

metallo di timbro , poiché il processo di produzione moderna e ampia, è costantemente rimodellando i metodi di produzione in automobile, elettronica, aerospaziale e altri semi di alta efficienza. Attraverso la profonda fusione della tecnologia di progettazione die, Tecnologia di stampaggio è avanzato dalla tradizionale produzione estesa a Produzione intelligente di precisione , dalla superficie del complesso di precisione di precisione di precisione di precisione.
la sua innovazione collaborativa con CNC Materialing , la stampa 3D non solo piova i limiti di una tecnologia singola, ma dà anche alzati per il taglio dei materiali per la mano. Strutture funzionali, che forniscono il nucleo per la trasformazione e l'aggiornamento della produzione globale.
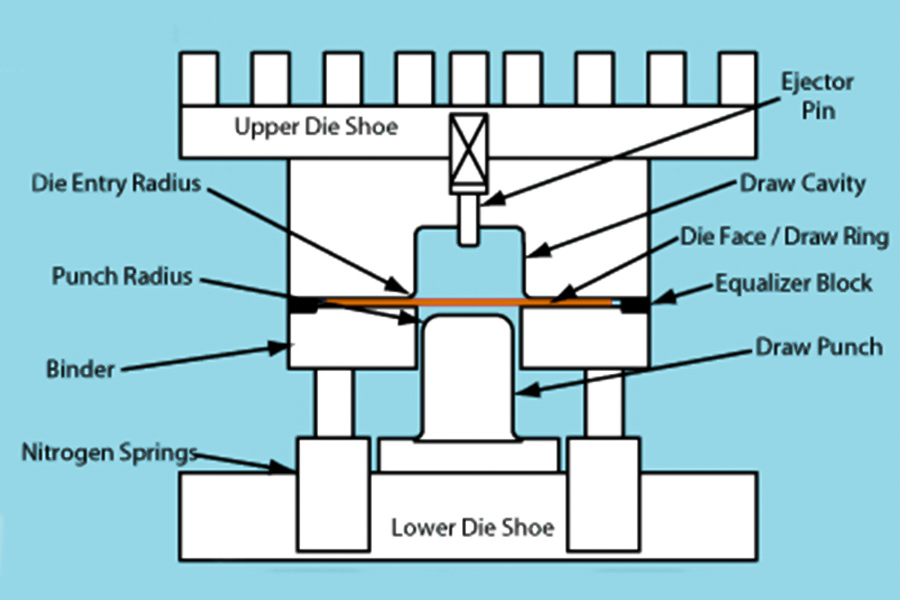
Metal Stamping è una sorta di tecnologia di produzione avanzata. Combinando timbri metallici Con la pressa, la piastra metallica può essere efficacemente elaborata in una forma specifica. L'acciaio in lega ad alta durezza viene generalmente utilizzato per garantire coerenza e qualità della superficie delle parti nella produzione di massa. Il nucleo del dado è usare la struttura precisa della pressione metallica, del taglio, della flessione, dello stretching e di altri processi di deformazione , ampiamente utilizzato in automobili, elettronica, elettrodomestici e altri campi. Rispetto al tradizionale processo di fusione, il timbro metallico presenta i vantaggi di alta efficienza, risparmio energetico e basso costo, in particolare adatto alla produzione su larga scala . Ottimizzando i parametri di progettazione e timbratura dello stampo (come la pressione e la velocità di punzine), l'utilizzo del materiale può essere notevolmente migliorato e le fasi di elaborazione successive possono essere ridotte.  Cos'è la timbratura in metallo?
Cos'è la timbratura in metallo?
Quali sono le fasi di elaborazione per il metallo timbrato?
; href = "https://jsrpm.com/stamping"> stampato in metallo è un processo che converte efficacemente i fogli metallici in parti di precisione attraverso una combinazione di dado e stampa. Here are the core steps to Take:
Span Data-V-7b79c893 = "> 1. Preparazione del materiale
Seleziona fogli metallici (come alluminio, acciaio, rame, ecc.) Secondo i requisiti di progettazione del prodotto e determinare lo spessore e le specifiche. rivestimenti per auto Utilizzare in genere fogli di lega altamente malleabile, mentre componenti elettronici Preferente l'acciaio per migliorare l'acciaio inossidabile per migliorare l'acciaio inossidabile per migliorare l'acciaio inossidabile per la corrido Resistenza.
2. >> Fabbrica di metallo
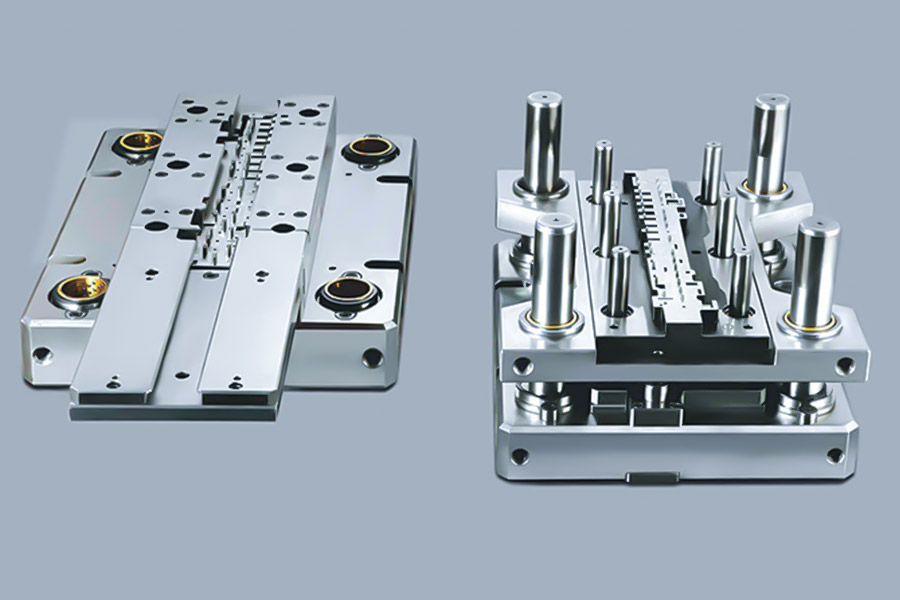
- Sviluppo di muffe: ingegneri Design Metal Stamps in base ai disegni 3D, inclusi il meccanismo di Punch, Die and Guide.
- Test Verifica: test prima della produzione formale, elimina elimina e dà da madora per la produzione formale, regala elimina per la produzione di module e sfregamenti per la riduzione del madoraggio e le altre cose da fare per la produzione di mausa e altrettanti per la produzione di mausa e le altre palami di MOUS soddisfare le dimensioni e Requisiti di qualità della superficie .
3. Stamping su metallo
Questo è un processo core di applicazione di una piastra di metallo a una piastra di meta Seguendo:
- Stamping: Materiali di separazione, creazione di fori o contorni (come targhette, terminali).
- piegatura: Cambia l'angolo della piastra metallica (ad esempio staffa a forma di U).
- >>> Formare una superficie di cavo o complesso, come auto a carburante
- 4. Trattamenti di elaborazione Post
- Burr Rimova: da eliminare BURRS da BUTS da Stamping bordi mediante macinazione , laser o trattamento chimico.
- Trattamento superficiale: Seleziona placcatura (prevenzione della ruggine), spruzzatura (decorazione), ossidazione anodica (resistenza a usura avanzata), ecc.
- >>> Trattamento termico Proprietà.
5. Span Data-v-7B79C893 = "">> Controllo della qualità
- >> misurazione dimensionale: tollerance dimensioni critiche (± 0,01MM) CMM.
- Impezione di aspetto: utilizzare l'equipaggiamento manuale o automatico per rilevare graffi, di deplta di colore, colorazione, color color Difrightion, difetting, color thigh ecc.
- Test funzionale: Test Insertion Force, conducibilità, conducibilità di Componenti di precisione (come connettori elettronici) .
Come ottimizzare l'efficienza di timbratura attraverso il design dello stampo nella timbratura metallica?
1.
- Span Data-V-7B79C893 = "">> Upgrade materiale: adozione ad alta resistenza alla resistenza ad alto livello (ESPASSA ASP23) o in acciaio a stampo metallurgia in polvere, estendendo la durata dello stampo (ciclo di timbratura fino a milioni di volte) e riducendo i tempi di inattività e i tempi di manutenzione a causa dell'usura.
- Modular design: Separate the die into independently replaceable inserts, maintain the fragile parts independently, avoid the whole scarto e ridurre i costi di manutenzione.
- > href = "https://jsrpm.com/surface-finishing"> La durezza superficiale del dado (hv> 600) è migliorata dall'estrusione di azoto e dall'estensione del vuoto, mentre la resistenza centrale è mantenuta per prevenire il crack.
- > Integrazione multi href = "https://jsrpm.com/sheet-metal-fabrition"> processi di flessione e stretching (come stampi di mangime), riduzione della frequenza di timbratura e intervento manuale e un aumento del 30% -50% della produttività.
- Span Data-V-7B79C893 = "">>> Ptht Optimization: cae cae SEMULATORY ECCHEN MEMATORY e MEMINTUTTORY ECCOUTTUTTIVE e Short-Shorten il traietto di mozione Punch a MOTORY e Evita per evitare il traietto di mozione Punch per il motore di punzonatura e evitare il traietto di mozione per l'evita di motion e evita Ciclo (ad es. Da 2 secondi a 0,8 secondi).
- Span Data-V-7B79C893 = ""> Ingegneria sincrona: Cooperare per ottimizzare le attrezzature e stampare i parametri di stampino e tamponarti. tonnellaggio) per garantire un flusso regolare di fogli metallici e ridurre il rischio di inceppamento della muffa.
- Verocomiame di stampo: Usando TICN, DLC e altre tecnologie di rivestimento , riduci il coefficiente di attrito (30% -40%) tra la piastra metallica e la matrice, riduci la Burr, migliora la levigatezza superficiale.
- Stampare, evitare di lubrificare l'inquinamento da olio e migliorare la velocità di timbratura.
- > Foglio pre-trattamento metallico: fosfoditura e galvanizzazione di melanzana di melanzana di melanza usura.
- Integrazione sensoriale: pressione embedding e sensor per la temperatura su stamper metallico Per monitorare la distribuzione dello stress durante la timbratura in tempo reale e per avvertire la deformazione anormale o i rischi di frattura.
- >> Ottimizzazione azionaria: raccolta Dati di stamping tramite le cose (Uso di artificiario) Algoritmi per analizzare in anticipo i modelli di usura e pianificare la manutenzione per evitare tempi di inattività improvvisi.
- Span Data-V-7B79C893 = "">> Regolamento adattivo: utilizzo della funzione di feedback in tempo reale dell'idraulica href = "https://jsrpm.com/stamping"> Regolazione dinamica del pugno Forza per adattarsi alle caratteristiche di diversi lotti di materiali metallici.
- Stampe di precisione ad alta spesa: una punzonatura a fulmine progettata in metallo a base di elaborazioni in modo da non oblivare. piastre in acciaio ultra-sottili con un pugno ad alta velocità (velocità> 1000 volte/minuto) per una timbratura stabile di migliaia di volte al minuto.
- Sistema di caricamento automatico e scarico: braccio robotico integrato o veicoli logistici AGV per interfacciarsi senza soluzione di continuità e attrezzature per il rifornimento manuale (tempo che cambia la muffa <5 minuti).
- Span Data-V-7B79C893 = ""> Design di riciclaggio: lo stampo è dotato di scambiati, che può essere in grado di sfruttare i prodotti per la sfumatura, che può essere in grado di sfruttare i prodotti per la sfumatura, che può essere in grado di sfumature di branding. Linea di riciclaggio, ridurre i tempi di pulizia manuale e migliorare la linea di produzione di continuità della linea.
Come ottenere la lavorazione senza baramani di parti di timbrazione curva complesse?
;- Contour biomimetico dello stampo: in base ai dati di superficie 3D del prodotto, le lame di mado
- compensazione dinamica della pressione: una matrice di sensori è incorporata nel dado a monitora la distribuzione della pressione durante il timbro in tempo reale . La pressione è regolata dinamicamente da un sistema idraulico servo (precisione +5%) per garantire un flusso di metallo uniforme.
- miglioramento della superficie: coating tialn (3-5 μm di spessore) o rivestimento DLC (rivestimento di diamante)
2.
- fulmine di lubrificazione di lubrilli Spruzzato su la superficie del timbro i timbri prima di timbrare, riducendo il coefficiente di attrito a 0,08 e inibendo efficacemente l'adesione del metallo.
- Tecnologia di stampaggio isotermale: l'uso del sistema di riscaldamento ± 1 ± 1 Lo stato austenitico (ad es. Parti di acciaio di riscaldamento a 950 ° C) migliora la capacità di deformazione della plastica e riduce il rimbalzo e la bara.
- i processi di stampaggio, flessione e modanatura sono integrati nello stesso set di maci e la velocità di timbratura è controllata dal telaio del servosulla CNC (regolabile 0,1-5m/s) per evitare errori di posizionamento causato da più negnti.
span data-v-7b79c893 = ""> 3. Innovazioni nei materiali e nei processi
- Span Data-V-7B79C893 = "">> ALTA DUTTRITÀ: DP780 DP780 DUGA-PHA-PHA-PAGLE ALUM-UST 661-USH-USH-UST. Selezionato per ridurre il rischio di fratture di timbratura aumentando la plasticità del materiale (allungamento ≥15%) attraverso il trattamento termico (ad es. Soluzione solida+invecchiamento).
- tecnologia pre-forming laser: Tecnologia di microformatura laser (5-20kW, 5-50 mm/s a velocità di scansione
- FAXTURING FADIFICATI href = "https://jsrpm.com/contact-us"> piccoli batch di parti complesse , 3d-printing stampi in metallo (E.G. Span Data-V-7B79C893 = "> 4. Tecnologia principale del controllo del loop chiuso per la rilevazione e REPROCESSING
- > Sistema di ispezione online: equo equo con le camere industriali ad alta residenza (Responsabile della risoluzione 5 μm/span e gli algoritmi di intelligenza artificiale, i difetti di superficie delle parti timbrate (BURR, graffi, ecc.) Vengono rilevati in tempo reale e i prodotti difettosi vengono classificati automaticamente.
- Span Data-V-7B79C893 = ">> MagneToological Polish 10-1000CP) è controllato a ottenere lucidatura senza contatto (rugosità superficiale ra ≤0,05 μm).
- Piattaforma di traceabilità dei dati: record di esseri di pressione (pressione di pressione) Rapporti attraverso il sistema MES e supporta il miglioramento continuo del processo.
- FAXTURING FADIFICATI href = "https://jsrpm.com/contact-us"> piccoli batch di parti complesse , 3d-printing stampi in metallo (E.G. Span Data-V-7B79C893 = "> 4. Tecnologia principale del controllo del loop chiuso per la rilevazione e REPROCESSING

Perché la timbratura dei metalli è importante nel settore manifatturiero?
; La timbratura, come processo di formazione metallica fondamentale ed efficiente, fornisce una soluzione insostituibile per la produzione strutturale complessa, il controllo dei costi e l'ottimizzazione dei materiali.How does JS company's metal stamping service collaborate with other processes?
1.Stamping+CNC precision machining
Technology Collaboration Logic:
- Stamping First: Using stamping to quickly form complex parts basic structure (such as contours and holes), shortening the processing cycle.
- CNC precision machining: Accuracy precision assembly requirements micron scale (such as thread holes and irregular grooves 0.1mm in diameter) is achieved through CNC machining.
JS company's advantages:
- Integrated production line: stamping machine and CNC machining centers to achieve physical connection, shortening workpiece transfer time (60% faster than traditional model).
- Intelligent scheduling system: dynamic configuration of stamping and CNC machining resources according to order priorities, reducing delivery time by 15%-20%.
2.Stamping+3D printing
Technology Collaboration Logic:
- Stamping reinforcement structure: Metal stamping is used to form a high rigidity main frame such as the frame of the drone fuselage.
- 3D Printing Filling Function Parts: Embed 3D printed plastic/metal parts (such as sensor compartments and movable hinges) are embedded in the reserved interface of stamped parts.
LS company's advantages:
- Cross-material database: An adaptive model of metal-plastic composites developed by ourselves, which automatically matches the optimum collaborative process parameters.
- Online collaboration platform: Customers can preview the stamping+3D printing combination design scheme real time, supporting parameterized adjustments (e.g. interface tolerances, material thickness, etc.).
3.Stamping + Thermal Forming
Technology Collaboration Logic:
- Stamping pre-forming: Complex shapes (such as pre-bending B-pillar parts for automobiles) are initially formed by cold stamping.
- Thermal pressure secondary reinforcement: Grain refinement and microstructure reconstruction are carried out under high temperature and pressure conditions, which greatly improve strength and toughness of the premade parts.
LS company's advantages:
- Patent technology hot press die: Using gradient cooling channel design, die life increases by 3 times, the thermal deformation rate is less than 0.02%.
- Material database linkage: Built in more than 200 metal sheet thermopress process parameters library, a key to obtain optimization solutions.
4.Stamping+surface treatment
Technology Collaboration Logic:
- Stamping: Complete the basic structure and dimension precision of the parts.
- Surface treatment: Adopt plating, anodic oxidation, PVD coating and so on, give stamping parts anticorrosion, abrasion resistance, decoration and other functions.
LS company's advantages:
- Whole process quality control: Optimize surface treatment process parameters (such as pretreatment cleanliness which directly affects coating adhesion) in combination with stamping process parameters.
- Green process certification: Provides compliant electroplating solutions with over over 95% recovery rate.
Summary
Metal stamping is not only a process choice in manufacturing, but also a technological driver for industrial upgrading. Through efficient production and precision manufacturing of metal stampings, enterprises can achieve differentiation advantages in the fierce market competition. Mastering hardware stamping technology has become the key to improve core competitiveness, whether it is a carmaker pursuing scale or a consumer electronics company focusing on innovation. With its high precision die development capabilities, intelligent production systems, and stamping+combination process experience, JS provides customers with a one-stop shop for everything from prototype verification to mass production delivery, making it an important partner in enhancing global manufacturing competitiveness.

Disclaimer
The content of this page is for informational purposes only.JS SeriesNo representations or warranties of any kind, express or implied, are made as to the accuracy, completeness or validity of the information. It should not be inferred that the performance parameters, geometric tolerances, specific design features,material quality and type or workmanship that the third-party supplier or manufacturer will provide through the jusheng network. This is the responsibility of the buyerAsk for a quote for partsto determine the specific requirements for these parts.please Contact us Learn more information.
JS Team
JS is an industry-leading companyFocus on custom manufacturing solutions. With over 20 years of experience serving more than 5,000 customers,we focus on high precisionCNC machining,Sheet metal fabrication,3D printing,Injection molding,metal stamping,and other one-stop manufacturing services.
Our factory is equipped with more than 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it's low-volume production or mass customization, we can meet your needs with the fastest delivery within 24 hours. chooseJS TechnologyIt means choosing efficiency, quality and professionalism.
To learn more, please visit our website:jsrpm.com
FAQs
1.Can complex curved parts be manufactured by stamping?
Sure! Through advanced die or hydraulic forming technology, stamping can manufacture complex structures with deep tensile and curvature changes, such as car battery pack housing.
2.What are the types of metal stamping molds?
According to the complexity of parts, it is divided into punch die (cutting shape), bending die (bending shape), stretching die (hollow part forming) and composite die (multi-process integration).
3.What is the difference between hot stamping and cold stamping?
Cold stamping, normal temperature processing, high efficiency, but limited material ductility, suitable for thin steel plates. Hot stamping, where metal is heated to a high temperature (say, 900°C) and pressed, can manufacture high-strength steel structural elements that increase tensile strength by more than 50%.
4.What is the service life of metal stamping?
Metal stamping molds typically have a life span of 500,000 to 1 million stamping cycles, depending on material hardness (e.g. longer service life of aluminum molds), process parameters (punch pressure, speed) and maintenance.
Resource

