

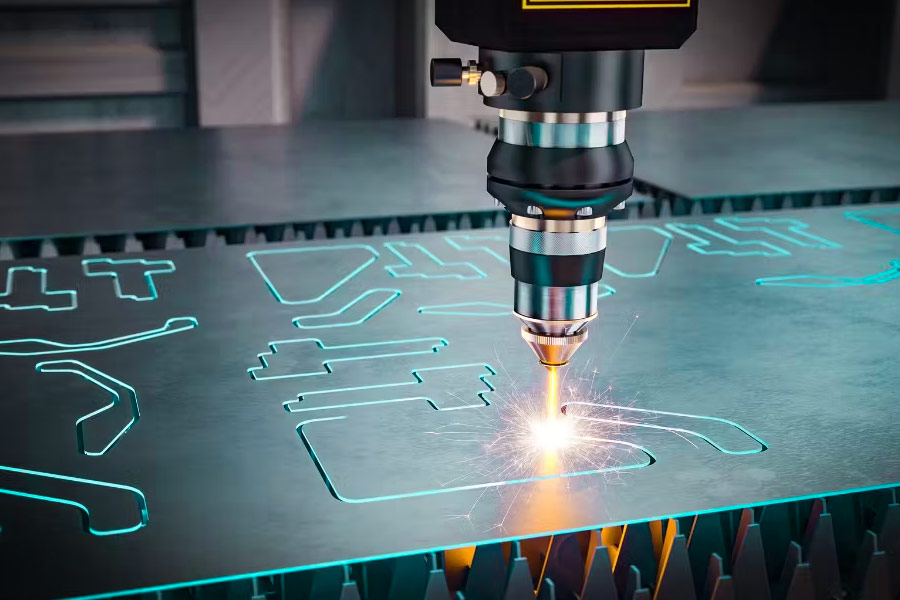
In modern manufacturing, whether it is simple parts manufacturing or complex precision component, the machinin achieve a perfect combination of high accuracy and efficiency. Its working principle depends on the machining CNC system by converting CAD models into machine-recognizable instruction codes that drive devices to perform complex cutting, drilling and surface processing tasks. Take lathe machining, for example, where the workpiece is fixed on a rotating shaft and the tool moves horizontally or vertically according to the angle and depth set by the program, thus completing the fine machining of cylindrical components.
This paper aims at analyzing the core mechanism of CNC machining, focusing on the key steps of CNC machining, differences of process types and challenges encountered in the manufacture of complex parts, so as to provide theoretical support for understanding the innovative potential of CNC machining technology and engineering practice.
What is CNC machining?
CNC machining processes complex parts through computer programs that precisely control mechanical equipment such as machining mill, lathe machining and grinding machining. At its core, it converts design drawings into readable G-code instructions that drive tools or artifacts along preset paths and drive machine tools for high-precision cutting, drilling, milling and other operations. Widely used in aerospace, automotive, medical fields.
Compared with traditional machining, the core advantages of CNC machining lie are high automation, ±0.005mm level repeatability accuracy, and uninterrupted production capacity 24 hours a day. Taking numerical control machining mill as an example, multi-axis linkage technology can complete complex surface processing at once, greatly improving processing efficiency. The enterprises' preference for CNC machining lies not only in its flexibility of machining, but also in its ability to compress delivery cycles.
What are the core technologies of CNC machining?
1.Multi axis linkage precision machining technology
The continuous machining of complex curved surface and irregular parts is realized by using five-axis coupled numerical control system and high rigidity machine tool structure. Completing the whole process from rough machining machining to precision machining, especially in aerospace components, shows advantages.
2.Intelligent Cutting Process Database
An artificial intelligence algorithm model based on mass processing data is established to optimize milling machining parameters dynamically. For mold steel, titanium alloys, etc., the system automatically matches the optimal feed speed combination, the tool life increases by 30% and the machining efficiency increases by 25%.
3.Online measurement compensation system
Combined with laser scanning and acoustic emission sensing technology, thermal deformation and vibration during lathe machining process are monitored in real time. Closeloop feedback is used to correct coordinate deviation, and the repetitive positioning accuracy of micrometer level is maintained.
4.Material database-driven process selection
A cutting database covering cutting parameters for more than 50 materials, including metal matrix composites and new materials such as PEEK. According to the hardness and toughness of the material, the system automatically produces the optimum process route.
5.Digital Twin Verification Platform
Virtual simulation predicts machining defects and innovative structures such as 3D printed conformal cooling channels can directly generate CAM paths. JS promises to use the technology to achieve a 98% one-time clamping qualification rate for complex parts.
What are the key steps in a complete CNC machining process?
1.Design modeling and process planning
- Customers submit design documents and the JS team reconstructs 3D models via CAD/CAM system to optimize the feasibility of processing (e.g. wall thickness and draft angle).
- According to the properties of titanium alloy, mold steel, etc., a preliminary CNC-machining process plan is formulated, and the application scenarios of mill machining and grinding machining are clarified.
2.Programming and path optimization
- Using software such as Mastercam to generate code instructions, JS's intelligent algorithm library dynamically optimizes cutting parameters such as speed and feed speed.
- For complex surface or high precision requirements (such as aviation impellers), it is advisable to use CNC-milling or CNC-grinding processes to ensure efficiency and surface quality.
3.Process preparation and tool management
- Fixture design and die debugging: Vacuum adsorption/hydraulic fixtures, suitable for multi-variety, small batch production needs.
- Tool management: Intelligent warehousing system calls diamond coated tool, support CNC-milling, CNC-lathe, CNC-grinding and other multi-process continuous operation.
4.Precision processing implementation
- Five axis CNC-machining: Complete the machining of complex geometric structure parts such as aerospace impellers and medical device.
- High precision CNC-grinding: JS's online dressing technology can achieve a surface roughness 0.02 μm, satisfying tolerance requirement of ±0.005mm.
- Turning milling composite: Machining outer circle, hole groove and thread into one to clamp body parts to reduce clamping errors.
5.Quality monitoring and testing
- Real-time online measurement: Through closed-loop feedback, real-time monitoring of processing status, correct shape and position deviations.
- Triple check: 100% check of key dimensions (e.g. hole accuracy) to ensure compliance with ISO/ASME standards and initiate CNC grinding compensation processing if necessary.
6.Post-treatment and surface treatment
- Burr removal/cleaning: Automatic assembly line handle sharp edges and residual chips.
- Special surface treatment: Such as anodizing and PVD coating to improve abrasion and corrosion resistance (applicable to automotive/electronics industry requirements for JS services), some high-gloss components require secondary CNC-grinding polishing.
7.Delivery of finished products and data traceability
Before packaging, process parameters and quality inspection reports are related by QR code, so that the whole packing process can be full traceability.
According to the promised delivery time (1-2 weeks), JS optimized production scheduling, finishes 98% of orders ahead of schedule or on time, and improves CNC-machining efficiency by 20%.
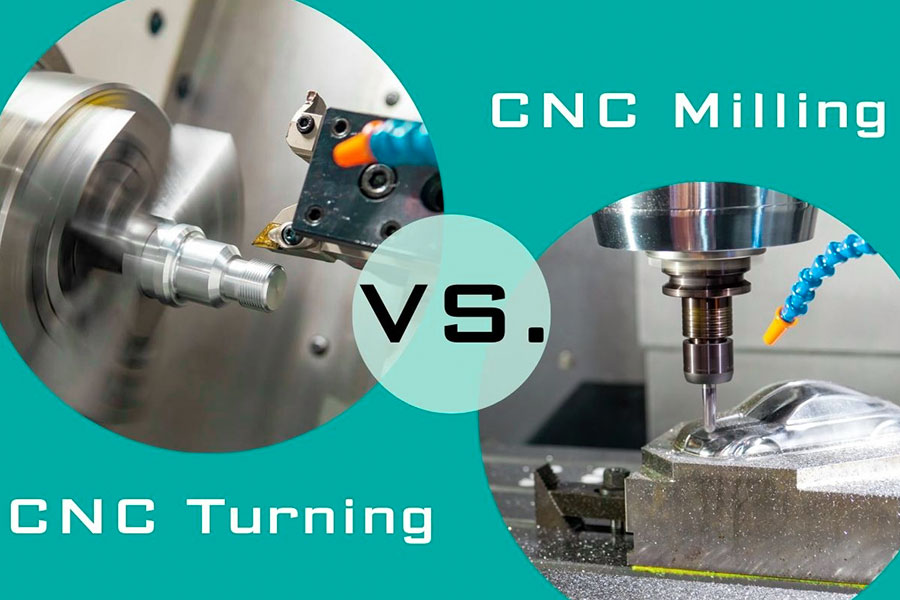
What are the differences between CNC milling and turning?
1.Process Principle and Motion Mode
- Milling: Radial or axial feed of a multi-edged tool (e.g. end mills, ball cutters) for tool rotation, workpiece fixation, material removal, suitable for processing complex surfaces, cavities or irregular structures.
- Lathe: The workpiece rotates at high speed and the tool is fed along the axial or radial direction. Mainly used for machining axes, gears and other rotating parts, than milling processing efficiency.
- JS technology association: The turning and milling composite center is equipped with power turret, which can complete the machining of outer circle, hole, groove and thread one clamping, reducing clamping errors.
- Grinding: As an auxiliary process, a high-speed rotating grinding wheel are used for micro-removal of the workpiece surfaces and are often used for high-precision polishing or repair (e.g. bearing raceway) after milling/ turning.
2.Applicable scenarios and component characteristics
| Process type | Applicable scenarios | Typical parts | JS application cases |
| Milling | Asymmetric structures, cavities and irregular parts. | Aerospace impeller, vehicle cover mold. | One airline customer saw a 20% reduction in impeller processing times. |
| Turning | Rotating valve body parts, height concentric requirements. | Engine crankshaft, hydraulic cylinder. | The rate of qualification for auto parts processing increased to 99.8%. |
| Grinding | Very demanding surface mass (Ra<0.8 μm). | Bearing raceway, precision mold inserts. | The cutting accuracy of semiconductor silicon wafers is ±0.001mm. |
3.Tools and consumables
| Process type | Tool type | Characteristics of consumables |
| Milling | Multi blade cutting tools (hard alloy, PCD). | Focus on cutting efficiency and chip removal design. |
| Turning | Single-point knives (lathes, knives). | Note blade strength and heat dissipation performance. |
| Grinding | Grinding wheel (ceramic, resin bonding agent). | Regular maintenance is required to maintain sharpness. |
4.Processing accuracy and surface quality
| lndex | Milling | Turning | Grinding |
JS technology association
|
| Dimensional accuracy | ±0.01mm | Within 0.005mm | IT5-IT6(±0.002mm) | Five axis linkage+grinding to achieve ultra-high accuracy. |
| Surface roughness | Ra 0.8-3.2μm | Ra 0.4-1.6μm | Ra 0.02-0.8μm | Nanopolishing technology meets optical component requirements. |
| Typical applications | Mold cavity, covering parts. | Shaft type, flange plate. | Bearings, precision inserts. | Multi process collaboration to improve yield rate. |
5.Productivity and cost
| Dimensions | Milling | Turning | Grinding |
| Processing speed | Medium (relying on tool path optimization). | High (suitable for mass production). | Low (mainly precision machining). |
| Tool wear and tear | High (multi-edged cutting tools wear quickly). | Low (single point tool durability). | High (consumables for grinding wheels). |
| Consolidated costs | Medium | Low | Tall |
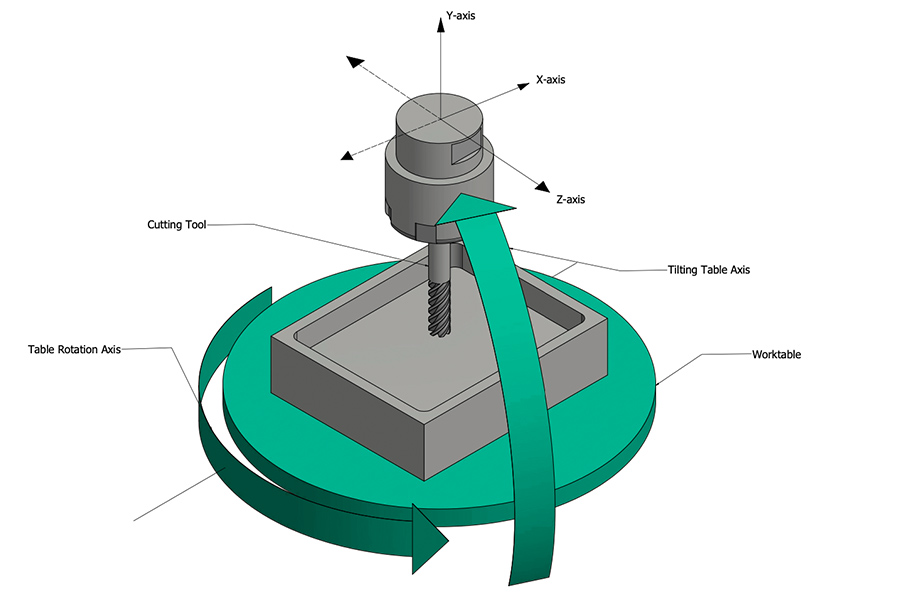
What are the difficulties of irregular surface components in five axis CNC machining?
1.Complexity of tool path planning
Difficulties: Alien surfaces are usually composed of free surfaces (such as NURBS surfaces) or complex topological structures that need to avoid tool interference, suspension cutting and interference collisions. The linear path of traditional three-axis machining cannot meet the requirements, so it is necessary to encircle continuous curved surface by five-axis linkage.
JS solution:
Using CAM software to simulate and predict interference risk, combined with adaptive step algorithm to dynamically adjust the cutting distance between the lines, the cutter will always follow the normal vector direction of the curved surface and reduce cutting marks.
2.Tool posture and cutting force control
Difficulties: Surface machining requires constant adjustment of tool inclination to maintain optimal cutting conditions, but changes in tool posture can lead to fluctuations in cutting force, resulting in vibration (such as jitter) or a decrease in surface quality.
JS solution:
- Dynamic simulation: By means of finite element analysis, the matching of spindle speed and feed velocity is optimized, and the deformation of tool under stress is predicted.
- Real-time force feedback: Integrated piezoelectric sensor monitors cutting force and dynamically compensates vibration through servo system
3.Consistency of surface quality and accuracy
Difficulties: Irregular surfaces is prone to tool marks (such as spiral stripes), excessive or inadequate local cutting, especially thin-walled structures, which can easily be deformed by cutting forces, resulting in size bias.
JS solution:
- Contour layering processing: Cutting depth is optimized according to the gradient of the surface in segments to reduce cutting load.
- Thermal error compensation: The thermal deformation of machine tool is monitored in real time by temperature sensors, and the coordinate deviation is corrected with ±0.005mm level online compensation algorithm.
4.Accuracy Multi axis linkage control
Difficulties: Reverse clearance and pitch error exist in the axle system of five-axis machine tool, which leads to the step or deformation of the surface joints.
JS solution:
- Full closed-loop control: Real-time feedback of position signals by grating ruler eliminates mechanical errors.
- Spline interpolation technique: Highorder curve fitting is used instead of linear interpolation to improve path smoothness.
6.Design and stability of irregular fixtures
Difficulties: Complex workpiece surface lacks regular clamping surfaces, traditional clamping method is difficult to ensure positioning accuracy, the clamping process is easy to damage the processed surface.
JS solution:
- Vacuum suction fixture: Honeycomb suction cups, suitable for thin-walled parts, even distribution of clamping force
- Modular fixture system: Quick customization of positioning components through 3D printing to reduce clamping assistance time.
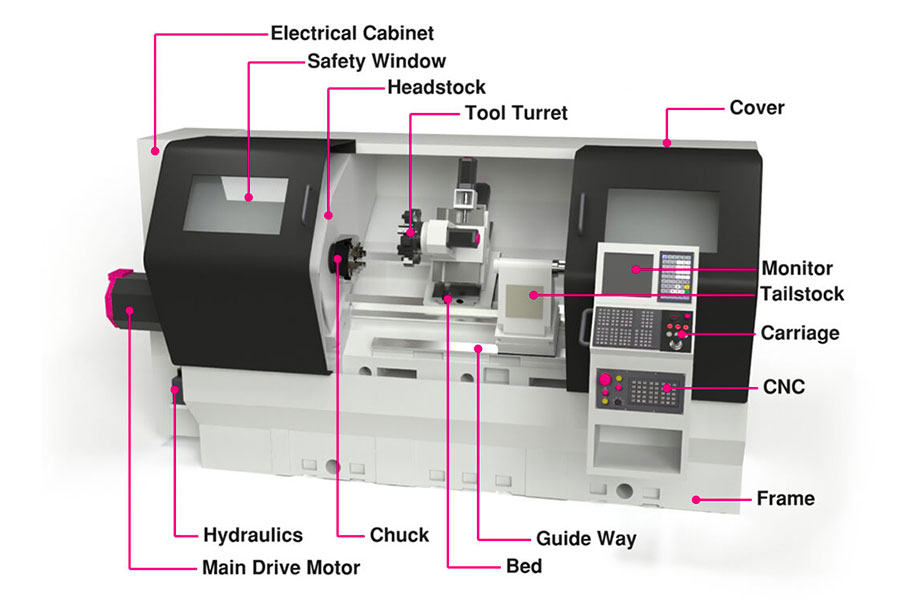
How is a CNC machining lathe operated?
1.Processing program development
- CAM software programming: Generates G code using software to define parameters such as tool path, speed (S code), feed rate (F code), etc.
- Post-processing optimization: Code conversion of specific lathe models to ensure compatibility between instructions and hardware.
- Simulations: Check tool interference in advance, risk of overcutting, and optimize machining paths.
2.Workpiece clamping and positioning
- Chuck/ top chuck system: Three jaw chuck, four claw chuck or hydraulic chuck to fix the workpiece, high-precision lathes equipped with hydraulic tailstock, to achieve axial positioning.
- Fixture design: Design special fixtures for mass production to reduce clamping errors (JS precision manufacturing case: Auto transmission shaft Fixture accuracy <0.005mm).
3.Tool selection and installation
- Tool type: Alloy blades, ceramic tool or diamond-coated tool are commonly used for turning.
- Tip radius compensation: When programming, the default tip arc radius value (R compensation) is set to ensure the accuracy of the machining contour.
4.Processing parameter settings
- Spindle speed: Dynamic adjustment according to material characteristics (e.g., aluminum alloy 800-300 rpm) and tool material.
- Feeding speed: Balanced efficiency and surface quality, high feeding speed (e.g. 0.3mm/r) for rough machining processing, reduced to 0.05mm/r for finishing.
- Cutting depth: Reduce tool load gradually.
5.Automatic processing and monitoring
- Closed-loop control: The servo motor drives the XYZ axes (commonly used in lathes), grating ruler feedback position error in real time (closed-loop accuracy ±0.002mm).
- Adaptive control: Monitoring cutting force through current sensor, automatically adjusting feed speed to avoid tool breakage (JS technology: spindle load fluctuation<5%).
How can JS help customers reduce manufacturing costs?
1.Material optimization
- More than 50 material options are available to accurately match project requirements and avoid excessive procurement or waste.
- Support material recycling to reduce customer inventory costs.
2.Efficient production process
- Standardized processes reduce production cycles (1-2 weeks on average) and reduce equipment idle time.
- Automated scheduling system have improved equipment utilization and increased capacity by 15% to 20% over peers.
3.Technically driven
- ±0.005mm ultra precision machining reduces scrap rate (industry average of 5-8%, JS less than 1%).
- Smart quote generates solutions within 24 hours, reducing communication costs.
4.economies of scale
Annual order processing of more than 10000 pieces, fixed cost sharing, unit quotations fell by 8-12%.
5.Sustainable practices
Energy-efficient equipment can reduce electricity consumption by 15%, and environmentally friendly processes can reduce material losses.
6.JS vs Industry Average Comparison Table
| Comparing dimensions | JS Company Performance | Industry average |
| Percentage of cost of materials | 35-45% (optimized procurement) | 40-50% |
| Unit processing cost | $50-80/hour | $60-100/hour |
| Order delivery cycle | 7-14 days | 14-21 days |
| FTT | 98%+ | 90-95% |
| Technical support response measures | 24-hour online engineer | More than 48 hours |
|
Sustainable certification
|
ISO 14001 | No mandatory authentication |
| Annual price adjustment | ≤3% | 5-8% |
Summary
Numerically controlled machining CNC converts design into precision entities through digitization. The core of CNC machining is the standardization process that converts manual operation into machine execution. The process uses software to construct a 3D model, then automatically generates tool paths based on material properties. At the machining stage, CNC machine tools rely on multi-axis coupling system (such as five-axis coupling) to realize continuous machining of complex surfaces. At the same time, real-time monitoring techniquessuch as laser scanning and acoustic emission sensors are used to dynamically compensate thermal deformation and vibration errors.
JS runs end-to-end efficiently from design to delivery through closed-loop quality control systems and automated logistics network. It not only meets high precision requirements of aerospace and medical industries, but also reduces comprehensive cost of customers, highlighting the core value of CNC machining in intelligent manufacturing.

Disclaimer
The content of this page is for informational purposes only.JS SeriesNo representations or warranties of any kind, express or implied, are made as to the accuracy, completeness or validity of the information. It should not be inferred that the performance parameters, geometric tolerances, specific design features,material quality and type or workmanship that the third-party supplier or manufacturer will provide through the jusheng network. This is the responsibility of the buyerAsk for a quote for partsto determine the specific requirements for these parts.please Contact us Learn more information.
JS Team
JS is an industry-leading companyFocus on custom manufacturing solutions. With over 20 years of experience serving more than 5,000 customers,we focus on high precisionCNC machining,Sheet metal fabrication,3D printing,Injection molding,metal stamping,and other one-stop manufacturing services.
Our factory is equipped with more than 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it's low-volume production or mass customization, we can meet your needs with the fastest delivery within 24 hours. chooseJS TechnologyIt means choosing efficiency, quality and professionalism.
To learn more, please visit our website:jsrpm.com
FAQs
1.Why is CNC machining accuracy high?
CNC machining can control machine movement accurately by computer, monitor and automatically compensate errors in real time, and equip with high precision cutting tools and optimized process parameters to ensure consistent machining accuracy up to ±0.005mm.
2.CNC machining faster than traditional machining?
Through automatic programming and continuous operation, the speed of CNC machining is obviously accelerated, and the efficiency one clamping operation more over 30% faster than traditional machining. Especially suitable for mass production, greatly shortens the production cycle.
3.Is CNC machining expensive?
Equipment, programming and maintenance costs are required in the initial stage of CNC machining. Automation, however, reduces labour, improves material utilization and, when suitable for mass production, greatly reduces costs. In the long run, the total cost is lower than traditional machining.
4.CNC machining suitable for small batch production?
CNC machining is very suitable for small batch production! By quickly switching programs and fixtures, single pieces take only a few minutes to process, 70% less than traditional molds, ideal for small orders of 10 to100 pieces, and flexible and efficient.
Resources

