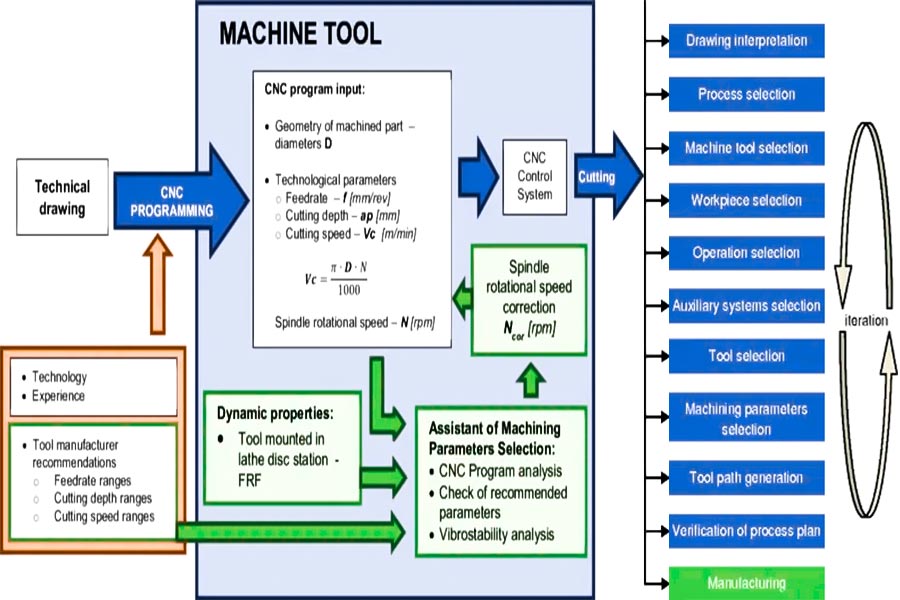
CNC-machining is a kind of advanced manufacturing technology, which is controlled by preprogrammed pre-programmed software automate the machining process. At its core, CAD design files are converted into machine-recognizable instruction codes (e.g. G-code) that drive machine tool the servo system to precisely manipulate tool paths, speed, feed and other parameters. The whole system combines CAD, CAM and precision mechanical drive technology to achieve highly repeatable machining from simple parts to complex surfaces. Compared with traditional manual operation, CNC machining greatly improves machining accuracy (up to ±0.005mm), productivity efficiency and material utilization, especially in aerospace, auto parts, medical devices, etc., which require high tolerances and surface quality.
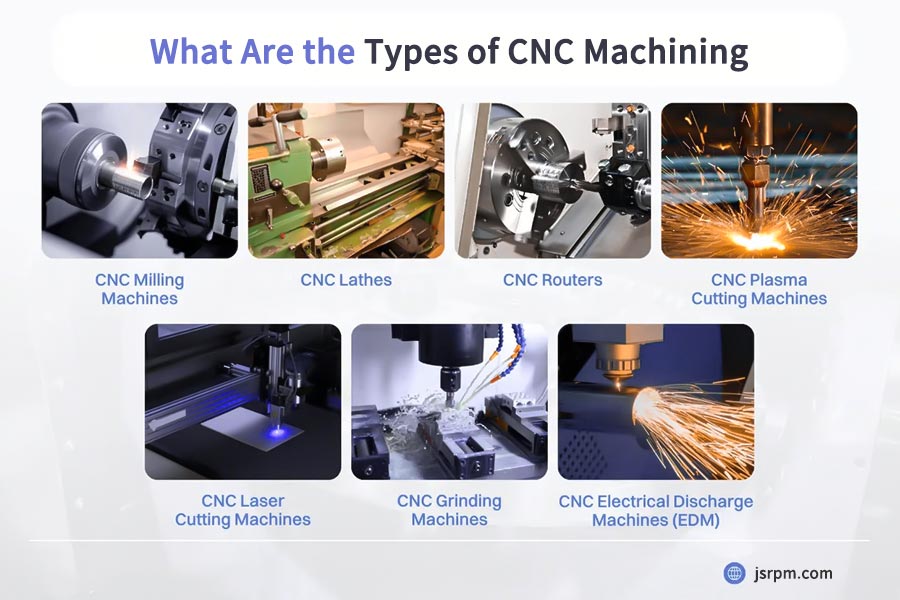
What are the common types of CNC machining?
Machining CNC is a kind of advanced technology which realizes high precision automatic machining through computer numerical control. Some of the most common types of processing are:
The rotary cutting tools is used for multiaxial joint cutting of workpiece. It is suitable for complex surface and contour machining, such as mold, aerospace parts, etc. According to tool type, it can be divided into end milling, surface mill, circular mill, etc., with ±0.005mm, supporting the efficient processing of various materials such as aluminum, steel and titanium alloys.
By coordinating rotating workpieces with fixed tool, the high efficiency mass production of rotating parts such as shaft, gear and flange can be realized. Support inner and outer cylindrical surface, conical surfaces, thread, etc., surface roughness can be optimized up to Ra0.8 μ m, especially for fast manufacturing of auto parts and mechanical transmission components.
3.Grinding machining
Precision grinding of workpiece by grinding wheel is mainly used in the final processing of high hardness materials such as cemented carbide, ceramics and quenched steel. Mirror finish (Ra <0.01μm) can be achieved by controlling feed and speed of grinding head by numerical control system, which is widely used in the final precision machining process of bearing, die and precision instruments.
4.CNC Multi-Tasking Machining
The technology combines milling, turning and other processes into a single device to complete multi-faceted machining in a fixture, increasing efficiency by over 40%. It overcomes the limitation of traditional technology and is ideal for manufacturing aerospace impellers, medical device and other high precision integrated components.
What are the characteristics of CNC five axis machining?
Five-axis CNC machining is one of the key technologies in the field of high-end manufacturing, achieving efficient and precise machining through the synchronized movement of five axes (three linear axes plus two rotating axes). Its core features include:
1.Multi-Axis Linkage
JS's five-axis machining systems can achieve multi-angle positioning flexibility between the tool and workpiece, enabling the machining of complex components such as impellers, blades, and dies. This expands the machining range beyond traditional three-axis capabilities while significantly enhancing design freedom.
2.High accuracy and surface consistency
By dynamically adjusting tool posture in real time, maintaining optimal cutting angles, and reducing vibration and tool wear, JS's technology delivers machining accuracy within ±0.005mm and surface roughness below 0.8μm. These capabilities meet the stringent requirements of industries like aerospace and optical equipment.
3.Efficient processing
Complete multi-faceted machining in a single setup, eliminating error accumulation from repeated fixturing. This improves machining efficiency by 30%-50% compared to three-axis machines. When combined with high-speed cutting technology, it is ideal for large-scale production of aerospace titanium alloys and automotive components.
4.Integrated molding of complex structures
Simultaneously process irregular holes, deep cavities, and inclined surfaces—such as the porous structures used in medical orthopedic implants or precision fluid channels for ship propellers—in a single operation. This reduces post-machining assembly steps.
5.Adaptable materials and processes
Compatible with cemented carbides, titanium alloys, aluminum alloys, composites, and other materials, the system supports milling, drilling, countersinking, and similar operations. It seamlessly adapts to prototyping through mass production.
6.Intelligent Automation
Integrated CAM software automatically generates optimal toolpaths, while real-time cutting state monitoring and dynamic parameter adjustments minimize manual intervention risks. Advanced models feature in-process measurement and compensation to ensure batch consistency.
Should milling or turning be chosen for aluminum processing?
1.Differences in processing methods
Milling Machining
Adopt the rotary cutting tools to fix the workpiece:
- Cutting tools,such as end mills and ball cutters, rotate at high speed to keep the workpiece stationary or slightly moving.
- The layered cutting of the material is achieved by controlling the tool path by multiaxial coupling (such as XYZ triaxial coupling or five-axis coupling).
- JS technology adaptation: Equipped with five-axis coupled machine tools to support complex surface processing (e.g. aviation impellers), programmed path accuracy ±0.005mm, automatic tool path margin avoidance, and reduced manual intervention.
Lathe machining
Adopt the method of rotating workpiece+linear feed tool:
- The workpiece is clamped in the chuck and rotates at high speed. The tool is fed in the axial or radial direction straight line.
- Suitable for machining rotary body parts (such as shaft and flange), such as outer circle, inner hole and thread, by means of a single clamping.
- JS technology is suitable for special fixture multi-process processing, repeated positioning accuracy ±0.002mm, thermostatic workshop control thermal deformation, ensure stable dimensions.
2.precision control principle
Milling Machining
Accuracy depends on tool path planning and machine rigidity:
- Multi axis linkage system provides real-time compensation for tool wear and material deformation.
- JS optimizes cutting parameters by combining intelligent CAM software with a thermostatic workshop (temperaturetemperature fluctuation <±2°C) to limit the error to ±0.005mm.
Typical case: Medical implant surface roughness ≤0.8μm, is consistent with implant grade precision requirements.
Lathe machining
Accuracy depends on spindle runout and tool geometry:
- Diamond coated tools have constant linear velocity control to reduce cutting vibration.
- JS adopts ceramic spindle and high precision bearing with spindle runout less than 0.001mm, and the surface smoothness of aluminum parts during turning can reach Ra ≤0.4μm.
Typical case: The concentricity error of automobile wheel hub processing is less than 0.01mm, far exceeding industry standards.
3.Comparison of Applicable Scenarios
| Scenario requirements | Recommended process | JS technology advantages | Data support |
| Complex shapes | milling | 5-axis linkage machining capability to handle irregular surfaces (such as aviation aluminum). | Case in point: Drone scaffolding is 30% more efficient. |
| Batch shaft components | turning | Specialized fixtures can achieve a single clamping multiprocess process and reduce positioning errors (repeated positioning accuracy ±0.002mm). | Data show: The daily production capacity of turning aluminum parts reaches 800 pieces (compared to the industry average of 650 pieces). |
| Thin walled machining | milling | High-speed cutting (SPEED 8,000rpm) is used in combination with coolant with the deformation of less than 0.02mm. | Test data: The flatness of 0.5mm aluminum plate after milling reaches 0.01mm. |
| Smooth surface | turning | Diamond coated tool has constant linear velocity control and Ra ≤0.2 μm. | Customer Feedback: After turning the aluminum aluminum shell glossiness increased by 40%. |
4.Comparison of JS technology adaptability
| Key indicators | Milling process (JS advantages) | Turning process (JS advantage) |
| Material adaptability | Can process aluminum alloys such as 6061/7075/2024 and support hard anodizing pre-treatment. | The dedicated lathe is equipped with a ceramic spindle, suitable for processing high hardness forged aluminum (such as 2014-T6). |
| Efficiency improvement | CAM software automatically avoids margin, increasing programming efficiency by 50%. | The synchronous tool changing system reduces auxiliary time by 30%. |
| Cost control | Reduce tool wear by 25% (through intelligent wear monitoring). | Reduce the cost of single piece processing by 18% (due to high fixture reuse rate during mass production). |
| Environmental indicators | Dry cutting technology reduces the use of cutting fluid by 70%. | The circulating cooling system saves 60% water. |
5. Advantages of JS technology integration
- Mixed process capability: Supports a combination of milling rough machining and turning precision machining, increasing efficiency by 40%.
- Intelligent monitoring: The AI quality inspection system analyzes the cutting status in real time, and the accuracy of abnormal shutdown warning is greater than 95%.
- Environmental adaptation: Dry cutting technology reduces cutting fluid usage by 70%, in compliance with ESG standards.
Choosing milling or turning requires a comprehensive consideration of the part shape, precision requirements, and material properties. JS can maximize the advantages of two processes through customized process solutions, such as complex surface milling (five axis linkage) and batch axis part turning (efficient automation).
How to choose suitable lathe machining tools?
1.Choose the tool material based on the workpiece material
Soft metal materials (such as aluminum, copper)
- Recommendation: Hard alloy (WC-Co) or diamond coated cutting tools.
- Reason: Hard alloy has good adhesion resistance, and diamond coating can significantly improve surface smoothness (Ra ≤0.2μm).
- Example: When turning 6061 aluminum alloy, the lifespan of diamond cutting tools is more than three times longer than that of ordinary hard alloys.
High hardness materials (such as quenched steel, titanium alloys)
- Recommendation: Cubic boron nitride (CBN) or ceramic cutting tools.
- Reason: CBN is resistant to high temperatures (above 1400 ℃) and suitable for high-speed cutting (Vc >150m/min), Ceramic cutting tools have low density and are suitable for lightweight cutting.
- Example: When turning gear steel with HRC50 or higher, the wear rate of CBN cutting tools is reduced by 80%.
Composite or difficult to process materials (such as stainless steel, heat-resistant alloys)
- Recommendation: Coated hard alloy or metal ceramic.
- Reason: Coatings can enhance high-temperature oxidation resistance (such as TiAlN coatings with a temperature resistance of 800 ℃), and the toughness of metal ceramics is better than that of pure ceramics.
- Example: When turning 316L stainless steel, coated tools can increase cutting speed by 50% compared to uncoated tools.
2.Optimize tool parameters based on processing conditions
Cutting speed (Vc)
- High speed machining (Vc >100m/min): Ceramic, CBN or diamond coated tools are preferred.
- Low speed processing (Vc <50m/min): Hard alloy has a higher cost-effectiveness.
Feed rate (f) and cutting depth (ap)
- Rough machining: large cutting depth (ap =2-5mm), medium feed rate (f =0.2-0.5mm/r).
- Precision machining: small cutting depth (ap <0.5mm), low feed rate (f <0.1mm/r), paired with sharp cutting edges (rake angle γ ≥15 °).
Cooling method
- Dry cutting: Choose high-temperature resistant coatings (such as AlTiN) or ceramic cutting tools.
- Wet cutting: Choose hydrophilic coating (such as TiN) or uncoated tools to enhance lubrication effect.
3.Tool geometric match machining requirements
- Outer circle/end turning: Tools with a main angle of 45 ° (Kr =45°) are chosen to balance radial and axial cutting forces and reduce vibration.
- Inner hole rotation: Use small rake angle (Kr =10-30°) tools to increase chip space and avoid chip blockage.
- Cutting/grooving: Use a negative rake angle (gamma =-5° to -15°) blade to improve chip ability and prevent chip entanglement.
4.Select coating process according to surface quality requirement
High smoothness requirements (Ra <0.4μm): Choose diamond (PCD) or nano coatings with a friction coefficient of 0.1 or less (e.g. AlCrN).
Resistance requirement (long service life): TiAlN/PVD coating is selected with an antioxidant temperature of 800°C and a 2-3 fold increase in abrasion resistance.
Bonding requirements (e.g. processing stainless steel): Sulphur coatings (e.g. MoS₂) or diamond-like carbon (DLC) coatings are selected to reduce the formation of wafer nodules.

How to distinguish between the two programming languages for CNC machining?
1.Different Functional Locations
Code G (geometry instructions)
Core functions: Control the motion trajectory of the machine tool and processing path, determine the movement of the machine tool.
Typical Description:
- G00: Positioning fast (non cutting movement).
- G01: Linear interpolation (cutting).
- G02/G03: Arc interpolation (clockwise/counterclockwise).
- G90/G91: Absolute/Incremental Coordinate Mode.
For example: G01 X10 Y20 F100, which represents moving directly from the current point at 100mm/ min (X=10, Y=20).
Code M (Auxiliary function)
Core function: Control the auxiliary action of the machine tool, not directly related to the cutting process.
Typical Description:
- M03: The spindle spins forward.
- M05: Spindle stops.
- M06: Switch knives.
- M08/M09: Coolant on/off.
For example: M03 S1500, the spindle rotates at 1,500rpm.
2.Differences in syntax structure
Code G
- Format: Start with the letter G followed by a number such as G01.
- Parameters: Usually include coordinate values (X/Y/Z) and feed rates (F).
- Prioritization: Execute motion commands first, directly affecting the accuracy of the processing path.
Code M
- Format: Start with the letter M followed by a number (e.g. M06).
- Parameter: There are no coordinate values, only specific functions are triggered.
- Priority: Auxiliary functions are performed at intervals between motion commands and do not affect the shape of the path.
3.Rules Execution order
Code G
- Execute program segments one by one to control the real-time movement of the tool.
- In the event of conflict (e.g. the presence of G00 and G01), the latest instructions shall prevail.
Code M
- It is usually called centrally at the end of a program segment to trigger auxiliary actions sequentially.
- Part of the M code needs to be combined with other instructions,such as M03 requiring S to specify speed.
4.Differences in programming tools
G Code Programming
- Manual programming: Reliance on engineer experience for simple tasks.
- CAM software generation: For example, Mastercam and UG NX automatically generate G-code.
M Code Programming
- Standardized calling: Most M-code is pre-set by machine tool manufacturers and does not require customization.
- Special Feature Expansion: Some high-end machine tools allow customization of M code (such as integrated visualization checks).

How can JS shorten the delivery cycle of complex components?
1.Five-axis linkage machining: Reduce the number of clamping times (one clamping can complete multi-faceted machining), avoid multiple positioning errors, improve processing efficiency by 30%-50%.
2.High-speed cutting technology: Tool speed can reach tens of thousands of rpm, cemented carbide processing speed is 2-3 times higher than traditional cutting methods, while maintaining accuracy of ±0.005mm.
3.Integrated lathe, milling: The integrated machine set lathe, milling, drilling and other functions in one, so that the turbine discs and other rotary parts machining time reduced by more than 40%.
4.Hybrid manufacturing model: 3D printing, CNC precision machining for rapid prototyping of complex structures (e.g. hollow lattices) requires about athird of the time of traditional processes, typically with a 50% reduction in the lead time for delivery of aerospace components.
5.Intelligent production scheduling system: Automatic optimization of tool paths and equipment loads, 25% increase in resource utilization when multiple orders are produced in parallel, and 48 hours increase in emergency order insertion response time.
Summary
In the modern industrial system, CNC machining technology has developed from a traditional tool to a core engine of manufacturing innovation. From the initial coordinate control to today's intelligent decision-making, the technology has evolved to cover machining mill, machining lathe, multi axis linkage processing such as multi dimensional manufacturing ecosystem. Its core value lies not only in the industrial reproduction of micrometer level precision, but also in the construction of collaborative innovation paradigm of material process design.
JS company is a benchmark practitioner in this area. By means of five-axis coupling technology, the error tolerance in the design and production of complex curved parts is realized. Under the synergy of lathe compound manufacturing and additive manufacturing, the material and structure limitation of traditional process is broken, and the production efficiency is raised to a new heights by automatic closed-loop control system.

Disclaimer
The content of this page is for informational purposes only.JS SeriesNo representations or warranties of any kind, express or implied, are made as to the accuracy, completeness or validity of the information. It should not be inferred that the performance parameters, geometric tolerances, specific design features,material quality and type or workmanship that the third-party supplier or manufacturer will provide through the jusheng network. This is the responsibility of the buyerAsk for a quote for partsto determine the specific requirements for these parts.please Contact us Learn more information.
JS Team
JS is an industry-leading companyFocus on custom manufacturing solutions. With over 20 years of experience serving more than 5,000 customers,we focus on high precisionCNC machining,Sheet metal fabrication,3D printing,Injection molding,metal stamping,and other one-stop manufacturing services.
Our factory is equipped with more than 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it's low-volume production or mass customization, we can meet your needs with the fastest delivery within 24 hours. chooseJS TechnologyIt means choosing efficiency, quality and professionalism.
To learn more, please visit our website:jsrpm.com
FAQs
1.What are the main uses of CNC turning?
The lathe is mainly used to rotate symmetric parts (such as shaft and pin), and to realize outer circle, inner hole and thread processing by rotating the workpiece and fixing tool.
2.How to achieve high precision surface treatment in CNC milling?
Surface roughness roughness of CNC milling is Ra 0.01μm by cutting tools of high precision tool, optimization of cutting parameters (speed/feed), error compensation technology, constant temperature environment and fine grinding.
3.What are the characteristics of car milling composite machining?
Adopting lathe, milling, drilling integrated processing to reduce clamping errors, suitable for shaft, valve bodies and other axle parts processing.
4.How to choose the appropriate type of CNC machining?
Material characteristics (metallic/non-metallic), shape complexity, accuracy requirements (tolerance ±0.001-0.1mm) and batch sizes need to be taken into account.
Resources

