

Metal Metal , как основной процесс современной производственной промышленности, постоянно отменяет методы производства в автомобиле, электронике, аэросполы и других полевых и больших адаптации. Благодаря глубокому слиянию технологии дизайна Die, Технология штамповки продвинулась от традиционного обширного производства до Precision Intelligent Manufacturing , от изготовленной из комплексной изгибной поверхности.
его совместные инновации с CNC Machine , 3D-печать и тепловая обработка не только превышает ограничения, но также дает подъездную модели, такие как целостность, как иниция, такая же, как иниция, такая инициальная, такая инициативная модели, такая как иниция, такая же, как иниция. Функциональные структуры, которые обеспечивают ядро для глобального производственного преобразования и обновления.
Что такое металлический штамп?
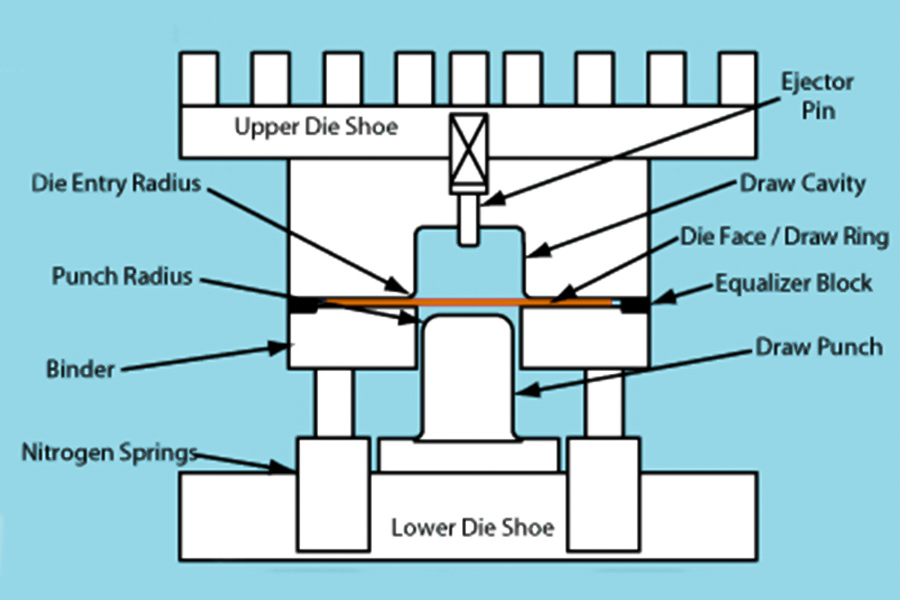
металлическая штамповка -это своего рода расширенная технология производства. Комбинируя металлические марки с прессом, металлическая пластина может быть эффективно обработана в определенную форму. Высокая твердость сплавная сталь обычно используется для обеспечения консистенции и качества поверхности деталей в массовом производстве. Ядро матрица состоит в том, чтобы использовать точную структуру давления металла, сдвига, изгиба, растяжения и других процессов деформации , широко используемых в автомобилях, электронных приборах, домашних приборах и других полях. По сравнению с традиционным процессом литья, металлическая штамповка имеет преимущества высокой эффективности, экономии энергии и низкой стоимости, особенно подходит для крупномасштабного производства . Оптимизируя конструкцию плесени и параметры штамповки (например, давление и скорость перфорации), использование материала может быть значительно улучшено, и последующие этапы обработки могут быть уменьшены.
Каковы шаги обработки для металлов?
1. data-translateid = "22721D43DAA1A23D6AD2D49A1D710B5D" data-pos = "3" data-len = "20" Data-V-7B79C893 = ""> Подготовка материалов
SELECT Металлические листы (такие как алюминий, сталь, медь и т. Д.) В соответствии с требованиями конструкции продукта и определения толщины и спецификации. автомобильные покрытия обычно используются листы сплавных сплавов, в то время как Электронная кожу сопротивление.
2. data-translateid="3b86da98c44b21637eceb23c5ffedf03" data-pos="3" data-len="55" data-v-7b79c893=""> Metal stamp design and fabrication
- Разработка плесени: Инженеры Разработка металлических марки На основе 3D рисунков, включая Punch, Die и Guide Mechanism. "js-grishing js-grishing js js js js js js data-v-7b793 ="> " Резка для точности ± 0,005 мм.
- Тестовая проверка: тестирование. Размер и Требования к качеству поверхности .
3. Штамповка на металле
штамповка: Разделение материалов, создание отверстий или контуров (например, фирменные таблички, терминалы).
- Кренки штамповки путем шлифования , лазера или химической обработки.
- Тепловая обработка: натяжение или уход за высокой силой. Свойства.
5. data-translateid = "e3ef45d18d593ffd094ad720343e8172" data-pos = "3" data-len = "15" Data-V-7B79C893 = ""> CASTION CONTROL
1. Data-TransLateId = "2FA86B8922A5D4730D6D0B6F5AE2296B" DATA-POS = "3" DATA-LEN = "67" DATA-V-7B79C893 = ""> Выбор и изготовление высокой производительности Metal Stamper Selection 2. 2.Optimization металлического штамповки в конструкции процесса композитной штамповки
Как оптимизировать эффективность штамповки посредством дизайна плесени в металлическом штампе?
- Multi Process: интегрирование интеграции, <а. href = "https://jsrpm.com/sheet-metal-fabrication"> процессы изгиба и растяжения (например, формы кормления), снижение частоты штамповки и ручного вмешательства и увеличение производительности на 30-50%.
- Синхронная инженерия: Совместная оптимизация. Для обеспечения плавного потока металлических листов и снижения риска появления плесени.
3. ТЕХНОЛОГИЯ ОБРАЩЕНИЯ И СМАХОДА
- href = "https://jsrpm.com/surface-finishing"> Использование TICN, DLC и других технологий покрытия , уменьшить коэффициент трения (30% -40%) между металлической пластинкой и матрицей, уменьшите заусенс, улучшить плавность поверхности. .
- 4. 4. Интелтенгентный мониторинг плесени и обратную связь
- Интеграция датчика: давление по вручаю href = "https://jsrpm.com/stamping"> металлический заглушка Для мониторинга распределения напряжений во время штамповки в режиме реального времени и предупреждения о ненормальной деформации или рисках перелома.
- Динамическая регулировка удара по первым
5. High Speed Speed Stamping and Automation Collaboration
- href = "https://jsrpm.com/industry/robotics-automation"> интегрированная роботизированная рука или автомобили по логистике AGV для бесшовного развязки и штамповки, сокращение времени заправки вручную (время изменения плесени <5 минут).
-
Как достичь бесплатной обработки сложных изогнутых штампов?
1. High-presision Дизайн металлической марки
- Контур биомиметической плесени: на основе данных на поверхности продукта, лезвия с переходом дуги (r ≥0,5 мм) были разработаны для уменьшения точек концентрации напряжения и снижения риска разрыва материала. ).
- Динамическое давление. Давление динамически регулируется серво -гидравлической системой (точность +5%) для обеспечения равномерного металлического потока.
- Устойчивое покрытие 3-5 мкм) или устойчивости к углевочному углу). 5-8 раз и уменьшить заусеницы, вызванные износом лезвия.
2. data-translateid="bbc145ffe4c2ccb78d7a0589a5d935df" data-pos="3" data-len="44" data-v-7b79c893="">Lubrication and process synergy optimization
- Nano level lubricating film: Lubricated graphene (≤5 μm thickness) is sprayed В Поверхность штамповки Перед штампочками перед штампом, уменьшение коэффициента трения до ниже 0,08 и эффективно ингибируя адгезию металлов.
- Изотермальная технология штамповки: Использование для нагрева плесени (температура контроля (температура контролирует ±. 1-й материал. Аустенитное состояние (например, нагревающие стальные детали до 950 ° C) улучшает способность пластической деформации и уменьшает отскок и заусен.
- процессы штамповки, изгиба и формования интегрируются в один и тот же набор матрицы, а скорость штамповки контролируется с помощью CNC-рамы плесени (регулируемые 0,1-5м/с), чтобы избежать ошибок позиционирования, вызванной множественной выгрузкой.
3. data-translateid="4e5376dbf1153fad4ab703e98db4186d" data-pos="3" data-len="37" data-v-7b79c893="">Innovations in materials and processes
- High ductility alloys: DP780 dual-phase steel or 6061-T6 aluminum alloy is selected Чтобы уменьшить риск перелома штамповки за счет увеличения пластичности материала (удлинение ≥15%) посредством термической обработки (например, твердого раствора+старение).
- Технология лазерной предварительной обработки: Технология лазерной микроформирования (5-20 кВт, 5-50 мм/с. Скорость сканирования) включает в себя предварительную кривообразующую профиль на сложных критериальных металлических простынях, следовать за то, что требует только полирости, чтобы уменьшить генерацию Norgr.
- Metal Additive Moldings: для небольшие партии сложных частей , 3d-printing metalls (например, 4. Data-TransLateId = "80606F19E15728EFEF4E14F63E034F71" DATA-pos = "3" DATA-LEN = "73" DATA-V-7B79C893 = ""> CORE TECHNOPRE Целевой цикл для управления для обнаружения и обнаружения переработка
- Online vision inspection system: Equipped with high-resolution industrial cameras (resolution 5 μm/pixel) and Алгоритмы искусственного интеллекта, дефекты поверхности штампованных деталей (заусенцы, царапины и т. Д.) Обнаружены в режиме реального времени, а дефектные продукты автоматически классифицируются.
- Магниторгеологическая полироиза: после магнитостистистости (Magnethogistion Magnetheshose, Magnetheshose, Magnethe. 10-1000cp) контролируется достичь бесконтактной полировки (шероховатость поверхности ra ≤0,05 мкм).
- Платформа дата, подтверждающие, свидетельствует о давлении, дайдные, давление, давление, давление, давление, давление, давление, давление, давление, давление, давление, давление, давление, давление, давление, давление, давление. Система MES и поддерживает непрерывное улучшение процесса.
 Почему штамповка металла важна в производственной промышленности?
Почему штамповка металла важна в производственной промышленности?
значение Сильные стороны ядра типичные сценарии применения Сравнение с традиционными ремесленниками Эффективное массовое производство A single stamping can produce thousands to tens of thousands of parts and is 10-20 times more efficient than cutting. Car body coverings, consumer electronics shell. Traditional casting/welding processes are inefficient and costly. High material utilization rate Through precise typesetting and recycling, the material waste rate is controlled at below 5%, far lower than for castings (15-20 per cent). Aircraft wing reinforcement ribs and energy storage battery casing. Reduce raw material consumption and reduce carbon emissions. Accuracy and consistency Mold replication is ±0.01mm and batch products consistency is over 99.9%. Medical titanium alloy bone plates and spacecraft fasteners. It is difficult to ensure consistency in the cutting process of complex parts. Manufacture of complex structures Parts that cannot be processed by traditional methods, such as deep drawing and curved surface molding. Automobile battery pack shell, hydraulic forming deep-pull parts. Multiple processes or expensive equipment are required. Cost-effective The one-time investment in molds is high, but the cost of a single piece after scaling is extremely low (for example, the stamping cost of a car stand is only athird of the cost of injection molding). Household appliance shell, industrial equipment components. Suitable for large-scale production, quick result. Adaptable It can process various materials such as aluminum, steel and titanium alloys, and supports process expansion such as hot stamping and laser preforming. High-strength automotive components (hot stamping), magnesium alloy consumer electronics components. Material selection is limited by process (e.g. casting). Rapid iteration capability The die development cycle is short (7-10 days), supporting agile design changes and small-scale pilot production. New energy auto components and consumer electronics Rapid prototyping. Casting/welding process die cycle is long, flexibility is poor. How does JS company's metal stamping service collaborate with other processes?
1.Stamping+CNC precision machining
Technology Collaboration Logic:
- Stamping First: Using stamping to quickly form complex parts basic structure (such as contours and holes), shortening the processing cycle.
- CNC precision machining: Accuracy precision assembly requirements micron scale (such as thread holes and irregular grooves 0.1mm in diameter) is achieved through CNC machining.
JS company's advantages:
- Integrated production line: stamping machine and CNC machining centers to achieve physical connection, shortening workpiece transfer time (60% faster than traditional model).
- Intelligent scheduling system: dynamic configuration of stamping and CNC machining resources according to order priorities, reducing delivery time by 15%-20%.
2.Stamping+3D printing
Technology Collaboration Logic:
- Stamping reinforcement structure: Metal stamping is used to form a high rigidity main frame such as the frame of the drone fuselage.
- 3D Printing Filling Function Parts: Embed 3D printed plastic/metal parts (such as sensor compartments and movable hinges) are embedded in the reserved interface of stamped parts.
LS company's advantages:
- Cross-material database: An adaptive model of metal-plastic composites developed by ourselves, which automatically matches the optimum collaborative process parameters.
- Online collaboration platform: Customers can preview the stamping+3D printing combination design scheme real time, supporting parameterized adjustments (e.g. interface tolerances, material thickness, etc.).
3.Stamping + Thermal Forming
Technology Collaboration Logic:
- Stamping pre-forming: Complex shapes (such as pre-bending B-pillar parts for automobiles) are initially formed by cold stamping.
- Thermal pressure secondary reinforcement: Grain refinement and microstructure reconstruction are carried out under high temperature and pressure conditions, which greatly improve strength and toughness of the premade parts.
LS company's advantages:
- Patent technology hot press die: Using gradient cooling channel design, die life increases by 3 times, the thermal deformation rate is less than 0.02%.
- Material database linkage: Built in more than 200 metal sheet thermopress process parameters library, a key to obtain optimization solutions.
4.Stamping+surface treatment
Technology Collaboration Logic:
- Stamping: Complete the basic structure and dimension precision of the parts.
- Surface treatment: Adopt plating, anodic oxidation, PVD coating and so on, give stamping parts anticorrosion, abrasion resistance, decoration and other functions.
LS company's advantages:
- Whole process quality control: Optimize surface treatment process parameters (such as pretreatment cleanliness which directly affects coating adhesion) in combination with stamping process parameters.
- Green process certification: Provides compliant electroplating solutions with over over 95% recovery rate.
Summary
Metal stamping is not only a process choice in manufacturing, but also a technological driver for industrial upgrading. Through efficient production and precision manufacturing of metal stampings, enterprises can achieve differentiation advantages in the fierce market competition. Mastering hardware stamping technology has become the key to improve core competitiveness, whether it is a carmaker pursuing scale or a consumer electronics company focusing on innovation. With its high precision die development capabilities, intelligent production systems, and stamping+combination process experience, JS provides customers with a one-stop shop for everything from prototype verification to mass production delivery, making it an important partner in enhancing global manufacturing competitiveness.

Disclaimer
The content of this page is for informational purposes only.JS SeriesNo representations or warranties of any kind, express or implied, are made as to the accuracy, completeness or validity of the information. It should not be inferred that the performance parameters, geometric tolerances, specific design features,material quality and type or workmanship that the third-party supplier or manufacturer will provide through the jusheng network. This is the responsibility of the buyerAsk for a quote for partsto determine the specific requirements for these parts.please Contact us Learn more information.
JS Team
JS is an industry-leading companyFocus on custom manufacturing solutions. With over 20 years of experience serving more than 5,000 customers,we focus on high precisionCNC machining,Sheet metal fabrication,3D printing,Injection molding,metal stamping,and other one-stop manufacturing services.
Our factory is equipped with more than 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it's low-volume production or mass customization, we can meet your needs with the fastest delivery within 24 hours. chooseJS TechnologyIt means choosing efficiency, quality and professionalism.
To learn more, please visit our website:jsrpm.comFAQs
1.Can complex curved parts be manufactured by stamping?
Sure! Through advanced die or hydraulic forming technology, stamping can manufacture complex structures with deep tensile and curvature changes, such as car battery pack housing.
2.What are the types of metal stamping molds?
According to the complexity of parts, it is divided into punch die (cutting shape), bending die (bending shape), stretching die (hollow part forming) and composite die (multi-process integration).
3.What is the difference between hot stamping and cold stamping?
Cold stamping, normal temperature processing, high efficiency, but limited material ductility, suitable for thin steel plates. Hot stamping, where metal is heated to a high temperature (say, 900°C) and pressed, can manufacture high-strength steel structural elements that increase tensile strength by more than 50%.
4.What is the service life of metal stamping?
Metal stamping molds typically have a life span of 500,000 to 1 million stamping cycles, depending on material hardness (e.g. longer service life of aluminum molds), process parameters (punch pressure, speed) and maintenance.
Resource

- Metal Additive Moldings: для небольшие партии сложных частей , 3d-printing metalls (например, 4. Data-TransLateId = "80606F19E15728EFEF4E14F63E034F71" DATA-pos = "3" DATA-LEN = "73" DATA-V-7B79C893 = ""> CORE TECHNOPRE Целевой цикл для управления для обнаружения и обнаружения переработка
