

In modern manufacturing, rapid prototyping, as the core bridge between digital design and physical manufacturing, has gone far beyond traditional prototyping. Rapid prototyping is a technique that combines digital design with layered manufacturing techniques such as 3D printing and CNC machining to quickly transform virtual models into physical parts or prototypes. Prototyping meaning the whole process from concept validation to functional testing is achieved through material innovation. The mechanical properties and appearance effects under the actual working conditions are simulated by means of a rapid mockup.
With the breakthroughs in polymer composites, metal powder metallurgy and bioactive materials, modern rapid prototyping can accurately meet the gradient requirements from short-term validation to small-scale production. In this paper, the characteristics of engineering plastics, metal materials and intelligent composites are systematically analyzed.
What materials can be used for rapid prototyping?
In the field of rapid prototyping, the choice of materials directly affects the performance and manufacturing efficiency of prototypes. The commonly used materials are classified as follows:
1.Engineering plastics
Combining strength, toughness and cost advantages, the material is suitable for rapid verification of mechanical structures. For example:
- ABS: Heat-resistant (80°C), impact resistance, commonly used in car casings and prototype home appliance.
- PLA: Biodegradable, easy to print, suitable for low-cost conceptual models.
- Nylon PA16: Abrasionresistant, shock absorbent, suitable for testing gears and moving parts.
2.Metallic materials
High-precision prototypes are realized by CNC machining or metal 3D printing to meet high strength requirements:
- Aluminum alloy 6061: Lighter weight preferred for drone racks and radiator prototypes.
- Stainless steel 316L: Corrosionresistant, commonly used in medical equipment and precision parts.
- Titanium Ti6 Al 4V: Lightweight and strong, suitable for prototype aircraft engine blades.
3.Photosensitive resin
Liquid resin is formed by photopolymerization and has high surface precision:
- Standard resin: High performance for jewelry and toy prototypes.
- Transparent resin: Optical-grade transparency for the validation of lenses and transparent housing.
- Flexible resin: Similar to rubber elasticity, used to test seals or prototypes of wearable devices.
4.Composites materials
Combining fiber and matrix materials to overcome the performance limitations of a single material:
- Carbon fiber reinforced nylon: High strength ultrasteel material, the preferred prototype for aerospace antenna scaffolding.
- Fiberglass epoxy resin: It has excellent insulating properties and is often used in prototypes of new energy vehicle battery packs.
- Kevlar fiber composite material: Bullet-proof grade protection, shell testing of special equipment.
5.Biomaterials
Prototyping with high precision designed for the medical field:
- PEEK: Standard material High biocompatibility orthopedic implant prototypes.
- Transparent dental resins: Rapid validation of dental models and orthodontic plans.
- Cell culture scaffold material: Supported by tissue engineering rapid prototyping core technology.
6.Degradable materials
New options driven by environmental requirements:
- PLA: Food grade certification, disposable tableware prototypes preferred.
- PHA: Temporary prototype of marine exploration equipment biodegradable in the ocean.
- PBAT: Biodegradable plastic compost, quick sampling of packaging boxes.

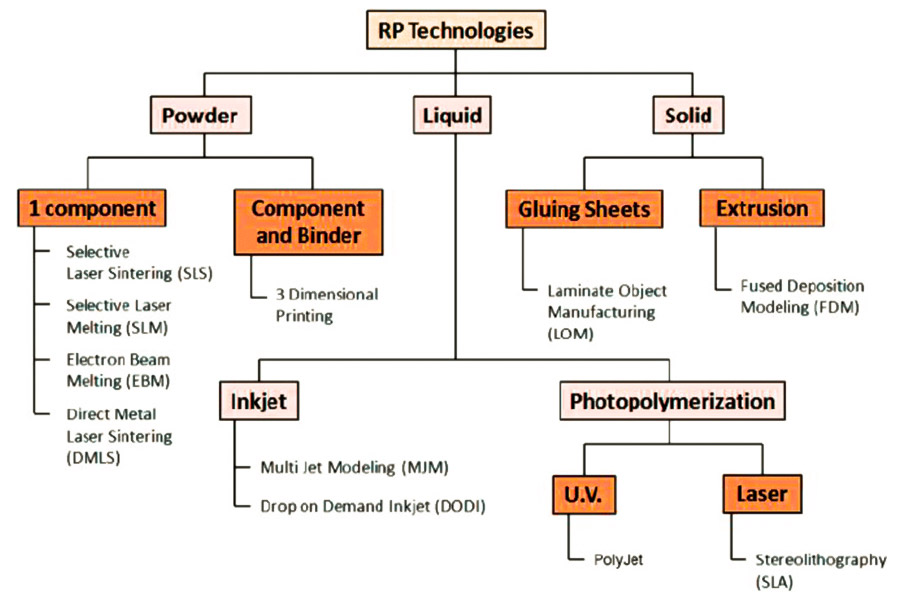
What methods are used in rapid prototyping?
In the field of rapid prototyping, common methods can be classified into the following categories, each of which can be efficiently iterated and validated by rapid prototype technology:
1.Additive manufacturing (3D printing)
| Method of application | Principle of work | Characteristic |
| FDM (fused deposition modeling) | Hot melt is extruded and stacked. | Low cost, easy to operate, suitable for ABS, PLA and other plastics. |
| SLA (Light cured stereolithography) | UV curing liquid resin is layered. | Smooth surface and high precision (±0.1mm) for complex structures. |
| SLS (Selective Laser Sintering) | Laser sintering of powder materials (nylon, metal powder). | No support structure, high strength, suitable for functional testing. |
| DLP (Digital Light Processing) | Digital projector layered curing resin. | The molding speed is fast and accuracy is comparable to SLA. |
2.Subtractive manufacturing (CNC machining)
CNC machining
- How it works: Cut metal or plastic sheets to create solids.
- Features: Accuracy up to ±0.02mm, excellent surface quality.
- Uses: Metal parts (aluminum, steel), precision mold rapid molding.
Turning
- Principle: The rotation of workpiece is the main movement, cutting tool along the straight feed, forming a rotating surface.
- Features: High precision, continuous cutting efficiency, but only for rotational symmetric parts.
- Applicable scenarios: Axle, sleeve and cylindrical/conical parts processing.
milling
- Principle: Tool rotation is the main movement, workpiece linear/curved feed, cutting contour is complex.
- Features: Adaptable to multi-blade cutting, can process flat, curved, irregular structure.
- Applicable scenarios: Processing non-rotating parts such as die, plane and turbine blades.
3.Laser cutting
- Flat components can be quickly created by cutting plastic, wood or thin metal plates with high-energy laser beams, commonly used to assemble structures or decorative parts for rapid prototypes.
- Application scenarios: Graphic design verification, shell assembly, prototype display.
What is the difference between rapid prototyping and CNC machining?
Here is a comparison of the core differences between Rapid prototyping and CNC machining:
| Comparing dimensions | Rapid prototyping | CNC machining |
| Manufacturing principles | On the basis of layered manufacturing (e.g. SLA, SLS, etc.), materials are stacked and molded. | On the basis subtractive cutting, use cutting tools to remove excess raw materials. |
| Material Applicability | Support multiple materials (plastics, photosensitive resin, metal powder, etc.) for rapid prototypes. | Mainstream are metals (aluminum, steel) and hard plastics (ABS, PC). |
| Accuracy and surface quality | Accuracy ±0.1-0.5mm, porous/rough surface, post-treatment required. | Accuracy is within ±0.02mm, surface smoothness high and can be used directly for functional testing. |
| Cost-effectiveness | Low cost of small batch production (no mold fee), suitable for rapid iteration. | The unit cost is relatively high and suitable for medium batch production. |
| Application scenarios | Early concept validation (e.g. car prototypes), complex structural prototypes (e.g. hollow grids). | Functional testing (such as phone frames) and preparation for mass production of precision components. |
- Rapid prototyping is better suited for low-cost and efficient early prototype validation (such as 3D-printed prototypes) and covers a wide range of materials from plastics to metals.
- CNC machining dominates high-precision, high-strength demand scenarios such as metal fittings trial production, but relies on specialized equipment and processes. Both are often used in combination to balance development efficiency and product quality.
What factors affect the accuracy of prototyping models?
Accuracy of prototyping model is influenced by the following key factors throughout the design and manufacturing process:
1.Degree of standardization of design documents
The accuracy of the prototype model depends primarily on the accuracy of the input data. JS company supports customers to provide CAD documents or drawings in standard formats such as STEP and IGES. Attention should be paid to data details in all aspects of the design document, as inaccurate data can lead directly to inadequate initial accuracy of the prototyping model.
2.Material characteristics and selection adaptability
The physical properties of different materials have a great influence on machining accuracy. By providing processing experience for more than 50 materials,such as titanium titanium alloy carbon carbon fiber, JS company has optimized material options for prototyped model, reducing accuracy deviation due to material characteristics.
3.Manufacturing process and equipment accuracy
Process selection directly determines the tolerance level of the prototype model. JS company adopts high-precision CNC machining equipment with tolerances ±0.005mm, combined with multi-axis coupling technology, which can be adapted to complex surfaces and smaller features. In addition, attention should also be paid to 3D printing and other additive manufacturing technology layer thickness setting.
4.Level of control of reprocessing technologies
After the prototype model is completed, it needs to be polished and electroplated. JS company ensures that these processes do not introduce additional errors through rigorous quality control systems such as three dimensional inspections and surface roughness testing.
Why choose PEEK material for medical equipment?
1.Biocompatibility and safety
PEEK is ISO 10993 cytotoxicity testing and FDA certified, and its prototyped model can be used directly for human implant validation to avoid the risk of immune rejection.
2.Matching mechanical properties to human needs
In orthopedic prototyping, PEEK (3.6 GPa) has an elastic modulus close to human bone (1-20 GPa) that reduces stress shielding and prolongs the life of the implant.
3.High temperature and chemical resistance
Prototyped of surgical instruments require repeated high-temperature sterilization (such as autoclaving at 134 °C), where PEEK maintains a stable size and is resistant to corrosion by disinfectants such as alcohol and hydrogen peroxide.
4.Capacity to implement complex structures
Using 3D printing, PEEK can be used to manufacture prototyped structures such as porous bone scaffolds, promote bone cell growth and reduce material usage to achieve lightness.
5.Balancing cost and efficiency
Compared to titanium alloys, PEEK reduces processing costs by 30%-50%, shortens shortens prototyping cycles by 40%, and makes suitable for the development of small-scale custom medical devices.

What are the special requirements for prototype materials in the military industry?
1.Extreme environmental adaptation
| Performance requirements | Specific scenarios | Typical materials |
| Heat resistance (800 °C+) | Missile engine nozzle, spacecraft thermal protection layer. | Titanium alloy and ceramic matrix composites. (CMC). |
| Low temperature resistance (-196 °C) | Polar equipment, liquid hydrogen fuel storage tanks. | Aluminum alloy (7075-T73), PEEK. |
| Radiation resistance | Nuclear submarines, space probes. | Molybdenum alloy, polyethylene (HDPE). |
| Corrosion resistance (salt spray/acid alkali) | Ship propeller, mine-resistant hull. | Stainless steel 316L, titanium Ti-6 Al-4V. |
2.Excellent mechanical performance
High intensity/lightweight: The structure of the missile body requires the use of carbon-fibre-reinforced composites (five times the specific strength of steel), such as the J-20 fuselage components.
Shock and fatigue resistance: The cartridge is made of tungsten alloy (density (density 19.3g/cm³) to withstand the blast, and aircraft landing was made of ultra-high strength steel (tensile strength ≥1500 MPa).
Creep-resistance and abrasion resistance: Tank tracks were coated with high manganese steel (working hardness index ≥0.3) and missile rails were coated with tungsten carbide (friction coefficient ≤0.1).
3.Security, confidentiality and counter-surveillance
Electromagnetic shielding: The stealth fighter jets coating inhibits radar radar detection ferrite absorbing materials (reflection loss ≥20 dB).
Non traceable characteristics: Special alloys add rare earth elements,such as gadolinium and dysprosium, to remove material fingerprints by microstructure blurring.
Counterfeiting label: The cartridge uses laser microengraving QR code embedded with nanomagnetic particles for full lifecycle tracking.
What are the environmentally friendly biodegradable prototype materials?
Environmentally friendly biodegradable prototype material
| Type of material | Typical material | Core features | Suitable for rapid prototyping technology |
| Biobased plastics | PLA (Polylactic Acid) | Complete synthesis (180 days), non-toxic and easy to process (FDM printing temperature 190-220 °C). | FDM, SLA. |
| PHA (polyhydroxyalkanoates) | The ocean is biodegradable, heat-resistant (melting point 180 °C) and extremely biocompatible. | SLS, injection molding. | |
| Natural fibre boost | Bamboo fiber boost PLA | Compared to pure PLA, it is 50% stronger, a renewable resource, and has a manageable degradation rate (adjusted for starch addition). | CNC machining, 3D printing. |
| Hemp fiber boosts PBAT | High toughness 80% increase impact resistance), acid-base resistance, suitable for complex structures. | Compression molding and lamination process. | |
| Synthetic biodegradable materials | PBAT (Polyadipic Acid/Butanediol Terephthalate) | The compost degradation cycle ≤ 90 days, mixed with PLA, can improve mechanical properties. | Blow molding, thermoforming. |
| PBS (polybutylene succinate) | High temperature resistance (melting point 110 °C), excellent creep resistance, suitable for load-bearing members. | Injection molding, extrusion molding. |
About Key Technologies and Applications
1.PLA Rapid prototyping:
- Printing parameters: Layer thickness 0.1mm, filling density -40% to avoid warping due to shrinkage.
- Post-treatment: In order to eliminate internal stress and improve the dimensional stability of the prototyped model, it was subjected to heat treatment (baking at 60 °C for 2 hours).
2.Adapting public PHA to medical conditions:
- Sterilization compatibility: Supports ethylene oxide sterilization (residue ≤10ppm) to meet the prototyping requirements for surgical instruments.
- Degradation control: A controlled degradation cycle of 6 months to 2 years can be achieved by regulating molecular weight (50,000-200,000 DA).
3.Limitations of natural fiber reinforcement
Hygroscopicity: Bamboo fiber can absorb up to 15% of water in high humidity environments and require surface modification to accommodate precision rapid prototyping components.
4.Compost degradation conditions
Industrial composting standards: Degradation is required at temperatures of 58 degrees Celsius and humidity over 80%. household composting is only 30-50% more efficient than industrial conditions.
What are the common reasons for rapid prototyping failures?
Reasons related to substance
1.Excessive shrinkage: After cooling, the volume of the material shrinks by more than 0.5mm, resulting in prototype deformation and hole displacement, especially affecting the precision of precision components.
2.Excessive moisture absorption: Materials such as PLA and nylon easily absorb moisture from the air, resulting in a 30% reduction in strength, resulting in flaking or surface cracks between layers and undermining the structural integrity of rapid prototyping parts.
3.Poor material compatibility: When the photosensitive resin does not match the printing equipment, problems such as clogging and wire breakage are likely to occur, leading to interruption of printing or deterioration of surface quality.
4.Differences in thermal expansion coefficient: High thermal expansion coefficient of metallic materials in the course of high temperature processing, will occur deformation, leading to precision components blockage or size tolerance, increasing the cost of later correction.
5.Material performance mismatch: If the selected prototype material is not strong enough or high brittleness, it may fracture during the test and design function cannot be verified.
Process parameter setting error
| Classification of reasons | Concrete manifestations | Influencing results |
| Improper layer thickness | Excessive layer thickness (>0.2mm). | Surface roughness excess (Ra >6.3μm). |
| Temperature parameter errors | Low Printing temperature (if PLA is below 190°C). | The material cannot be bonded and the bond between layers is insufficient. |
| Lack of support structures | Suspension structure without added support. | Lower cave-in, inner void. |
| Scanning too fast | SLA laser scan speed>8m/s. | Decreased molding accuracy (±0.1mm error). |
JS has taken relevant measures in this regard:
- Material verification: Material shrinkage rate test before printing (recommended shrinkage <0.5%).
- Parameter optimization: Optimal layer thickness (recommended 0.05-0.15 mm) and temperature window determined by test printing.
- Model Inspection: Non-manifold geometry and thin wall structures were detected using CAD software (recommended minimum wall thickness ≥0.8mm).
- Environmental control: Stable workshop temperature and humidity (25±2°C /40-60% RH).
- Post-treatment specification: Develop standardized scaffold removal and cleaning processes (e.g. ultrasonic cleaning time ≤5 minutes).
How does JS company ensure the stability of prototype size?
1.Accurate machining technology: Advanced CNC machine tools are used to achieve ±0.005mm of ultra-precision tolerance control, ensuring that every component strictly complies with design specifications.
2.Materials Science Management: Provides more than 50 metals, plastics and composites and optimizes processes based on material material properties (e.g. thermal expansion coefficient) to reduce deformation during processing.
3.Digital quality control: Through CAD document pre-review and 3D inspection equipment, to monitor the product size accuracy throughout the process, and timely correct possible deviations.
4.Environmental and process standardization: Maintain stable workshop humidity, implement uniform process parameters, and reduce the influence of environmental factors on material stability.
5.Experience-driven process optimization: A team of engineers with 20 years of experience, more than 30 technical training sessions per year, continuous improvement of process solutions, and increased consistency in repeat production.
Summary
In the field of rapid prototyping, the boundary of material selection is constantly being reshaped, which drives the evolution of prototyping model from simple form verification to functional and intelligent. From its early reliance on a single engineering plastic to now covering metals, ceramics, biobased materials materials and smart composites, 3D printing has given prototypes properties closer to the end product through material innovation.
With continuous breakthroughs in materials science, future prototype models will overcome traditional performance limitations, achieve more complex structural validation and functional testing in aerospace, consumer electronics, and bioengineering, and further cement the status of rapid prototyping technology as a core tool for product development.

Disclaimer
The content of this page is for informational purposes only.JS SeriesNo representations or warranties of any kind, express or implied, are made as to the accuracy, completeness or validity of the information. It should not be inferred that the performance parameters, geometric tolerances, specific design features,material quality and type or workmanship that the third-party supplier or manufacturer will provide through the jusheng network. This is the responsibility of the buyerAsk for a quote for partsto determine the specific requirements for these parts.please Contact us Learn more information.
JS Team
JS is an industry-leading companyFocus on custom manufacturing solutions. With over 20 years of experience serving more than 5,000 customers,we focus on high precisionCNC machining,Sheet metal fabrication,3D printing,Injection molding,metal stamping,and other one-stop manufacturing services.
Our factory is equipped with more than 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it's low-volume production or mass customization, we can meet your needs with the fastest delivery within 24 hours. chooseJS TechnologyIt means choosing efficiency, quality and professionalism.
To learn more, please visit our website:jsrpm.com
FAQs
1.Can rapid prototyping materials be reused?
Some plastics,such as PLA, can be recycled, but their performance deteriorates. metal powders can be reused, while photosensitive resins are often not.
2.Will rapid prototyping materials be affected by temperature?
Yes, temperature has a big impact on material properties. ABS, for example, deforms at high temperatures, PLA becomes brittle at low temperatures, nylon loses strength when it moisture absorption, and photosensitive resin soften at high temperatures. In order to avoid warping and cracking, the temperature difference between printing and reprocessing needs to be controlled.
3.Does multi-color printing require switching materials or technology?
Multi color printing can be achieved by converting materials (such as multicolor lines) or technologies (such as multi nozzle FDM). The former requires manual replacement of materials, while the latter automatically blends colors to reduce manual intervention.
4.What are the characteristics of nylon material in rapid prototyping?
Nylon material is wearable, flexible and lightweight. It is suitable for dynamic situations such as gears and moving parts. However, it deforms easily when it absorbs moisture and requires control of ambient humidity.
Resources

