

dans moderne manufacturing,
avec les perquisitions dans les composites de POLYMER, Metal MetallUl et les matériaux bioactifs, le prototypage rapide moderne peut répondre avec précision aux exigences du gradient de la validation à court terme à la production à petite échelle .
Quels matériaux peuvent être utilisés pour le prototypage rapide?
1. Engineering Plastics
combinant la résistance, la ténacité et les avantages des coûts, le matériau convient à Rapid Verrification des structures mécaniques . Pour l'exemple:
2. Matériaux métalliques Les prototypes de haute précision sont réalisés par l'usinage CNC ou Empression en métal 3D pour répondre aux besoins élevés de résistance :
3. résine photosensible La résine liquide est formée par photopolymérisation et a une précision de surface élevée: 4. Composites Materials combinant des matériaux de fibres et de matrice pour surmonter les limitations de performances d'un seul matériau: 5. Biomatériaux 6. Matériaux dégradables Nouvelles options pilotées par les exigences environnementales: Dans le domaine du prototypage rapide, les méthodes communes peuvent être classées dans les catégories suivantes, chacune peut être efficacement itérée et validée par : 1. Data-TranslateID = "06C09D032DE5C71CAD9BA3A8E42208E3" Data-Pos = "3" Data-Len = "36" DATA-V-7B79C893 = ""> Voici une comparaison des différences de base entre le prototypage rapide et l'usinage CNC: 1. Degré de normalisation des documents de conception La précision du modèle prototype dépend principalement de la précision des données d'entrée. 2. Caractéristiques du matériau et adaptabilité de sélection Les propriétés physiques de différents matériaux ont une grande influence sur la précision de l'usinage. 3. Processus de fabrication et précision de l'équipement 4. Niveau de contrôle des technologies de retraitement Une fois le modèle prototype terminé, il doit être poli et électroplé. 1. biocompatibilité et sécurité 2. Par correspondance Propriétés mécaniques aux besoins humains In orthopedic prototyping, PEEK (3.6 GPa) has an elastic modulus close to human bone (1-20 GPa) qui réduit le blindage de stress et prolonge la durée de vie de l'implant. 3. haute résistance à la température et chimique Prototypés de chirurgie ° C), où le coup d'œil maintient une taille stable et résiste à la corrosion par des désinfectants tels que l'alcool et le peroxyde d'hydrogène. 4.Capacité pour implémenter des structures complexes En utilisant l'impression 3D, PEEK peut être utilisé pour Fabrication STRUCTURES ONE croissance cellulaire et réduire l'utilisation des matériaux pour atteindre la légèreté. 5. Coût et efficacité de calcul 1. Data-TranslateID = "1D9A488CE7D618962AC162D91FF1183D" Data-Pos = "3" Data-Len = "34" DATA-V-7B79C893 = ""> Adaptation environnementale extrême
2. Excellentes performances mécaniques Haute intensité / Lightweight: La structure du corps de missile nécessite l'utilisation de composites renforcés en fibre de carbone (cinq fois la résistance spécifique de l'acier), comme le Composants de fuselage J-20 . Shock and fatigue resistance: La cartouche est en alliage de tungstène (densité (densité 19,3 g / cm³) à avec le souffle, et Landing d'avion a été en acier à ultra-haute résistance (résistance à la traction ≥1500 MPa). Chlindage électromagnétique: Le revêtement de jets de chasseur furtif inhibe les matériaux d'absorption de ferrite radar radar (perte de réflexion ≥20 dB). Caractéristiques non tracables: Les alliages spéciaux ajoutent des éléments de terres rares, telles que le gadolinium et le dysprosium, pour supprimer les empreintes digitales de matériaux par microstructure.
matériel prototype biodégradable respectueux de l'environnement 1. 2. Hygroscopicity: Bamboo Fibre peut absorber jusqu'à 15% d'eau dans des environnements à haute humidité et nécessiter une modération de surface rapide pour répondre à la précédent pour répondre à la prévision de la surface pour répondre à la prévision de la surface pour répondre à la prévision de la surface pour répondre à la prévision de la surface pour répondre à la prévision de la surface pour répondre à un prévisionne Composants de prototypage. 1. Extrait de réduction: Après refroidissement, le volume du matériau se rétrécit en plus de 0,5 mm, résultant dans la déformation prototype et le désinteronnement des trou composants. 4. DIFFÉRENCES DANS LE COEFFICATION D'EXPANSION THERMALE: Tolérance, augmentant le coût de la correction ultérieure. 5. Adaptation aux performances de la matériaux: Si le matériau du prototype sélectionné n'est pas suffisamment solide ou une gorge élevée.
1.Accurate machining technology: Advanced CNC machine tools are used to achieve ±0.005mm of ultra-precision tolerance control, ensuring that every component strictly complies with design specifications. 2.Materials Science Management: Provides more than 50 metals, plastics and composites and optimizes processes based on material material properties (e.g. thermal expansion coefficient) to reduce deformation during processing. 3.Digital quality control: Through CAD document pre-review and 3D inspection equipment, to monitor the product size accuracy throughout the process, and timely correct possible deviations. 4.Environmental and process standardization: Maintain stable workshop humidity, implement uniform process parameters, and reduce the influence of environmental factors on material stability. 5.Experience-driven process optimization: A team of engineers with 20 years of experience, more than 30 technical training sessions per year, continuous improvement of process solutions, and increased consistency in repeat production. In the field of rapid prototyping, the boundary of material selection is constantly being reshaped, which drives the evolution of prototyping model from simple form verification to functional and intelligent. From its early reliance on a single engineering plastic to now covering metals, ceramics, biobased materials materials and smart composites, 3D printing has given prototypes properties closer to the end product through material innovation. With continuous breakthroughs in materials science, future prototype models will overcome traditional performance limitations, achieve more complex structural validation and functional testing in aerospace, consumer electronics, and bioengineering, and further cement the status of rapid prototyping technology as a core tool for product development. Le contenu de cette page est à des fins informationnelles uniquement. JS Series Aucune représentation ou garantie de tout type, express ou implicite, ne sont faites quant à l'exactitude, à la complétude ou à la validité des informations. Il ne faut pas déduire que les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité du matériau et le type ou le travail que le fournisseur ou le fabricant tiers fournira via le réseau Jusheng. Ceci est la responsabilité de l'acheteur Demandez un devis pour les pièces pour déterminer les exigences spécifiques de ces parties.
js est une entreprise de la tête de l'industrie Focus sur des solutions de fabrication personnalisées. Avec plus de 20 ans d'expérience en desservant plus de 5 000 clients, nous nous concentrons sur la haute précision CNC Machining , Fabrication en tôle , 3D Printing , Moulage d'injection , metal starming, et autrement One-stop Services. 1.Can rapid prototyping materials be reused? Some plastics,such as PLA, can be recycled, but their performance deteriorates. metal powders can be reused, while photosensitive resins are often not. 2.Will rapid prototyping materials be affected by temperature? Yes, temperature has a big impact on material properties. ABS, for example, deforms at high temperatures, PLA becomes brittle at low temperatures, nylon loses strength when it moisture absorption, and photosensitive resin soften at high temperatures. In order to avoid warping and cracking, the temperature difference between printing and reprocessing needs to be controlled. 3.Does multi-color printing require switching materials or technology? Multi color printing can be achieved by converting materials (such as multicolor lines) or technologies (such as multi nozzle FDM). The former requires manual replacement of materials, while the latter automatically blends colors to reduce manual intervention. 4.What are the characteristics of nylon material in rapid prototyping? Nylon material is wearable, flexible and lightweight. It is suitable for dynamic situations such as gears and moving parts. However, it deforms easily when it absorbs moisture and requires control of ambient humidity. GloriaJS Expert en prototypage rapide et fabrication rapide Spécialiser dans l'usinage CNC, l'impression 3D, la coulée d'uréthane, l'outillage rapide, le moulage par injection, la coulée de métal, la tôle et l'extrusion. Étiqueter:

Quelles méthodes sont utilisées dans le prototypage rapide?
Méthode d'application
principe de travail
caractéristique
fdm (modélisation de dépôt fusionné)
La fonte chaude est extrudée et empilée.
faible coût, facile à utiliser, adapté à l'ABS, à l'APL et à d'autres plastiques.
sla (stéréolithographie légère)
La résine liquide de durcissement UV est superposée.
Surface lisse et haute précision (± 0,1 mm) pour les structures complexes.
SLS (frittage laser sélectif)
frittage au laser des matériaux de poudre (nylon, poudre métallique).
Aucune structure de support, haute résistance, adaptée aux tests fonctionnels.
DLP (traitement de la lumière numérique)
Résine de durcissement en couches de projecteur numérique.
La vitesse de moulure est rapide et la précision est comparable à SLA.
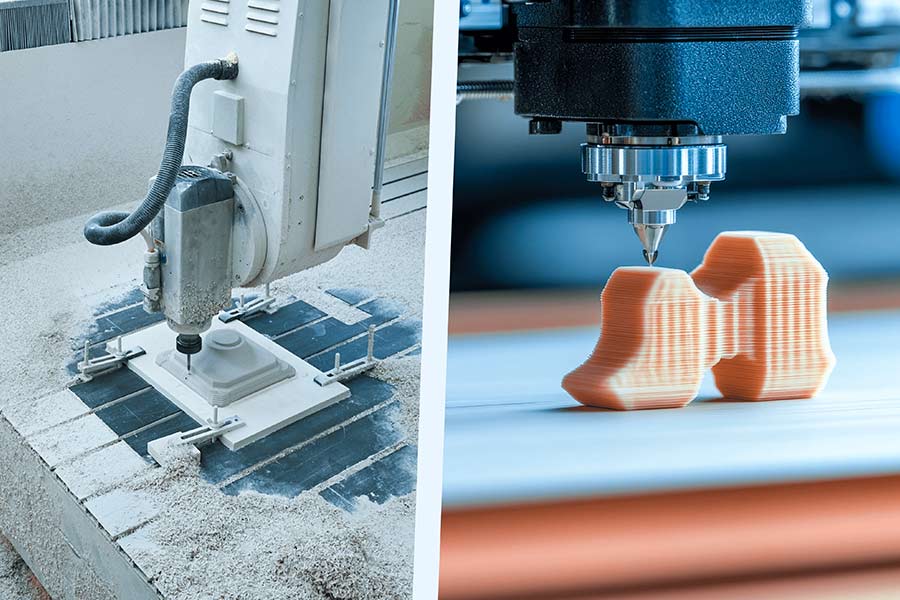
Quelle est la différence entre le prototypage rapide et l'usinage CNC?
Comparaison des dimensions
Prototypage rapide
CNC Masining
Principes de fabrication
Sur la base de la fabrication en couches (par exemple SLA, SLS, etc.), les matériaux sont empilés et moulés.
Sur la base de coupe soustractive, utilisez des outils de coupe pour éliminer l'excès de matières premières.
Applicabilité du matériau
Soutenez plusieurs matériaux (plastiques, résine photosensible, poudre métallique, etc.) pour les prototypes rapides.
Le grand nombre sont les métaux (aluminium, acier) et les plastiques durs (ABS, PC).
Précision et qualité de surface
Précision ± 0,1-0,5 mm, surface poreuse / rugueuse, post-traitement requis.
La précision est à moins de ± 0,02 mm, la douceur de surface élevée et peut être utilisée directement pour les tests fonctionnels.
rentable
Faible coût de la production de petits lots (pas de frais de moisissure), adapté à une itération rapide.
Le coût unitaire est relativement élevé et adapté à la production de lots moyens.
Scénarios d'application
Validation du concept précoce (par exemple les prototypes de voitures), Prototypes structurels complexes (par exemple les grilles creuses) .
Tests fonctionnels (tels que les cadres téléphoniques) et la préparation de la production de masse de composants de précision.
Quels facteurs affectent la précision des modèles de prototypage?
Pourquoi choisir des matériaux de peek pour les équipements médicaux?

Quelles sont les exigences particulières des matériaux prototypes de l'industrie militaire?
Exigences de performance
Scénarios spécifiques
Matériaux typiques
résistance à la chaleur (800 ° C +)
Buse de moteur de missile, Couche de protection thermique du vaisseau spatial .
Résistance à basse température (-196 ° C)
Équipement polaire, réservoirs de stockage de carburant à hydrogène liquide.
ALLIAGE D'ALUMINUM (7075-T73), peek.
Résistance aux rayonnements
Sous-marins nucléaires, Space sondes .
ALLIAGE MOLYBDENUM, Polyéthylène (HDPE).
Résistance à la corrosion (Salt Spray / Acid Alkali)
Propeller du navire, coque résistante à la mine.
en acier inoxydable 316L, titane Ti-6 al-4V.
Quels sont les matériaux prototypes biodégradables respectueux de l'environnement?
type de matériel
Matériel typique
Fonctionnalités de base
Convient à la technologie de prototypage rapide
Plastics biobased
PLA (acide polylactique)
Synthèse complète (180 jours), non toxique et facile à traiter ( FDM Impression Température 190-220 ° C).
FDM, Sla.
PHA (PolyhydroxyalKanoates)
L'océan est biodégradable, résistant à la chaleur (point de fusion 180 ° C) et extrêmement biocompatible.
SLS, moulage par injection.
Boost de fibre naturelle
BAMBOO FIBER BOOST PLA
Par rapport à Pure PLA, il est 50% plus fort, un Resource renouvelable , et a un taux de dégradation gérable (ajusté pour l'ajout d'amitié). .
CNC Machinage, Printing 3D.
La fibre de chanvre augmente PBAT
Haute ténacité 80% Résissence d'impact augmenter), résistance acide-base, adaptée aux structures complexes.
Moulage de compression et procédé de laminage.
Matériaux biodégradables synthétiques
PBAT (Acide polyadipique / Butanediol Terephtalate)
Le cycle de dégradation du compost ≤ 90 jours, mélangé à PLA, peut améliorer les propriétés mécaniques.
Moulage de soufflage, thermoformage.
PBS (Succinate en polybutylène)
Résistance à haute température (point de fusion 110 ° C), excellente résistance au fluage, adaptée aux membres porteurs.
moulage par injection , moulage d'extrusion.
Quelles sont les raisons courantes des défaillances rapides du prototypage?
Classification des raisons
Manifestations en béton
influencer les résultats
Épaisseur de couche incorrecte
Épaisseur de couche excessive (> 0,2 mm).
Excès de rugosité de surface (RA> 6,3 μm).
Erreurs de paramètres de température
une température d'impression basse (si le PLA est inférieur à 190 ° C).
Le matériau ne peut pas être lié et la liaison entre les couches est insuffisante.
Manque de structures de support
Structure de suspension sans support ajouté.
Cave inférieur, void intérieur.
scanning trop rapide
SLA Laser Scan Speed> 8m / s.
Diminution de la précision du moulage (± 0,1 mm d'erreur).
Comment la société JS assure-t-elle la stabilité de la taille du prototype?
Résumé

Avertissement
JS Team
Notre usine est équipée de plus de 100 centres d'usinage à 5 axes à la pointe de la technologie et est certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à faible volume ou de personnalisation de masse, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisissez JS Technology Cela signifie choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, veuillez visiter notre site Web: jsrpm.com FAQS
Resources

Blogs connexes
![]()
Criticism
Featured Blogs
