

In the field of precision manufacturing, CNC-machining is the core technology to realize complex structure and high precision. Successful design and engineering planning require collaborative consideration from several dimensions such as material selection tolerance control and geometric structure optimization. For example, thin-walled members need to balance strength and deformation risk, and multiaxial processing needs to match tool paths to improve efficiency.
By combining advanced multi-axis axis machine tools with AI-driven process optimization, JS achieves ±0.005mm accuracy in 95% of projects while reducing production costs by 20%. Whether it's an aerospace titanium alloy components or a medical-grade plastic component, JS's engineering team (with an average of more than 20 years of experience) can support the entire process from document review (support formats such as STEP, IGES, STL, etc.) to material selection.
What is the definition of CNC machining?
CNC machining is a technology that automatically completes part machining by means of computer digital control of machine tools such as lathes and milling machines. Unlike traditional manual operation, CNC systems can control tool paths, speed and feed speed precisely by preprogrammed instruction, which greatly improves machining efficiency and consistency. For example, in lathe machining, CNC technology can realize complex contour machining of rotating workpieces, such as shaft parts or precise outer circle surface, while reducing human error. This automated processing method is widely used in aerospace, automotive and medical fields, and is especially suitable for high precision, large-scale or customization production.
What skills are required for CNC programming?
CNC programming requires mastery of the following core techniques, which are used the entire machining process:
- Ability to operate modeling software: Adept at using tools such as SolidWorks, UG, Mastercam, and others to generate 3D models and translate them into machine-recognizable code. In order to ensure that the machining parameters are consistent with the design intent, it is necessary to understand the logic and machining simulation functions of tool path generation.
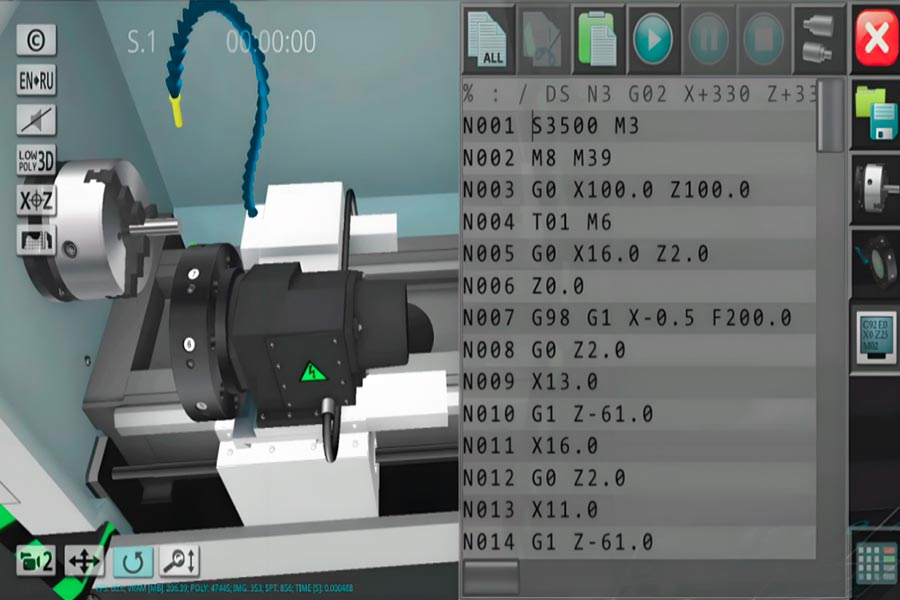
- Programming language and instruction application: Master the basic instruction of CNC systems (such as G code, M code), can write or optimize program according to processing requirements, ensure reasonable tool paths and optimal efficiency.
- Material characteristics and processing adaptability: Familiar with cutting properties of metals (e.g. aluminum alloys alloys, titanium alloys) and non-metallic materials (e.g. plastics, composites), selecting tool types and cutting speeds according to the machining process requirements.
- Process optimization capability: Analyze part structures (such as thin wall, deep hole, etc.), design reasonable processing sequence and cooling plan, reduce deformation and tool wear during the maching process.
- Problem analysis and debugging ability: Can quickly locate machining abnormalities (such as size errors, surface defects, etc.), solve problems by adjusting parameters or modifying procedures, and has on-site emergency response capability.
- Safety procedures and standards: Master safe the machining operation procedures (such as emergency brake operation, workpiece fixation, etc.) in mechanical operation to avoid accidents caused by procedural errors.
What are the precautions for wall thickness design?
1.The wall thickness is uniform to avoid deformation
In mill machining, uneven wall thickness can lead to stress concentration and warping or cracking after milling. During design process, efforts should be made to maintain the thickness of the wall consistent or to add support structures where necessary.
2.The minimum wall thickness needs to match the processing capability
- Lathe machining requires high concentric degree for thin-walled parts. Minimum wall thickness ≥0.5mm is generally recommended.
- Grinding machining is affected by abrasion of the wheel, the thin wall is easy to deform, a gap of at least 0.3mm should be reserved.
3.Strengthen the tendons and optimize transition corners
- Adding reinforcement to mill machining can improve local stiffness, but it is necessary to avoid overdesign, so as not to make it difficult to remove the chips.
- Add R=0.5mm or more rounded corners on the inner and outer walls to reduce tool stress concentration during grinding machining.
4.Material characteristics and technology adaptation in processing
High-strength materials, such as titanium alloys, require thicker wall thickness to accommodate the cutting force of milling machining, while lightweight materials, such as aluminum alloys, can be diluted appropriately but require speed control in combination with lathe machining.
5.Shrinkage rate and tolerance reservation
Casting or injection molding parts require a shrinkage rate, but precision CNC parts (such as medical components) need to be compensated for size errors through reprocessing (such as grinding machining) and a grinding margin of 0.02-0.05mm should be reserved for design.
6.Balance of tool path and processing efficiency
Complex wall thickness structures requires optimization of the milling machining tool path to avoid frequent tool replacement. Helical cutting can be used to reduce tool load in deep cavity structure.
7.Dimensional changes after surface treatment
If further grinding machining polishing is required, a precision machining margin of 0.01-0.03mm shall be reserved in the design to avoid exceeding the final size tolerance.
What is the impact of geometric complexity on CNC?
Geometric complexity has a great impact on CNC machining, especially in milling machining and machining lathe. The following differences and challenges need to be emphasized:
1.Tool path planning and machining efficiency
- Milling machining: Complex surfaces or irregular structures require multi-axis coupling (e.g. five-axis machine tools) or complex tool path programming, which greatly increases processing time, simple geometric shapes can be quickly achieved using three-axis machine tools.
- Turning machining: More than one fixture or special fixture is required for non-rotary or step shaft parts, while regular cylindrical/conical structures are effective for continuous cutting.
2.Tool selection and wear control
- Milling machining: Complex shapes (such as deep trenches and thin walls) require small diameter tools that are prone to wear and tear and require to be replaced frequently. Large cutting tools can improve simple contours to improve material removal efficiency.
- Turning machining: Complex contours (such as threads and camshafts) require shaping tools or multiple channels, while light axis parts require only standard cutting tools, so the tools last longer.
3.Processing accuracy and surface quality
- Milling machining: Steep sidewalls or suspension structures that vibration patterns easily require optimization of cutting parameters or high-speed milling, flat or regular surfaces make accuracy easier.
- Turning machining: Slender shaft or thin-walled parts are easy to deform under cutting force and require auxiliary support, the roundness and roughness of conventional outer or inner holes are easier to control.
4.Processing costs and feasibility
- Milling machining: Complex parts require highly accurate machine tools and experienced programmers, greatly increasing costs, simple structures can reduce costs through standardized processes.
- Turning machining: Non-standard irregular parts,such as polygonal sections, require customized fixtures or multiple processes, while standard rotary parts can be quickly mass-produced.
5.Reprocessing and quality control
- Milling machining: Complex shapes may have residual burrs or machining marks and require additional polishing or electrochemical treatment. The structure is simple and can meet assembly requirements directly.
- Turning machining: Precision threading or mating surfaces require specialized measuring tools for inspection, while conventional outer rims can be inspected quickly with stoppers.
Traditional CAD Modeling vs. Generative AI Design: Can Algorithms Replace Engineer Experience?
In the traditional CAD modeling and generating AI design comparison, algorithms cannot completely replace the experience of engineers, especially in the field of machining CNC, the two need to complement each other. The following will be analysed in terms of technology, applications and industry practices:
1.Comparison of core competencies
| Dimension | Traditional CAD modeling | Generative AI design | JS company practice |
| Design logic | Engineers model by hand according to the laws of physics and experience. | Artificial intelligence generates designs through algorithms and relies on training data for pattern matching. | JS engineers utilize CAD experience to optimize AI output solutions. |
| Precision control | Tolerances of ±0.005mm (95% in JS cases). | Artificial intelligence generates designs through algorithms and relies on training data for pattern matching. | JS compensates for the processing risks of AI-generated designs through engineering experience. |
| Efficiency improvement | Complex structures require longer iterations. | Generate multiple designs quickly (for example, JS shortens the cycle by 15%). | Artificial intelligence assists shorten the initial design, with engineers controlling key nodes. |
| Cost optimization | Experience-driven material and process selection (20% cost savings at JS). | Automated generation of low-cost solutions, feasibility to be verified. | JS combines AI recommendations with engineer experience to balance cost and quality. |
| Industry adaptability | Widely used in aerospace, automotive and other high-precision fields. | Outstanding in standardised components such as general purpose parts. | JS integrates two approaches to customizing industrial robot components. |
2.Limitations of Generative AI
- Lack of machining experience: CNC machining involves practical experiences such as tool path planning and setting of cutting parameters. Models generated by AI may ignore the feasibility of machining (such as tool interference and stress concentration) and require calibration by engineers.
- Material property adaptation: JS company processes more than 50 materials (metals, composites, etc.), each with processing characteristics that make it difficult for AI to fully grasp the impact of material microstructure on shaping, relying only on material selection recommendations from engineers.
- Quality control boundaries: In the JS case, for example, 98% of orders were delivered on time, relying on engineers to adjust processing errors in real time. Currently, AI cannot dynamically respond to variables such as machine tool state, ambient temperature and humidity.
3.The manifestation of collaborative value
| Step by Step | The role of AI | The role of engineers | JS case results |
| Conceptual design | Generate multiple solutions to shorten the cycle (e.g. JS reduces design time by 15%). | Choose a solution that meets the processing logic. | Client projects were completed an average of 15% ahead of schedule. |
| Optimization | The combination of cutting parameters is recommended. | Adjust parameters according to machine performance and material characteristics. | Precision ±0.005mm (95% JS compliance rate). |
| Cost control | Provide lightweight design advice. | Verify manufacturability and balance costs. | Help customers reduce manufacturing costs by 20%. |
| Innovation breakthrough | Explore the possibilities of non-traditional structures. | Evaluate the feasibility of mass production and improve the design. | Develop multiple patented precision components. |
Algorithms are tools, experience is irreplaceable
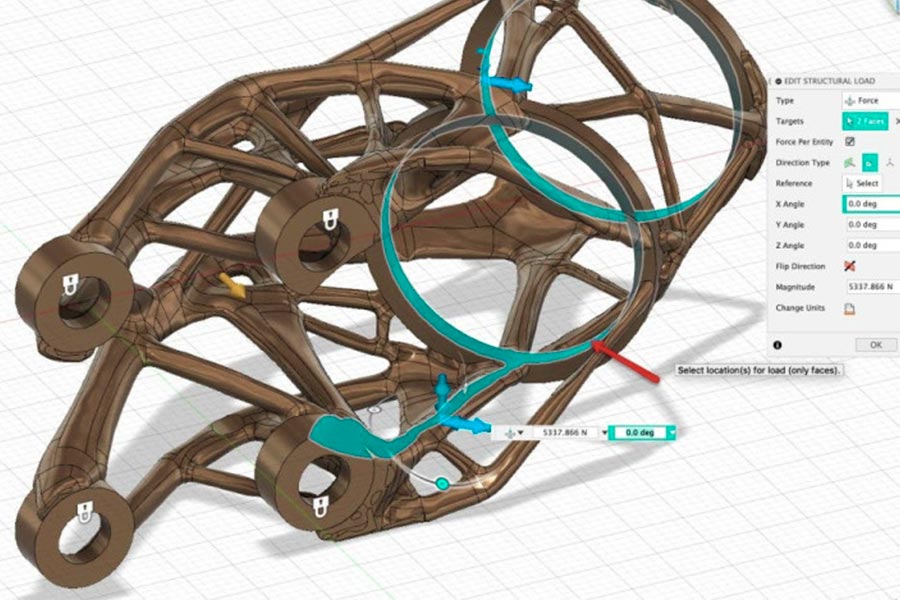
The practical logic of JS: Using generative AI for initial design exploration (such as quickly generating multi version shell structures), followed by engineers screening and optimizing based on CNC process constraints (such as JS's ±0.005mm tolerance), material properties (such as titanium alloy processing temperature), and customer case experience (such as batch consistency of automotive molds).
Generative AI can improve design efficiency, but the core of machining CNC experience and quality control-still needs to be led by senior engineers. The success of JS demonstrates that the human-machine collaboration model (AI assisted+manual verification) is the most optimal solution for current manufacturing.
What is the core logic of tool path optimization in CNC multi axis machining?
1.Minimize empty motion
- By adopting spiral feeding and cycloid path, the tool path is optimized to reduce the idle time in the process of non-cutting.
- JS correlation: JS promises fast delivery in 1-2 weeks, with its efficient path planning technology shortening processing times while maintaining ±0.005 mmWave accuracy.
2.Optimization of dynamic cutting parameters
- Real-time feed speed and spindle speed are adjusted according to material characteristics and tool load, balance efficiency and surface mass.
- JS correlation: 95% of projects achieve ultra-high accuracy, with 25% growth in repeat business, thanks to a team of experts fine-tuning cutting parameters.
3.Tool load and life management
- In order to avoid overload or vibration, the tool life can be extended by path smoothing and axial depth control.
- JS correlation: Support complex metal/composite processing with wearable cutting tools and optimization strategies, resulting in a 20% reduction in customer costs.
4.Machine tool kinematic adaptation
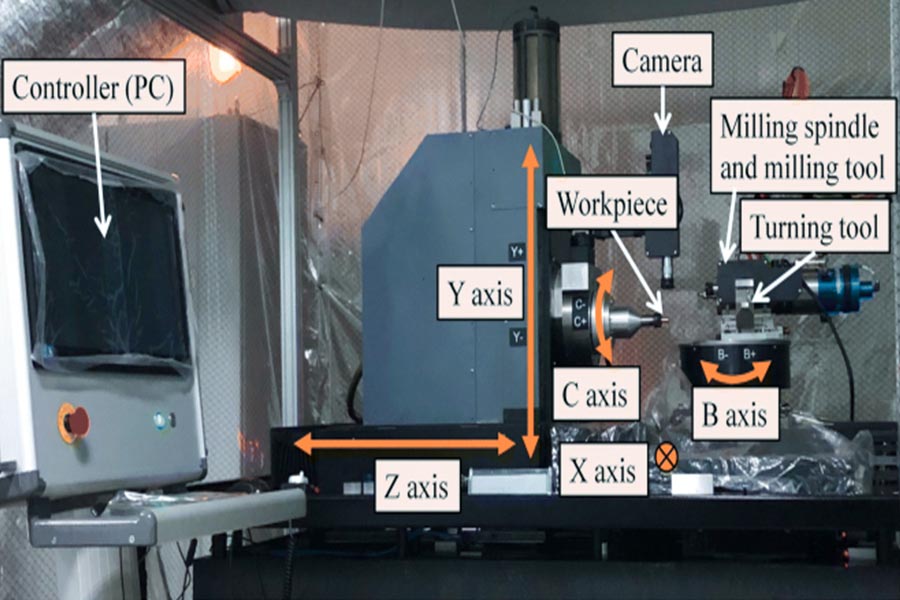
- According to the characteristics of the five-axis machine tool, a path is designed to minimize interference and improve accessibility by making maximum use of the rotating axis.
- JS related: Its multi-axle processing capability spans more than 50 material types and relies on advanced machine tool control technology to make complex parts.
5.Optimization of material removal rate
- By means of contour machining high-speed milling, the material removal rate is improved and rough machining time is shortened.
- JS correlation: Average project life for customers was shortened by 15% due to effective route planning and material selection (e.g. efficient processing of titanium alloys).
6.Process constraints and tolerance control
- Combine CAD/CAM simulation, the feasibility of this pathway was validated to ensure that it meets the accuracy requirements of ±0.005mm.
- JS association: Supports the import of standard documents such as STEP/IGES, and the engineering team ensures the viability of the route through more than 30 annual training sessions.
7.Sustainable manufacturing integration
- Optimize waste minimization path and reduce energy energy consumption by using energy-saving equipment.
- Its environmental protection measures (such as material recycling) and 20% reduction in energy consumption indirectly reflect the resource efficiency of path optimization.
What are the difficulties in processing the irregular cooling chamber of rocket nozzle?
Processing difficulties
1.Treatment of complex irregular structures
- Rocket nozzle cooling chamber usually has complex geometrical characteristics such as thin wall, variable cross section and small flow channels. Traditional CNC machining is prone to interference or surface quality defects. Accurate path planning needs to be achieved through multiaxis coupling,such as five-axis machining.
- JS company can effectively address these challenges with its high-precision five-axis machine tools.
2.Characteristics of high-temperature alloy materials
- Refractory materials with high hardness and poor thermal conductivity, such as titanium alloys, are commonly used in Cooling chambers. In the process, it is easy to appear tool wear, cutting force, etc.
- JS company uses professional coated cutting tools to ensure the stability of processing by optimizing parameters such as cutting speed and feed speed. The precision of the processing can be ±0.005mm, satisfying strict tolerance requirements.
3.Cleanliness and consistency of internal flow channels
- The interior of the cooling chamber needs to be kept absolutely smooth to avoid fluid resistance, as traditional machining tends to create residual burrs or debris.
- JS company uses high-pressure water jet, electrolytic polishing and other post-processing techniques, and works with CNC online detection system to ensure the interior quality of the cavity complies with aerospace standards.
4.Thermal deformation control
- Long-term hightemperature treatment will lead to thermal expansion of the material, affecting size accuracy. Through constant temperature workshop, real-time temperature compensation algorithm and segmental processing strategy.
- JS company can control the the thermal deformation error to 0.01 mm.
JS company's core advantages
| Technical capabilities | Specific measures | Application effect |
| Multi axis precision machining | Five axis coupled CNC system to support complex surface machining. | The cooling chamber channel is formed in one go to reduce clamping errors. |
| Special material processing | Experience in working with high temperature materials, such as Inconel and titanium alloys, with CBN cutting tools. | Surface roughness ≤0.8μm, strength loss<3%. |
| Digital quality control | Comparison and verification between CMM and CAD. | The pass rate is over 98% and the rework rate is down by 70%. |
| Efficient production process | Modular programming, automated loading and unloading system. | Average distribution cycle reduced to 10-14 working days. |
| Aerospace grade certification | Certified by 9001 and AS9100D aerospace quality management system certification. | We supply components for SpaceX, Blue Arrow Aerospace and others. |
Typical cases
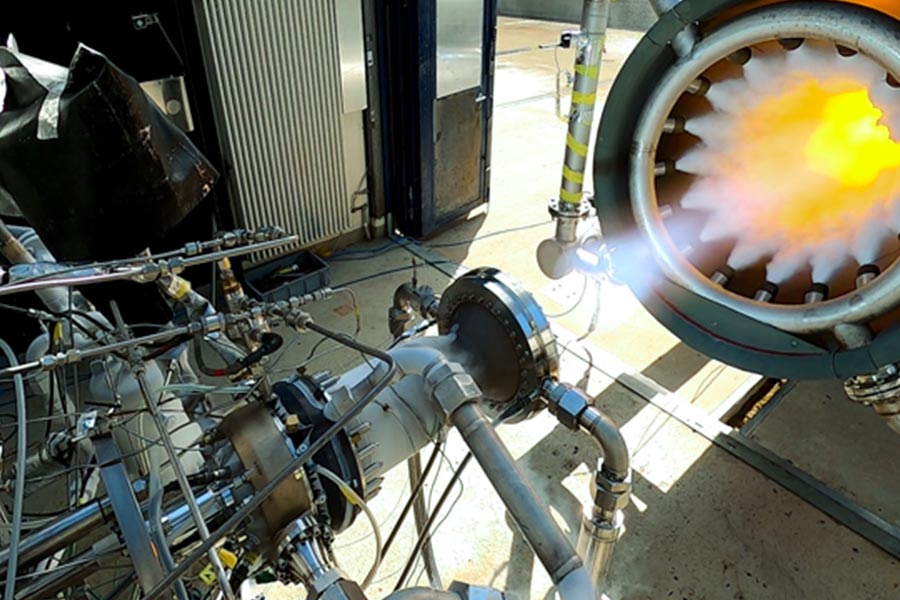
JS company uses nickel-based superalloy to forge blank in integral, processing a new type of rocket engine shaped cooling cavity. Through CNC multiaxial machining and electrolytic polishing, the uniform cooling channel with 0.3mm wall thickness is achieved, and the thermal conductivity efficiency improved by 40% and engine thrust by 15%.
How does JS process superhard materials?
1.Special cutting tools and cutting techniques
Using diamond coated tools or cubic boron nitride (CBN) and other ultra-hard tool materials to optimized cutting parameters, such as speed and feed speed, can effectively solve the problem of high hardness of ceramics and cemented carbide, reduce tool wear and improve machining efficiency.
2.High precision CNC machine tools and control systems
With ±0.005mm level ultra high precision machine tools and advanced CNC systems, the processing requirements of complex shapes and strict tolerances such as micrometer level are ensured, satisfying the application requirements of superhard materials in precision components.
3.Customized process plan
Design specialized machining strategies based on material characteristics (such as brittle ceramics vs. high-toughness hard alloys), such as using micro lubrication (MQL) or dry cutting techniques to optimize surface smoothness and avoid material cracking or thermal damage.
4.Integrated cross-material processing experience
Based on the experience of dealing with multiple materials in the past year, the mechanical models and parameters of metal and composite materials processing were transferred to the field of superhard materials, and the processing risks predicted by finite element analysis.
5.Support green manufacturing systems
Energy recovery system and environmentally-friendly coolant circulation technology can reduce energy consumption and pollution in superhard materials processing. At the same time, it can be used automatically to reduce material loss to a minimum, in line with its sustainable improvement target of 20%.
Summary
In CNC machining, the core of design and engineering considerations lies balance precision, material properties and process feasibility. From the structure optimization of machining mill to tool path planning of CNC machining, every step needs to be focused on tolerance control, material strength and machining efficiency. JS Precision Manufacturing integrates multi-axis coupling technology, specialized cutting tools and AI-driven process optimization to successfully solve the processing challenges of superhard materials such as ceramics and cemented carbide. Its ±0.005mm level accuracy and 98% on-time delivery rate confirm the importance of design, engineering and manufacturing integration.

Disclaimer
The content on this page is for general reference only. JS Series makes no express or implied warranties regarding the accuracy, timeliness, or applicability of the information provided. Users should not assume that the product specifications, technical parameters, performance indicators, or quality commitments of third-party suppliers are completely consistent with the content displayed on this platform. The specific design feature, material standards, and process requirements of the product should be based on the actual order agreement. It is recommended that the purchaser proactively request a formal quotation and verify product details before the transaction. For further confirmation, please contact our customer service team for professional support.
JS Team
JS is an industry leading provider of customized manufacturing services, dedicated to providing customers with high-precision and high-efficiency one-stop manufacturing solutions. With over 20 years of industry experience, we have successfully provided professional CNC machining, sheet metal manufacturing, 3D printing, injection molding, metal stamping and other services to more than 5000 enterprises, covering multiple fields such as aerospace, medical, automotive, electronics, etc.
We have a modern factory certified with ISO 9001:2015, equipped with over 100 advanced five axis machining centers to ensure that every product meets the highest quality standards. Our service network covers over 150 countries worldwide, providing 24-hour rapid response for both small-scale trial production and large-scale production, ensuring efficient progress of your project.
Choosing JS Team means choosing manufacturing partners with excellent quality, precise delivery, and trustworthiness.
For more information, please visit the official website: jsrpm.com
FAQs
1.How to optimize tool path and reduce vibration?
The tool path is optimized by increasing the step distance, using spiral/cycloid cutting, adjusting the cutting direction to disperse the cutting force, maintaining the cutting load the same, avoiding the concentration of resonance point, and using axial layered cutting to reduce vibration.
2.What should I do if thin-walled parts are prone to deformation?
When thin-walled parts are easy to deform during processing, the cutting force and vibration can be reduced by segmental cutting, decreasing feed speed, increasing support fixtures or vacuum suction clamping fixture, and optimizing tool paths to maintain uniform force distribution.
3.What are the key points of daily maintenance for CNC machine tools?
Clean and lubricate machine tool daily, regularly calibrate coordinate system and tools, check coolant and fixture status, ensure system stability and machining accuracy.
4.Do complex surfaces require multi axis machine tools?
Multi-axis machine tools are needed for complex surface machining because they can be used for multi-angle connecting rod cutting to ensure accuracy and efficiency and avoid multiple clamping errors.
Resources

