

CNC milling technology is one of the most important manufacturing processes for precision parts. Regardless of whether it is advanced parts in the aerospace sector or precision parts in medical equipment, CNC milling can provide high-efficiency and high-precision processing solutions.
This article will provide a complete introduction to types of materials commonly used for CNC milling and special material considerations for 5 axis CNC milling in an effort to help you make the best material selection based on project requirements. Whether you are a buyer looking for CNC milling service or a manufacturer interested in the cost of CNC milling machines, this guide will assist you with helpful reference data.
What are the most commonly used metal materials in CNC milling?
Metal materials are always of top priority for CNC milling machining. Although plastic materials have substituted metals in part now, the majority of equipment manufacturers still like to process using metal materials because they possess apparent strength, durability and accuracy benefits.
1.Aluminum alloy
Aluminum alloy is a commonly used material for CNC milling because it is light, moderately hard and easy to process. 6061 and 7075 are the popular shapes. 6061 can be used for general structural parts, and 7075 is higher in strength and suitable for aerospace parts. Aluminum alloy has low cutting resistance and low tool wear in CNC milling, which is suitable for high-speed machining.
2.Stainless steel
Stainless steel has high corrosion resistance and can be used in medical equipment, chemical and food processing equipment. 303, 304 and 316L are common ones, 303 is easy to machine and suitable for complex parts, 304 is general-purpose, and 316L has highest corrosion resistance but is a little more difficult to process. When CNC milling machining stainless steel, pay attention to tool selection and cooling strategies to avoid work hardening.
3.Carbon steel
Carbon steel is of low cost and high strength and sees widespread use in mechanical parts and tool making. Classic examples are 1018 (low carbon steel) and 1045 (medium carbon steel). 1018 is easy to process but of low strength, while 1045 can be heat-treated to increase hardness. When milling carbon steel with CNC, the cutting parameters have to be controlled to prevent overheating and warping.
4.Titanium alloys
Titanium alloys have great strength and light weight, and are used mainly in aerospace and medical implantation. The most popular used titanium alloy is TC4 (Ti-6Al-4V). It is hard to cut titanium alloys because they conduct heat poorly and are eager to adhere to the knife, requiring special tools as well as lower cutting speeds.
5.Brass
Brass is easily machinable and applied to precision parts and electronic parts. It has high surface finish and negligible burrs when CNC milling. Brass has universal compatibility in valves, gears and components for decoration. There is minimal wear on the tools during processing and suits mass production.
6.Tool steels
Tool steels (D2 and H13, for example) are extremely hard and have high wear resistance and are mainly used in molds and cutting tools. CNC milling tool steels usually require carbide tools and are rough-machined before heat treatment in order to reduce deformation.
Which plastic materials are suitable for CNC milling machining?
1.ABS plastic
ABS is one of the most widely used engineering plastics for CNC milling. ABS is not prone to cracking and possesses satisfactory toughness when being processed. ABS can be employed to manufacture housings, prototypes, and test parts which are functional in nature. Regulate the temperature of cutting while processing so that the material is not melted.
2.Polycarbonate (PC)
Polycarbonate is tough and transparent with a high resistance to impact. It is typically used for making protective covers, windows and optical parts. When machining PC using CNC, you should use sharp tools and observe proper cutting speed to prevent surface atomization.
3.Nylon (PA)
Nylon possesses very good wear resistance and high inherent lubricating properties. Nylon can be applied to the manufacture of gears, bearings and sliding parts. It is easy to create burrs while working with nylon, and you need to choose the appropriate tool angle and cutting parameters.
4.POM
POM is very dimensionally stable and low friction coefficient. It can be used as a good material for making precision gears and bearings. CNC milling POM will result in high dimensional accuracy but be cautious to control the feed rate.
5.PTFE (Teflon)
PTFE is resistant to chemical corrosion and has high-temperature resistance. PTFE is extensively applied to make seals and bushings. PTFE is difficult to process because the material is too soft and deforming, so special processing technology and fixtures are required.
6.PEEK
PEEK is a high-performance engineering plastic with high temperature resistance and good mechanical strength. PEEK is used in aerospace, medical industries, etc. CNC machining of PEEK requires the use of carbide tools and tight control of processing temperature.
7.Acrylic
Acrylic has good light transmittance and high surface finish. It finds extensive use in display racks and decorative components. Use single-edged tools in processing and use proper cooling methods.
Safety precautions in processing:
- Tool selection: Carbide tools can be used to process most plastics, and diamond-coated tools must be used to process hard-to-machine plastics such as PEEK.
- Cooling technique: Air cooling or low lubrication is best suited for nylon or PEEK to avoid overheating and deformation of materials.
- Clamping force regulation: Soft plastics (e.g. PE) will need to reduce the clamp pressure to prevent indentation on the workpiece surface.

What is the difference between stainless steel 303, 304, and 316L in CNC milling?
1.Material composition and characteristics
303 stainless steel:
The chemical makeup of 303 stainless steel contains 18% chromium, 8% nickel, and 0.15% sulfur. Incorporating the sulfur element makes the material more machinable at the expense of corrosion resistance. For CNC milling machining, 303 stainless steel can be machined for threading or parts with intricate geometry, and 20% less tool wear is produced compared to 304.
304 stainless steel:
304 stainless steel has 18% chromium, 8% nickel, and no sulfur. The material will work harden during processing, and the cutting speed needs to be reduced. 304 is 30% more corrosion resistant than 303 and is best suited for food processing equipment or exterior components.
316L stainless steel:
316L stainless steel contains 2% molybdenum and low carbon (0.03% carbon), and its corrosion resistance against chloride is 50% stronger than 304. In CNC milling machining, the cutting force of 316L is 15% stronger than 304, and it needs high-power machine tools and special cutting tools.
2.Performance and processing difficulty
| Parameters | 303 stainless steel | 304 stainless steel | 304 stainless steel |
| Tensile strength (MPa) | 620-750 | 520-680 | 480-620 |
| Hardness (HB) | 180-220 | 170-200 | 150-190 |
| Cutting speed (m/min) | 60-90 | 40-60 | 30-50 |
| Reducing hardship | Easily | Medium | Difficulty |
| Recommended cutting tools | Hard metal. | Coated Carbides. | Ceramic or CBN cutting tools. |
| Typical application | Threaded fastener. | Food equipment casing. | Marine or medical components. |
3.Coolant use
303 stainless steel can be processed by dry cutting or standard coolant. Cutting 304 stainless steel must use coolant. Cutting 316L stainless steel needs high-performance cutting fluid, and the coolant flow must be good.
4.Processing surface quality
303 stainless steel possesses the best surface finish after processing. 304 stainless steel ranks second, with the requirement of care being taken to ensure that work hardening does not affect the surface quality. 316L stainless steel has a tendency for surface burrs after processing, and secondary deburring is required.
5.Processing cost comparison
303 stainless steel has the lowest CNC milling machine cost. The processing cost of 304 stainless steel is 20-30% more than 303. 316L stainless steel has the highest processing cost, 40-50% more than 304, and the primary cause is tremendous tool loss and low processing efficiency.
6.Subsequent processing requirements
303 stainless steel does not usually require special treatment after machining. 304 stainless steel might require passivation treatment to improve corrosion resistance. It is recommended to perform finishing treatments such as electrolytic polishing after machining 316L stainless steel.
How to match CNC milling tools with different materials?
Metal material tool matching
1.Aluminum alloy
Aluminum alloy has low hardness and tends to stick to the tool. It is recommended to use diamond-coated carbide tools. As shown in the Sandvik Coromant 2023 report, diamond coating can reduce friction and make the life of the tool 3 times longer. Choose a 3-edge flat-bottom milling cutter with a cutting speed of 800-1500 m/min and a feed of 0.1-0.3 mm/tooth.
2.Stainless steel (304/316L)
Stainless steel is easy to harden during machining, and thus tools of high toughness are required. TIALN coated carbide cutting tools are resistant to heat. High-pressure cooling is the tooling of preference since it minimizes tool wear by 30% in machining 316L.
3.Titanium alloy
Titanium alloy is non-conductive to heat and possesses high temperature of cutting. Use of PCD (polycrystalline diamond) tools is recommended. PCD tools have the capability to increase the cutting speed to 60-100 m/min and decrease the feed rate to 0.05-0.1 mm/tooth to avoid chip accumulation.
Tool matching for non-metallic materials
1.Engineering plastics (such as PEEK, nylon)
Plastics are easy to melt and form a bond with the tool, so high-speed steel tools with sharp edges are employed. Double-edged ball end mills are suitable for cutting curved surfaces, and cutting speed is set at 300-600 m/min. Being a professional CNC milling service company, we shall provide material test cutting to ensure compatibility of the tool.
2.Carbon fiber composite materials
Carbon fiber is a serious wear on equipment, therefore diamond coating or ceramic tools must be used. Results of experiments by Fraunhofer Institute 2021 show that 2-edge spiral milling cutters can reduce the risk of delamination. Cutting speed would be best controlled at 200-400 m/min, and axial cutting depth never more than 1.5 mm.
Reference for CNC milling tools for different materials
| Material type | Recommended cutting tools | Front angle (degrees) | Cutting speed (m/min) | JS suggestion |
| Aluminum alloy | Diamond coating. | 15-20 | 800-1500 | Cool under high pressure. |
| Stainless steel 304 | Tialn coating. | 8-12 | 40-80 | Check regularly for wear and tear. |
| Titanium alloy | Ultrafine grain. | 6-8 | 60-100 | Strict control parameters. |
| PEEK plastic | Hard metal. | 25-30 | 300-600 | Monitor temperature. |
| Carbon fiber composite | PCD cutting tools. | Special | 200-400 | Vacuum cleaner available. |

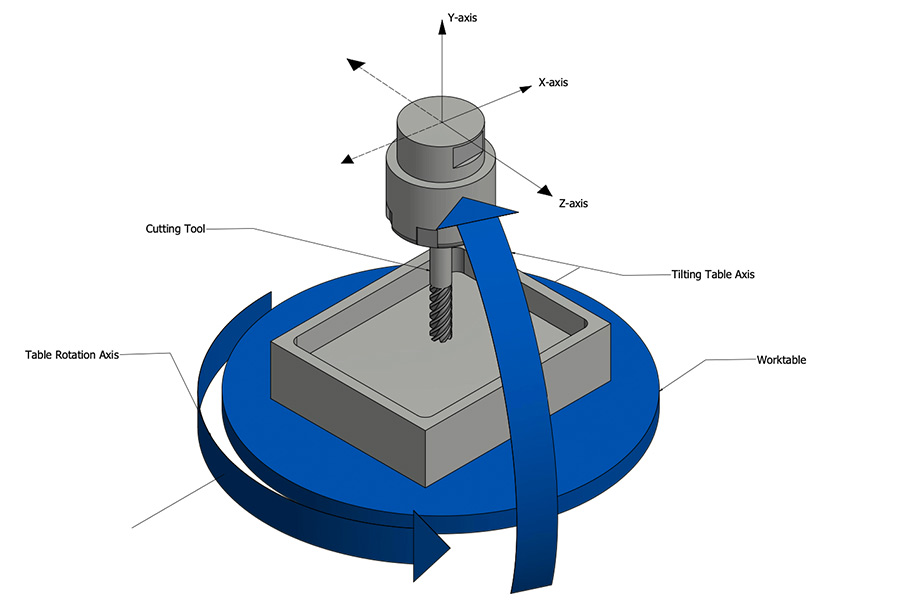
How to use special materials for 5-axis CNC milling?
1.Multi-angle processing reduces material deformation
5 axis CNC milling machines can control five motion axes simultaneously to achieve continuous machining of complex surfaces. When processing difficult-to-machine materials such as titanium alloys and nickel-based high-temperature alloys, the machine can automatically adjust the tool angle to avoid material deformation caused by local overheating. Our company adopts a constant temperature workshop and a specialized cooling system to successfully reduce the material loss rate by 18% in processing aircraft engine blades.
2.Customized tool path ensures machining accuracy
Based on the anisotropic nature of carbon fiber composite material, the 5 axis CNC milling system has the capability to generate a three-dimensional tool path. By means of real-time monitoring of cutting force fluctuation, the feed rate and cutting depth are automatically controlled. When JS Company processed orthopedic implants for its customer in medical devices, it applied this technology to maintain the surface roughness within Ra0.2μm, which fully achieved the medical grade level.
3.Material property database facilitates process optimization
Our company has set up a processing parameter database with more than 200 special materials. During the processing of magnesium-aluminum alloy parts by the 5-axis CNC milling, the system will automatically call the flame-proof processing plan preset, together with a vacuum cleaner for safety operation. The technology has been applied in mass production of battery boxes for new energy vehicles, with the processing efficiency enhanced by 25% and dimensional stability of ±0.01mm.
How to maintain different CNC milling materials?
1.Aluminum alloy
Aluminum alloy is easy to oxidize and not very hard. After processing, the surface should be wiped with anhydrous ethanol. When placed in storage, it should be sealed and proofed against moisture to avoid contacting acidic substances. Use water-based coolant when processing to avoid the material sticking to the knife.
2.Stainless steel
Iron filings must be removed immediately after stainless steel processing to avoid scratching the surface. Passivation treatment can improve corrosion resistance. Soak in nitric acid solution for 20 minutes (concentration 10%-15%).
3.Titanium alloy
Titanium alloy needs to be stored away from light and coated with anti-oxidation grease after processing. Choose a pH neutral formula for cutting fluid to prevent hydrogen embrittlement.
4.PEEK
PEEK is easy to deform after absorbing moisture. It needs to be dried in an 80℃ oven for 4 hours before processing. Use air cooling during processing to avoid carbonization of the material.
5.Nylon (PA)
Nylon needs to be sealed and packaged after processing, and the humidity is controlled below 40%. Use sharp cutting edges for cutting tools to reduce burrs.
6.ABS
ABS should be stored at a temperature not exceeding 50℃ and avoid direct ultraviolet rays. Processing debris needs to be cleaned in time to prevent electrostatic adsorption pollution.
7.Carbon fiber (CFRP)
After carbon fiber processing, dust needs to be removed with a vacuum cleaner, and protective equipment should be worn to prevent skin irritation. Check the tool for wear every 30 minutes to avoid fiber delamination.
Why do some materials have higher prices but lower overall costs?
As a senior engineer at JS, I will use more than 20 years of work experience to analyze the core reasons for cost optimization of high-priced materials:
1.Material properties directly affect product life
JS has more than 50 material options, some of which are expensive but are more wear resistant, corrosion resistant or fatigue resistant. The life of parts made from such materials is often extended by 30%-50%, reducing the rate of replacement. We typically use transmission parts using high-strength alloys, which can have a life of up to 2.3 times normal materials.
2.There are differences in efficiency of processing
To play the material properties to their fullest extent, our company typically embraces costly, high-cutting-performance materials. According to production data, when using specific engineering plastics for batch processing, single piece processing time can be reduced by 18%, and the scrap rate can be dropped below 2%. This efficiency advantage is sufficient to offset the cost difference of the material.
3.Cost savings concealed
Our company employs ±0.005mm precision control, and the rate of product qualification can be up to 98% using high-quality materials. Comparative tests show that the rework rate of conventional materials under the same process will be raised to 12%, and additional costs such as testing and repair will be added.
4.Sustainable development factors
Although our eco-friendly composite products are more costly per unit, they are RoHS compliant and have 85% recyclability. These goods help customers save on waste disposal cost while meeting environmental certification levels of the market needed for export.
Comparison of data pertinent to JS company:
| Index | High priced material group | Ordinary Material Group |
| Average useful life (months) | 24 | 16 |
| Processing time per item (minutes) | 45 | 55 |
| Batch qualification rate | 98% | 88% |
| Annual maintenance frequency | 2.1 | 3.8 |
The comparative data are based on 217 JS similar projects' statistics in 2023. The data show that although high-cost material use increases the initial investment by 12%-15%, the life cycle cost can be reduced by 18%-22%. This kind of cost structure optimization effect is particularly prominent in the case of mass production. Our staff will provide customers with a quantitative analysis report of material selection based on specific working conditions.
Summary
Materials like metal, plastics and composite materials can be processed with CNC milling. The most common metal materials include aluminum alloy, stainless steel and titanium alloy, which are suitable for different industrial needs. 5 axis CNC milling technology can be applied to process complex parts with efficiency, and small CNC milling equipment is suitable for precision small parts production.
CNC milling turning composite processing technology can complete a number of processes on one machine and improve production efficiency. Materials selection should consider mechanical properties, processing difficulty and cost factors. The right material selection and processing methods can ensure product quality and reduce production costs. With the advancement of technology, the types of materials that can be processed by CNC milling are constantly expanding.

Disclaimer
The content on this page is for general reference only. JS Series makes no express or implied warranties regarding the accuracy, timeliness, or applicability of the information provided. Users should not assume that the product specifications, technical parameters, performance indicators, or quality commitments of third-party suppliers are completely consistent with the content displayed on this platform. The specific design feature, material standards, and process requirements of the product should be based on the actual order agreement. It is recommended that the purchaser proactively request a formal quotation and verify product details before the transaction. For further confirmation, please contact our customer service team for professional support.
JS Team
JS is an industry leading provider of customized manufacturing services, dedicated to providing customers with high-precision and high-efficiency one-stop manufacturing solutions. With over 20 years of industry experience, we have successfully provided professional CNC machining, sheet metal manufacturing, 3D printing, injection molding, metal stamping and other services to more than 5000 enterprises, covering multiple fields such as aerospace, medical, automotive, electronics, etc.
We have a modern factory certified with ISO 9001:2015, equipped with over 100 advanced five axis machining centers to ensure that every product meets the highest quality standards. Our service network covers over 150 countries worldwide, providing 24-hour rapid response for both small-scale trial production and large-scale production, ensuring efficient progress of your project.
Choosing JS Team means choosing manufacturing partners with excellent quality, precise delivery, and trustworthiness.
For more information, please visit the official website: jsrpm.com
FAQs
1.What is the general material used for CNC machining?
Common metal materials applied to CNC machining include aluminum alloy, stainless steel and titanium alloy, which are ideal for the manufacture of high-precision components. Engineering plastics such as nylon and PEEK can be generally used for insulation or light-weighted components. Copper alloy or carbon fiber composite materials can be selected for special purposes, taking into account conductivity and stiffness.
2.Is aluminum alloy suitable for CNC machining?
Aluminum alloy is extremely versatile for CNC machining. The material has the hardness of being in between, low cutting resistance, less wear on the tools while machining, and can achieve accuracy up to ±0.02mm. Standard models such as 6061 have a surface finish of Ra0.8μm following machining.
3.How to milling composite materials?
Composite milling requires diamond coating or PCD tools, spindle speed is set to 8,000-15,000 rpm, and the feed rate is controlled at 0.02-0.1mm/tooth. In machining, a vacuum cleaner is employed to remove dust in time, and air cooling system is used to prevent overheating of the resin, which can effectively prevent delamination and burr defects.
4.Which plastics are easiest to process?
ABS, POM and nylon are easiest to process. ABS is hard to cut and difficult to deform so it should be used to produce prototypes. POM is the stiffest and surface smoothness after processing can be up to Ra0.4μm. Nylon must exercise caution against its hygroscopicity and must dry at 80℃ for 4 hours before processing.
Resources

