

Stamp Metal , en tant que processus central de l'industrie manufacturière moderne, est constamment de remontage des méthodes de production, de l'automobile, de l'électronique, de l'aérospace et d'autres champs avec ses effets élevés, son largement comprimé et son largement prétendu. Grâce à la fusion profonde de la technologie de conception, Technology Stamping est passée de la fabrication étendue traditionnelle à Precision Intelligent Manufacturing , à partir du niveau de précision du micromètre Précision complexe de précision Curbed Forming Curving Forming Forming Forming Forming Forming Forming.
son innovation collaborative avec CNC Machining , 3D PRINTING AND TEAUX NON seulement sur les modèles de fabricants de personnes, mais donnent également des modèles de fabricants de pointe, mais aussi des modèles de fabricants de coupe-interartic Structures fonctionnelles, qui fournissent le cœur de la transformation et de la mise à niveau de la fabrication globale.
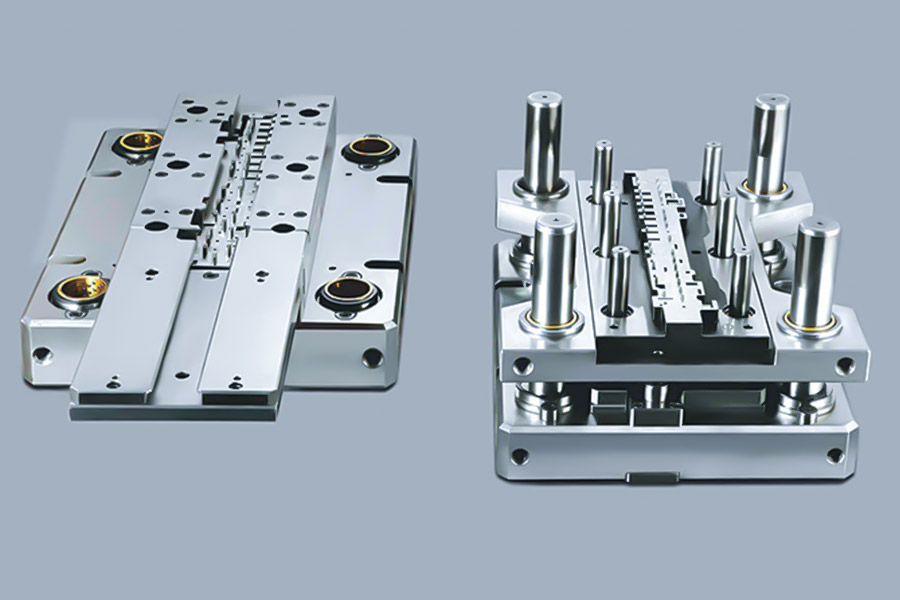
Embarquer en métal est une sorte de technologie de fabrication avancée. En combinant des timbres métalliques Avec la presse, la plaque métallique peut être traitée efficacement en forme spécifique. L'acier en alliage à haute dureté est généralement utilisé pour assurer la cohérence et la qualité de surface des pièces dans la production de masse. Le cœur de la matrice est d'utiliser la structure précise de la pression métallique, du cisaillement, de la flexion, des étirements et d'autres processus de déformation , largement utilisés dans les automobiles, l'électronique, les appareils électroménagers et autres champs. Par rapport au processus de coulée traditionnel, l'estampage métallique présente les avantages d'une grande efficacité, d'une économie d'énergie et d'un faible coût, en particulier adapté à la production à grande échelle . En optimisant les paramètres de conception et d'estampage des moisissures (tels que la pression et la vitesse de percuteur), l'utilisation des matériaux peut être considérablement améliorée et les étapes de traitement ultérieures peuvent être réduites. 
Qu'est-ce que l'estampage en métal?
Quelles sont les étapes de traitement pour le métal estampillé?
Sélectionner des feuilles métalliques (telles que l'aluminium, l'acier, le cuivre, etc.) en fonction des exigences de conception du produit et déterminer l'épaisseur et les spécifications. At this stage, the ductility, strength and surface condition of Le matériau doit être pris en compte pour assurer la stabilité du processus d'estampage ultérieur et la qualité du produit fini. 3. Stamping sur le métal
- Stamping: Séparation des matériaux, créant des trous ou des contours (tels que les plaques signalétiques, les terminaux).
- flexion: Changez l'angle de la plaque métallique (par exemple, support en U).
-
Dessin: pour former une surface complexe ou complexe, tel que lez de carburant automobile. - Les processus multiples (tels que l'estampage et la flexion) sont effectués en une seule moulure pour améliorer l'efficacité.
- BURR RESPOSE: Pour éliminer les Burrs nets de Sharp de bords d'estampage par broyage , laser ou traitement chimique.
- Traitement de surface: Sélectionner le placage (prévention de la rouille), la pulvérisation (décoration), l'oxydation anodique (résistance à l'usure améliorée), etc.
- Heat treatment: Quenching or tempering of high strength steel parts to improve their mechanical propriétés.
comment optimiser l'efficacité d'estampage grâce à la conception du moule dans l'estampage en métal?
- Material Upgrade: Adopting high hardness, high abrasion resistance resistance tool steel (e.g. SKD11, ASP23) ou en acier de moule de métallurgie en poudre, prolongeant la durée de vie du moule (cycle d'emboutissant jusqu'à des millions de fois) et réduisant le temps d'arrêt et le temps d'entretien en raison de l'usure.
-
-
Traitement thermique: Traitement thermique: La dureté de surface de la matrice (hv> 600) est améliorée par l'extrusion d'azote et la trempe de vide, tandis que la ténacité au cœur est maintenue pour empêcher la fissuration.
-
Intégration de processus multiple: intégration intégration Punching, Processus de flexion et d'étirement (comme les moules d'alimentation), la réduction de la fréquence d'estampillade et de l'intervention manuelle, et 30% à 50% de productivité. , et 30% à 50% de la productivité.
-
Optimisation du chemin CAE Simulation du trafic de mouvement de poinçon pour éviter dans le trajet de l'ECAPE et le CAE Simulation du trafic de mouvement de punch pour éviter dans le trajet de la traject cycle (par exemple de 2 secondes à 0,8 seconde). - Synchronous engineering: Cooperate to optimize die design and stamping equipment parameters (such as slider speed and tonnage) pour assurer un flux lisse des feuilles de métal et réduire le risque de brouillage de moisissure.
- Coucle de surface de moule: en utilisant TICN, DLC et d'autres technologies de revêtement , Réduisez le coefficient de frottement (30% -40%) entre la plaque métallique et la matrice, réduisez Burr, améliorez la lisse de surface.
-
DIBRICATION DE LA DISE: PROCAGE D'EMBRESS estampage, éviter la pollution par les huiles de lubrification et améliorer la vitesse d'estampage. -
Pergérère de phosphodisation et galvanisation du métal de bricolage pour améliorer le LUBRICATION PRÉSÉRICATION: PHOSPODIZ usure.
-
Intégration de sensor: la pression de l'emboursement et les captures de température sur Stamper Metal pour surveiller la distribution des contraintes pendant l'estampage en temps réel et avertir des risques anormaux de déformation ou de fracture. -
Optimisation artificielle: Collectionne les données de to-great Algorithmes pour analyser les modèles d'usure des moisissures et planifier l'entretien à l'avance pour éviter les temps d'arrêt soudains. -
Ajustement adaptatif: Utilisation de la fonction de rétroaction en temps réel de l'hydrato href = "https://jsrpm.com/stamping"> Réglage dynamique du coup de poing Force à s'adapter aux caractéristiques des différents lots de matériaux métalliques.
- High-Speed Precision Mould: A lightweight punch heads designed for stamping metal such as aluminum foil and Plaques en acier ultra-minces avec un punch à grande vitesse (vitesse> 1000 fois / minute) pour l'emboutissage stable de milliers de fois par minute.
- Système de chargement et de déchargement automatique: ARM robotique intégré ou des véhicules logistiques AGV pour interfacer de manière transparente l'équipement de matrice et d'estampage, réduisant le temps de ravitaillement manuel (temps de changement de moisissure <5 minutes).
-
Recyclage des déchets: Le moule est équipé avec un guide de déchets Slot ou un dispositif de brassage des déchets: les produits de transport des déchets: le mois de mois Ligne de recyclage, réduisez le temps de nettoyage manuel et améliorez la ligne de production de continuité de ligne.
comment réaliser l'usinage sans burr de pièces d'estampage incurvées complexes?
1.High-procision conception de tampon métallique
- Contour de moule biomimétique: basé sur des données de surface 3D du produit, les lames de matrice avec transition d'arc (R ≥0,5 mm) ont été conçues pour réduire les points de concentration de contrainte et réduire le risque de déchirure des matériaux.
- Compensation de pression dynamique: un tableau de capteurs est intégré dans la matrice à Surveillez la distribution de pression en temps d'estampage en temps réel . La pression est régulée dynamiquement par un système hydraulique servo (précision + 5%) pour assurer un débit métallique uniforme.
- Amélioration de la surface: Tialn revêtement (3-5 μm d'épaisseur) ou le revêtement DLC HV3 (diamant-like) Résistance 5-8 fois et réduisez les bourres causés par l'usure des lames.
-
NANO LIBRICATE sur la surface de l'estampage Les estampes avant l'estampage, réduisant le coefficient de frottement à moins de 0,08 et inhibant efficacement l'adhésion métallique. inhibant efficacement l'adhésion métallique. inhibant efficacement l'adhésion métallique.
- Isothermal stamping technology: The use of mold heating system (temperature control ±1℃) to maintain the material in an L'état austénitique (par exemple, les pièces en acier chauffant à 950 ° C) améliore la capacité de déformation plastique et réduit le rebond et le bourr.
- Multi process compound stamping: Les processus d'estampage, de flexion et de moulage sont intégrés dans le même ensemble de mat

Pourquoi l'estampage des métaux est-il important dans l'industrie manufacturière?
| importance | Core Forces | scénarios d'application typiques | Comparaison avec l'artisanat traditionnel |
| Production de masse efficace | un seul estampage peut produire des milliers à des dizaines de milliers de parties et est 10-20 fois plus efficace que la coupe. | Recouvrements de carrosserie, Sobre électronique grand public. | Les processus de coulée / soudage traditionnels sont inefficaces et coûteux. |
| Taux d'utilisation des matériaux élevé | Grâce à la composition et au recyclage précis, le taux de déchets de matériaux est contrôlé en dessous de 5%, bien inférieur à celui des pièces moulées (15-20%). | Aircraft Wing Renforcement Ribs Et le boîtier de batterie de stockage d'énergie. | Reduce raw material consumption and reduce carbon emissions. |
| Accuracy and consistency | Mold replication is ±0.01mm and batch products consistency is over 99.9%. | Medical titanium alloy bone plates and spacecraft fasteners. | It is difficult to ensure consistency in the cutting process of complex parts. |
| Manufacture of complex structures | Parts that cannot be processed by traditional methods, such as deep drawing and curved surface molding. | Automobile battery pack shell, hydraulic forming deep-pull parts. | Multiple processes or expensive equipment are required. |
| Cost-effective | The one-time investment in molds is high, but the cost of a single piece after scaling is extremely low (for example, the stamping cost of a car stand is only athird of the cost of injection molding). | Household appliance shell, industrial equipment components. | Suitable for large-scale production, quick result. |
| Adaptable | It can process various materials such as aluminum, steel and titanium alloys, and supports process expansion such as hot stamping and laser preforming. | High-strength automotive components (hot stamping), magnesium alloy consumer electronics components. | Material selection is limited by process (e.g. casting). |
| Rapid iteration capability | The die development cycle is short (7-10 days), supporting agile design changes and small-scale pilot production. | New energy auto components and consumer electronics Rapid prototyping. | Casting/welding process die cycle is long, flexibility is poor. |


