

3D Printing technology is reshaping the logic of production with digital manufacturing. From rapid prototyping of industrial gears and custom skeletons for medical use to lightweight components for racing engines, it continues to push the boundaries of manufacturing. As a link between design and production, 3D printed models have become effective tools for validating creativity. JS provides professional 3D printing services covering FDM, SLA, SLS, and metal printing processes, supporting everything from prototype development to small batch production, and helping innovations land.
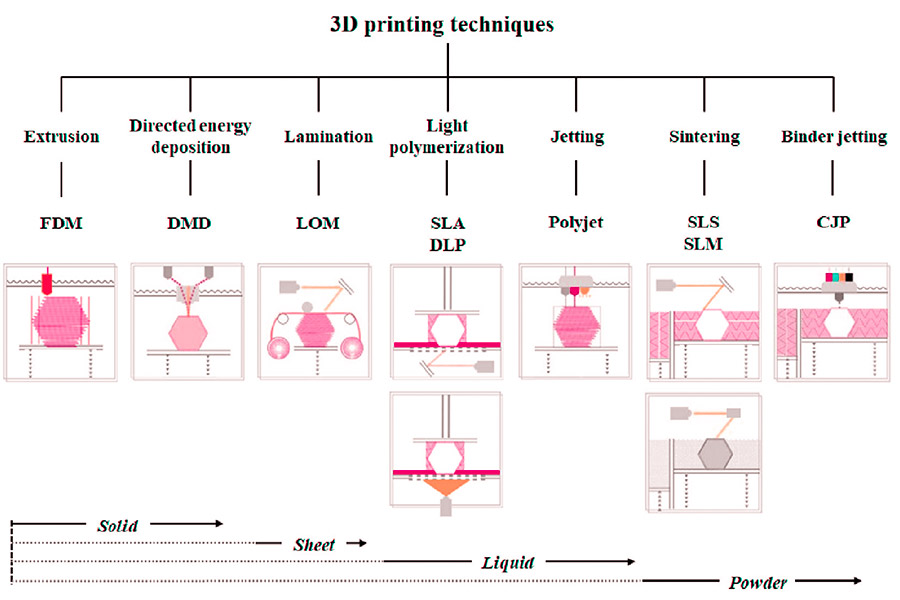
What are the types of 3D printing technologies?
1.Fused Deposition Modeling (FDM)
- Principle: Molten deposition molding, by heating plastic fiber layer by layer extrusion.
- Features: Low cost, suitable for rapid prototyping, the efficient production process of JS can optimize its speed.
- Principle: UV curing technology, liquid resin is formed by UV curing.
- Features: High accuracy (±0.05mm), smooth surface, suitable for complex structures, meet JS precision manufacturing requirements.
3.Selective Laser Sintering (SLS)
- How it works: Laser sintered nylon powder requires no support structure.
- Features: High strength, suitable for functional parts, JS's metal/composite material compatibility can expand its application range.
- How it works: Inkjet powder bed fusion, solidifying nylon powder layer by layer through melting and infrared heating.
- Features: High speed (3 times faster than SLS), high detail (±0.08mm), support for mass production of functional components, and the ability to adapt to JS for rapid production and cost optimization.
5.Selective Laser Melting (SLM)
- How it works: Metal powder laser melting for high-end manufacturing.
- Features: High accuracy (±0.02mm), high temperature resistance, JS's precision machining technology can further improve product quality.
Comparison of 3D Printing Technologies
| Technique type | Speed | Cost | Material type | Complexity processing capability | JS company's associated advantages |
| FDM | Medium | Low | Plastics such as PLA and ABS. | ★★★☆ | Efficient production process optimization speed. |
| SLA | Fast (DLP) | Centre | Photosensitive resin. | ★★★★☆ | High precision matching JS ±0.005mm standard. |
| SLS | Medium | Centre | Nylon, TPU and other powders. | ★★★★☆ | Supporting the expansion of metal/composite applications. |
| MJF | Extremely fast | Medium-high | Nylon (PA12/PA11). | ★★★★★ | Batch production efficiency improvement for fast delivery. |
| SLM | Slow | Tall | Metal powder (titanium, stainless steel). | ★★★★★ | Precision machining technology ensures high complexity of parts. |
- Rapid delivery can be achieved in 1-2 weeks using MJF technology, which improves production efficiency by up to 3 times compared to conventional SLS.
- The combination of MJF, SLA and JS's ±0.005mm precision machining capability ensures that components meet stringent standards in aerospace, medical, and other fields.
- MJF technology reduces material waste through batch sintering, which, combined with JS's process optimization, reduces customer costs by an average of 20%.
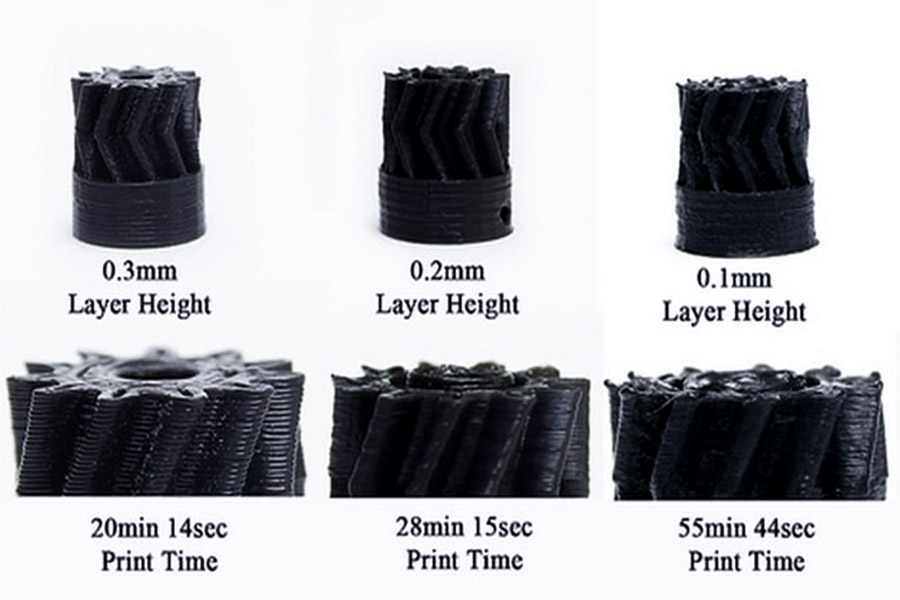
What is the effect of FDM printing layer thickness on strength?
Relationship between layer thickness and mechanical strength
1.The thicker the layer, the weaker the interlayer adhesion
- In FDM printing, each layer of molten plastic needs to be completely bonded to the previous layer. If the layer is thick (e.g. 0.3mm or more), the area of contact between the layer and the layer decreases, which may lead to a decrease in adhesion, especially when the direction of force is parallel to the pattern of the layer (e.g. tensile testing).
- Optimization suggestion: JS company defaults to a thin layer thickness of 0.1-0.2mm in printing service for high load-bearing components and improves overall strength by increasing the area of contact between layers.
2.The thicker the layer, the the denser structure
- Smaller layer thickness,such as 0.05mm, reduce the gap between layers, making the surface smoother and the internal structure more uniform. This density helps to disperse stress and avoid local weaknesses, thus increasing impact resistance.
- JS Case: During the printing service of aerospace parts, JS controls the thickness of the printing layer the micrometer level to ensure that the components meet aerospace strength standards.
Effect of layer thickness on printing direction
- The strength of FDM parts is anisotropic, that is, along the printing direction (Z-axis) is usually stronger than the vertical direction (XY axis). If the loading direction is perpendicular to the layer, thin layer printing reduces the risk of layering, while thick layers may break due to weak connections between thin layers.
- Solution: JS's professional engineering team will recommend the most optimal combination of printing direction and thickness to maximize structural strength based on product design requirements.
Balance between layer thickness and material properties
1.Thick layers save material but sacrifice strength
- Thick layers print quickly and use less consumables, making them suitable for rapid prototyping, but they may lack strength due to interlayer defects. For example, when printing ABS plastic with a 0.3mm layer thickness, the tensile strength may be 15%-20% lower than that of a 0.1mm layer thickness.
- Cost optimization: JS's printing service uses intelligent algorithms to automatically recommend the most economical layer thickness solution while ensuring strength, saving customers more than 30% of material costs.
2.Thin layers add strength but take longer to print
- Thin-layer printing can improve strength, but the printing time is obviously increased. For example, 0.05mm layer requires six times the length of 0.3mm layer.
- Printing service time guaranteed: JS uses an industrial multi-nozzle printer cluster, so even if you opt for ultra-thin layers, you can ship within the promised 1-2 weeks.
Layer thickness selection in actual applications
1.Functional parts vs. display parts
- Functional parts (such as tool handles, mechanical parts): 0.1-0.2mm layer thickness is recommended, taking into account both strength and efficiency.
- Display parts (such as appearance models): 0.3mm layer thickness can be selected to reduce costs and speed up delivery.
- Customized service: JS provides free technical consultation and dynamically adjusts layer thickness parameters according to customer needs.
2.Material property adaptation
- PLA/ABS: Conventional layer thickness is 0.1-0.3mm, and thin layers can improve detail performance.
- Nylon/composite materials: 0.05-0.15mm layer thickness is recommended to enhance toughness.
- Printing Service material library: JS supports printing of 50+ materials, and each material has been tested for layer thickness to ensure optimal strength performance.
What parameters determine the SLA printing resolution?
Core Parameters Affecting SLA printing resolution
1.Type of light source and speckle size
- Laser light source: Spot diameter is generally 10-100 microns, suitable for jewelry, dentistry and other high-precision models.
- DLP light source: A speck of light is projected through a digital projector, and pixel size determines resolution (e.g. 50-100 microns for 2K/4K projection).
- Impact: The smaller the speckle size, the better the X/Y axis details, but printing time may increase.
2.Scanning speed and exposure time
- The slower the scanning speed, the higher the exposure energy per unit area, the deeper the cure; if the scan is too fast, the cure may be incomplete.
- Optimization direction: Dynamic adjustment of scanning speed (e.g. reduction of detail scanning speed) based on model complexity.
3.Layer thickness (Z-axis resolution)
- Layer thickness range ranges from 25 to100 microns. The thinner the layer thickness, the clearer the details of the Z axis, but the printing time increases linearly.
- For example, 50 microns for rapid prototyping and 25 microns for precision parts.
4.Resin properties
- Viscosity: Low-viscosity resins has good fluidity, easy to fill small structures, but curing speed needs to be balanced.
- Photosensitivity: High-photosensitivity resins is sensitive to light and can solidify at low energy, reducing the risk of thermal deformation.
5.Model geometry complexity
- Overhanging structures and holes require additional support or layered strategy adjustments, which can be at the expense of local resolution.
- Optimization method: Adaptive support structure is generated by model slicing software.
Parameter comparison and optimization suggestion table
| Parameters | Impact on resolution | Optimization direction | Typical value |
| Light source type | Laser > DLP (laser has higher precision at the same resolution). | Choose laser for precision models and DLP for mass production. | Laser: 50μm / DLP: 100μm |
| Spot size | The smaller the spot, the clearer the details. | Use high-precision laser heads or 4K DLP projection. | 50μm (laser) |
| Scanning speed | The slower the speed, the more complete the curing. | Reduce speed in fine areas (e.g. 0.1mm/s) and speed up in large areas. | 50-200mm/s |
| Layer thickness | The layer thickness is halved and the Z-axis resolution is increased by 4 times. | Use thin layers (25μm) for precision parts and thick layers (100μm) for speed increase. | 50μm (standard) |
| Resin viscosity | Low viscosity improves fluidity and detail filling ability. | Use special resins (e.g. transparent resins with viscosity ≤1500cP). | 500-2000cP |
| Model overhang angle | If the angle is too small, dense support is required, and blocking the light affects the curing. | Avoid <45° overhangs or add auxiliary supports in the design. | ≥60° (unsupported) |
By properly selecting parameter combinations, the 3D printing model can achieve precise manufacturing from concept verification to functional prototypes.
Which printing technology is more stable in high temperature environments?
1.3D printing of metallic materials (high temperature environment preferred)
SLM/DMLS (selective laser melting/sintering)
- Heat resistance: Materials such as titanium alloy (Ti6Al4V, melting point 1668°C) and nickel-based superalloys (Inconel 718, melting point 1390°C) can withstand high temperatures for longer than 600° C.
- Stability: The laser melts the metal powder layer by layer, the tissue is compact, and the resistance to creep is strong.
- 3D printing service support: Printing shops reduce residual stress and prevent thermal deformation by optimizing laser power, scanning speed and cooling strategies.
2.Ceramic 3D printing technology (ultra-high temperature resistance potential)
SLA/DLP (light-curing ceramics)
- Heat resistance: Alumina (Al2O3, melting point 2050°C) and zirconium oxide (ZrO2, melting point 2700°C) ceramics can withstand temperatures above 1500°C.
- Stability: Ceramic blanks require high temperature sintering (above 1600°C), density is close to theoretical values, and thermal expansion coefficient low.
- 3D Printing Service Support: Printers provide a complete range of services from printing to degreasing and sintering to ensure that ceramic parts are fissure-free and size stable.
3.High-Performance engineering plastic 3D Printing
FDM (Molten deposition modeling)
- Heat resistant materials: PEEK (melting point 343°C), ULTEM (melting point 335°C) and other special engineering plastics.
- Stability: PEEK retains strength after prolonged use at 260°C, but printing temperature (280-320°C) and cooling conditions need to be optimized.
- 3D printing service support: Printing shops use industrial-grade FDM equipment (such as Stratasys Fortus series) with thermostats to reduce warping.
SLS (selective laser sintering)
- Heat resistance: Nylon + fiberglass/carbon fiber composites with a short-term temperature resistance of up to 180°C.
- Stability: Laser sintering is compact, but oxidizes easily at high temperature for a long time and requires surface coating protection.
- 3D printing service support: Printing shops provide material modification services (such as adding flame retardants) to improve temperature resistance.
- Advantages: Plastic 3D printing is low cost, short cycle time, suitable for medium and high temperature environments (e.g. automobile intake manifolds, electronic radiator, etc.).
Technology selection recommendations for high temperature scenarios
| Scene temperature | Recommended Technology | Core advantages | Key capabilities of printing shops |
| 600-1000℃ | Metal SLM/DMLS. | High strength and creep resistance. | Laser equipment, vacuum environment, heat treatment. |
| 1000-1500℃ | Ceramic SLA/DLP. | Ultra high temperature resistance and corrosion resistance. | Specialized ceramic materials and high-temperature sintering process. |
| 200-600℃ | PEEK FDM, Nylon SLS. | Economy and lightweight. | Industrial grade equipment and material modification. |
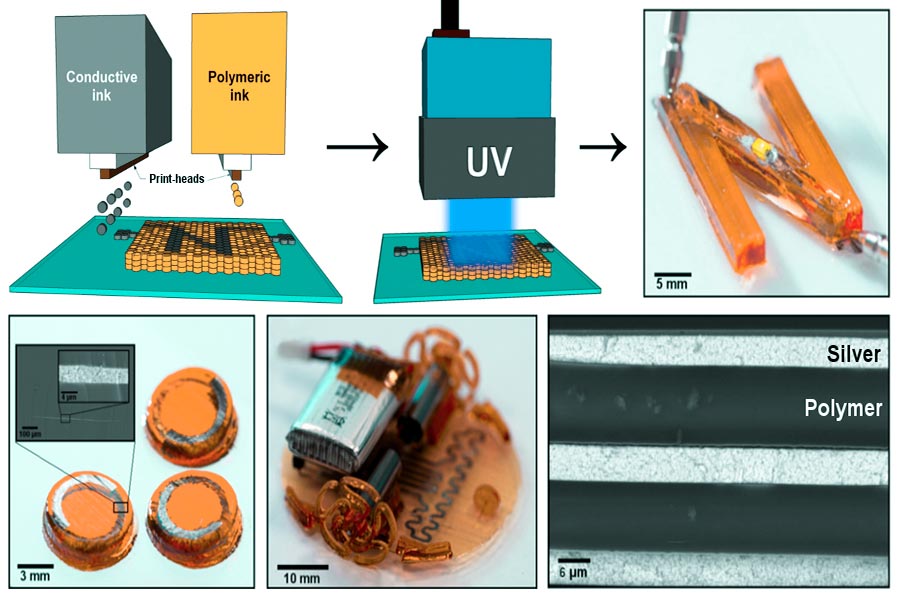
How to achieve layered stacking in 3D ink jet printing?
Ink jet printing technology is by layering liquid material on top of each other to create three-dimensional objects. Its core lies in high high-precision jetting and curing control. Specific implementation steps and key technologies are as follows:
1.Preparation of materials: Adaptation of liquid media
- Photosensitive resin: The most commonly used material that requires fast curing and high viscosity stability.
- Support material: Water-soluble or fusible material used to temporarily support complex structures.
- Ink jet printing optimization: The injection accuracy of the nozzle (usually 20-100 microns in diameter, for example) needs to be adjusted by adjusting parameters such as viscosity of the material and surface tension.
2.Ink jet print head: Precision droplet injection
Piezoelectric drive or thermal foaming technology:
- Piezoelectric ceramics: The piezoelectric ceramic deformed by voltage changes, and ink cavity are compressed to produce tiny droplets.
- Thermal foaming: Local heating of ink to form bubbles, promote droplet spray.
- Multi-nozzle collaboration: Industrial-grade inkjet print heads integrate hundreds of nozzles to achieve a single sweep over a large area.
- Layered path planning: Software slices 3D models into 2D segments, and the inkjet head spray layers of material along the path.
3.Layer by layer stacking: droplet solidification molding
- Photocuring (UV/LED):
- After each layer of liquid resin is sprayed, solidify with UV light or LED light immediately to form a solid thin layer.
- Accurate control: Light intensity and exposure time need to be matched to the solidification characteristics of the material (e.g. SLA/DLP technology).
- Thermal curing: Some materials (such as some nylon powder binders) are heated to initiate cross-linking reactions.
- Multi-layer stacking: Repeat spray curing process until three-dimensional structure is complete (layer thickness is usually 20-100 microns).
4.Post-treatment: enhancement and surface optimization
- Support structure removal: Dissolve or melt temporary support material.
- Surface treatment: Grinding, sanding or chemical polishing to eliminate step effect.
- Late-stage maintenance: Some materials require secondary curing to improve mechanical performance.
How to choose supporting materials for complex 3D printing models?
1.Structural adaptation principle
Overhang structure (>45°):
- PVA/HIPS: Soluble scaffold for water solubility or solvent removal.
- Example: In 3D models printing of inclined bridges, PVA support can be removed by water solubility to prevent tool damage to detail.
Bridge structure (long span):
- ABS/nylon support rods: High temperature resistant to breakage during printing (such as robotic arm model).
- For example, HIPS support can withstand high temperatures when printing grids in 3D models printing to prevent breakage during printing.
2.Matching and separation of materials
Easy peel combination:
- PLA+PVA: Low adhesion, smooth finish.
- Example: The 3D models printing transparent resin model matched the PVA support and dissolved in water without residue.
Chemical dissolution combination:
ABS+HIPS: Lemonin is needed to dissolve the scaffold and is suitable for complex internal parts such as gear components.
3.Actual performance requirements
- Heat Scenario: Ceramic/metal supports: high temperature resistant (e.g. titanium alloy printing) requiring mechanical peeling.
- Shrinkage control: The material shrinkage rate of the supporting material is closer to that of the model material (e.g. PETG + PETG support).
4.Post-treatment efficiency
Quick removal:
- Water-soluble (PVA): Suitable for medium and small size printing, shortening post-treatment time (medium and small size preferred).
- Manual peeling (TPU): Low cost but requires fine handling.
Environmental Protection Plan: It is advisable to select biodegradable scaffolds (e.g. PBDE-based biodegradable materials) to reduce waste liquid treatment costs.
5.Printer adaptation
FDM equipment:
- Co-Supported: PLA/PVA/HIPS, optimize separation effect, optimized separation by adjusting nozzle temperature.
- Example: 3D models printing hollow spheres with HIPS support, acetone vapor smooth surface.
SLA/DLP equipment:
- Supported by soluble resin, it was cured by ultraviolet light and then soaked and removed directly.
- For example, when 3D models printing precision gears, resin supports retain microscopic detail.
Can JS achieve functionally graded components through multi material 3D printing?
1.Multi-material printing technology support
JS's 3D printing services include MJF and composite metal/ceramic printing technologies, which can switch different materials (e.g. metal-ceramic, carbide-polymer) during the same printing process to achieve continuous or segmented gradient changes in material composition.
2.Material compatibility and gradient design
Through JS's 3D printing services, customers can choose from a variety of material combinations, including metals, ceramics and composites, and freely design the microstructure of functional gradient components (such as abrasionresistant + substrate layer).
3.Process optimization and performance assurance
JS's industrial-grade equipment supports thickness control (±0.005mm) and temperature management to ensure uniform interface bonding strength and gradient transition across different materials and meet extreme working conditions such as high temperature and pressure.
For areas such as aerospace and medical devices, JS's team can provide a full range of services, from material selection and gradient structure design to reprocessing, such as:
- Aerospace engine parts: Titanium alloy substrate gradient structure + ceramic thermal barrier coating.
- Orthopedic implants: Metal skeleton biomimetic design + bioactive ceramic coating.
Summary
As a disruptive technology, 3dprinting continues to drive change in manufacturing with its diverse process types (e.g. FDM, SLA, metal printing, etc.) and a wide range of application scenarios (from industrial manufacturing to medical innovation). Whether it is the efficient production of complex functionally gradient parts or the rapid iteration of custom models, 3D printing services demonstrate irreplaceable flexibility and economy. Technology service providers represented by JS have further lowered the technology threshold by integrating multi-material printing, precision process control and industry-wide chain support, allowing businesses to focus on design innovation and value creation.

Disclaimer
The content on this page is for general reference only. JS Series makes no express or implied warranties regarding the accuracy, timeliness, or applicability of the information provided. Users should not assume that the product specifications, technical parameters, performance indicators, or quality commitments of third-party suppliers are completely consistent with the content displayed on this platform. The specific design feature, material standards, and process requirements of the product should be based on the actual order agreement. It is recommended that the purchaser proactively request a formal quotation and verify product details before the transaction. For further confirmation, please contact our customer service team for professional support.
JS Team
JS is an industry leading provider of customized manufacturing services, dedicated to providing customers with high-precision and high-efficiency one-stop manufacturing solutions. With over 20 years of industry experience, we have successfully provided professional CNC machining, sheet metal manufacturing, 3D printing, injection molding, metal stamping and other services to more than 5000 enterprises, covering multiple fields such as aerospace, medical, automotive, electronics, etc.
We have a modern factory certified with ISO 9001:2015, equipped with over 100 advanced five axis machining centers to ensure that every product meets the highest quality standards. Our service network covers over 150 countries worldwide, providing 24-hour rapid response for both small-scale trial production and large-scale production, ensuring efficient progress of your project.
Choosing JS Team means choosing manufacturing partners with excellent quality, precise delivery, and trustworthiness.
For more information, please visit the official website: jsrpm.com
FAQs
1.Does SLS printing require support?
SLS printing usually does not require support. The unsintered nylon powder will naturally envelop the model to avoid collapsing in the air. Only a few complex designs require a small amount of ancillary support, which greatly simplifies the reprocessing process.
2.Which technology is suitable for printing transparent parts?
SLA technology is suitable for printing transparent parts. It uses photosensitive resin that hardens under UV light. The surface is smooth and transparent. Suitable for making high precision transparent model (such as optical parts).
3.What does the layer thickness of FDM affect?
The thickness of FDM layer influences surface smoothness, printing time and printing strength. The thicker the layer, the more visible the pattern, the faster the printing, but the intensity may be reduced.
4.How big a part can 3D printing make?
Industrial-grade 3D-printing devices can manufacture large parts of meters (such as aerospace parts), while desktop devices are usually limited to a few dozen centimeters and are suitable for small models or prototypes.
Resources

