

3D Printing Technology تعيد تشكيل منطق الإنتاج مع التصنيع الرقمي. FDM و SLA و SLS وعمليات الطباعة المعدنية ، ودعم كل شيء من تطوير النموذج الأولي إلى إنتاج الدُفعات الصغيرة ، ومساعدة الابتكارات.
 ما هي أنواع تقنيات الطباعة ثلاثية الأبعاد؟
ما هي أنواع تقنيات الطباعة ثلاثية الأبعاد؟
1.fused نمذجة الترسب (FDM)
- المبدأ: صب الترسب المنصهر ، عن طريق تسخين طبقة الألياف البلاستيكية بواسطة بثق الطبقة.
- الميزات: التكلفة المنخفضة ، مناسبة للنمط الأولي السريع ، فإن عملية الإنتاج الفعالة لـ JS يمكن تحسينها.
2.Stereolithography (SLA)
- المبدأ: تقنية المعالجة بالأشعة فوق البنفسجية ، يتم تشكيل الراتنج السائل بواسطة UV Curing.
- الميزات: الدقة العالية (± 0.05 مم) ، السطح الأملس ، مناسب للهياكل المعقدة ، تلبية متطلبات تصنيع الدقة JS.
3. data-len = "32" data-V-7B79C893 = ""> تلبيس الليزر الانتقائي (SLS)
-
الميزات: القوة العالية ، مناسبة للأجزاء الوظيفية ، يمكن لتوافق المواد المعدنية/المركب JS توسيع نطاق التطبيق.
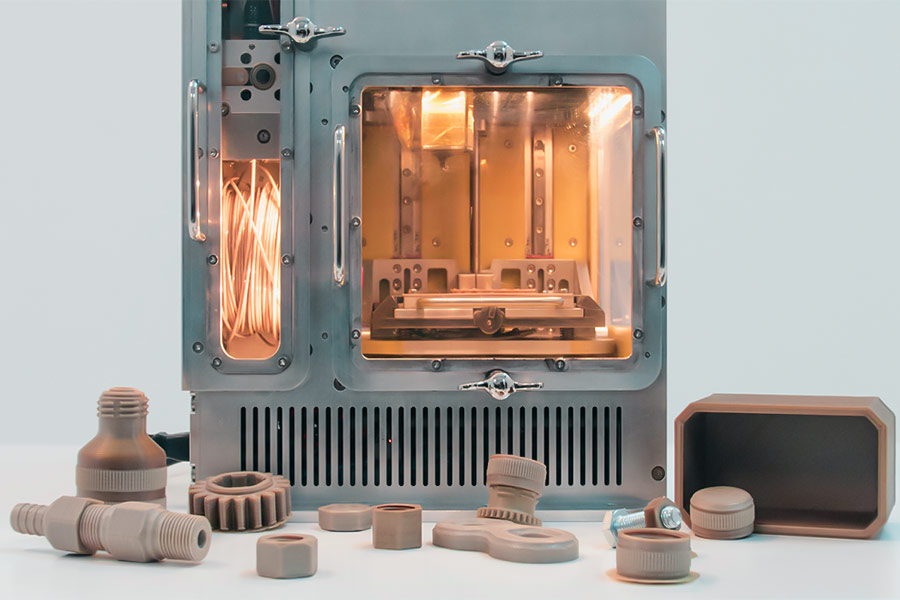
- الميزات: الدقة العالية (± 0.02 مم) ، مقاومة درجات الحرارة العالية ، يمكن أن تزيد تقنية الآلات الدقيقة من JS.
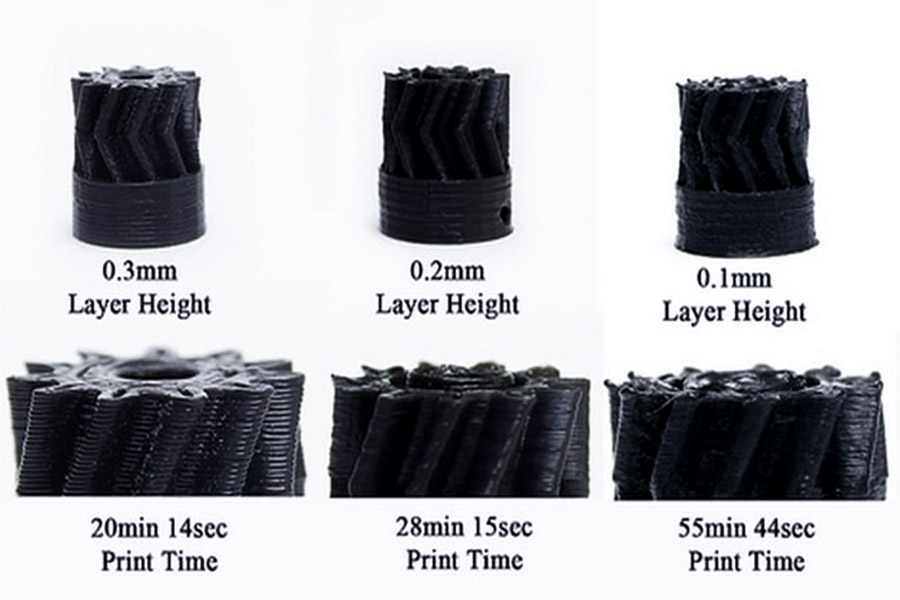
ما هو تأثير سمك طبقة الطباعة FDM على القوة؟
نوع التقنية
السرعة
التكلفة
نوع المادة
قدرة معالجة التعقيد
المزايا المرتبطة بشركة JS
fdm
medium
low
plastics مثل PLA و ABS.
★★★ ☆
سرعة تحسين عملية الإنتاج الفعالة.
SLA
fast (dlp)
Center
resin pintivality.
★★★★ ☆
Standard عالي الدقة ± 0.005 مم.
SLS
medium
Center
nylon ، tpu وغيرها من المساحيق.
★★★★ ☆
دعم توسيع التطبيقات المعدنية/المركبة.
mjf
سريع للغاية
متوسطة عالية
nylon (pa12/pa11).
★★★★★
تحسين كفاءة إنتاج الدُفعات للتسليم السريع.
SLM
Slow
طويل
مسحوق المعادن (التيتانيوم ، الفولاذ المقاوم للصدأ).
★★★★★
تقنية الآلات الدقيقة تضمن تعقيدًا كبيرًا للأجزاء.
class = "sendence" data-translateid = "85AD64C12E101BA6FC62E5634C23F37C" data-pos = "0" data-len = "57" data-V-7B79C893 = "" SPAN-V-7B79C893 = "" التصاق
- في طباعة FDM ، يجب ربط كل طبقة من البلاستيك المصلي بالطبقة السابقة تمامًا.
- اقتراح التحسين: JS تتعرض شركة JS إلى سماكة طبقة رقيقة من 0.1-0.2 مم في خدمة الطباعة
data-pos = "0" data-len = "3" data-V-7B79C893 = ""> 2. الطبقة السميكة ، وهيكل كثافة
- سمك الطبقة الأصغر ، مثل 0.05 مم ، تقليل الفجوة بين الطبقات ، مما يجعل السطح أكثر سلاسة والبنية الداخلية أكثر موحدة. JS الحالة: أثناء الطباعة Service من أجزاء الفضاء الجوي ، يتحكم JS في سماكة طبقة الطباعة مستوى الميكرومتر لضمان أن المكونات تلبي معايير قوة الفضاء.
التوازن بين سماكة الطبقة وخصائص المواد
1. تحفظ الطبقات ذات المادة ولكن قوة التضحية
- طباعة الطبقات السميكة بسرعة واستخدام أقل مستهلكات ، مما يجعلها مناسبة للنماذج الأولية السريعة ، لكنها قد تفتقر إلى القوة بسبب عيوب الطبقة البينية. على سبيل المثال ، عند طباعة البلاستيك ABS بسمك طبقة 0.3 مم ، قد تكون قوة الشد 15 ٪ -20 ٪ من سماكة طبقة 0.1 ملم.
- تحسين التكلفة: تستخدم خدمة الطباعة JS خوارزميات ذكية إلى توصي تلقائيًا بحل سمك الطبقة الأكثر اقتصادا مع ضمان القوة ، وتوفير العملاء أكثر من 30 ٪ من تكاليف المواد.
- طباعة الطباعة الرقيقة يمكن أن تحسن القوة ، ولكن من الواضح أن وقت الطباعة يزداد.
- وقت خدمة الطباعة مضمون: تستخدم JS مجموعة طابعة صناعية متعددة الأرق
اختيار سمك الطبقة في التطبيقات الفعلية
1. الأجزاء الوظيفية مقابل أجزاء العرض
- الأجزاء الوظيفية (مثل مقابض الأدوات ، الأجزاء الميكانيكية): يوصى بسمك الطبقة 0.1-0.2 مم ، مع مراعاة كل من القوة والكفاءة.
- أجزاء العرض (مثل نماذج المظهر): يمكن تحديد سمك الطبقة 0.3 مم لتقليل التكاليف وتسريع التسليم.
- خدمة مخصصة: يوفر JS استشارة فنية مجانية ويعدل بشكل ديناميكي معلمات سمك الطبقة وفقًا لاحتياجات العملاء.
2. التكيف الخاص بالممتلكات
- PLA/ABS: سماكة الطبقة التقليدية هي 0.1-0.3 مم ، ويمكن للطبقات الرقيقة تحسين أداء التفاصيل.
- مواد نايلون/مركبة: 0.05-0.15 ملم ، يوصى بسماكة الطبقة لتعزيز الصلابة.
- مكتبة مواد الخدمة: تدعم JS طباعة أكثر من 50 مادة ، وتم اختبار كل مادة لسمك الطبقة لضمان أداء القوة الأمثل.
ما هي المعلمات التي تحدد دقة طباعة SLA؟
class = "sendence" data-translateid = "ffe4b3c216a21b0c77872d309cf51e13" data-pos = "0" data-len = "3" data-V-7B79C893 = "" " مقارنة المعلمة والمعلمة جدول اقتراح التحسين By properly selecting parameter combinations, the 3D printing model can achieve precise manufacturing from concept verification to functional prototypes. 1.3D printing of metallic materials (high temperature environment preferred) SLM/DMLS (selective laser melting/sintering) 2.Ceramic 3D printing technology (ultra-high temperature resistance potential) SLA/DLP (light-curing ceramics) 3.High-Performance engineering plastic 3D Printing FDM (Molten deposition modeling) SLS (selective laser sintering) Technology selection recommendations for high temperature scenarios Ink jet printing technology is by layering liquid material on top of each other to create three-dimensional objects. Its core lies in high high-precision jetting and curing control. Specific implementation steps and key technologies are as يلي: 1.Preparation of materials: Adaptation of liquid media 2.Ink jet print head: Precision droplet injection Piezoelectric drive or thermal foaming technology: 3.Layer by layer stacking: droplet solidification molding 4.Post-treatment: enhancement and surface optimization 1.Structural adaptation principle Overhang structure (>45°): Bridge structure (long span): 2.Matching and separation of materials Easy peel combination: Chemical dissolution combination: ABS+HIPS: Lemonin is needed to dissolve the scaffold and is suitable for complex internal parts such as gear components. 3.Actual performance requirements 4.Post-treatment efficiency Quick removal: Environmental Protection Plan: It is advisable to select biodegradable scaffolds (e.g. PBDE-based biodegradable materials) to reduce waste liquid treatment costs. 5.Printer adaptation FDM equipment: SLA/DLP equipment: 1.Multi-material printing technology support JS's 3D printing services include MJF and composite metal/ceramic printing technologies, which can switch different materials (e.g. metal-ceramic, carbide-polymer) during the same printing process to achieve continuous or segmented gradient changes in material composition. 2.Material compatibility and gradient design Through JS's 3D printing services, customers can choose from a variety of material combinations, including metals, ceramics and composites, and freely design the microstructure of functional gradient components (such as abrasionresistant + substrate layer). 3.Process optimization and performance assurance JS's industrial-grade equipment supports thickness control (±0.005mm) and temperature management to ensure uniform interface bonding strength and gradient transition across different materials and meet extreme working conditions such as high temperature and pressure. 4.Customized solutions For areas such as aerospace and medical devices, JS's team can provide a full range of services, from material selection and gradient structure design to reprocessing, such as: As a disruptive technology, 3dprinting continues to drive change in manufacturing with its diverse process types (e.g. FDM, SLA, metal printing, etc.) and a wide range of application scenarios (from industrial manufacturing to medical innovation). Whether it is the efficient production of complex functionally gradient parts or the rapid iteration of custom models, 3D printing services demonstrate irreplaceable flexibility and economy. Technology service providers represented by JS have further lowered the technology threshold by integrating multi-material printing, precision process control and industry-wide chain support, allowing businesses to focus on design innovation and value creation. The content on this page is for general reference only. JS Series makes no express or implied warranties regarding the accuracy, timeliness, or applicability of the information provided. Users should not assume that the product specifications, technical parameters, performance indicators, or quality commitments of third-party suppliers are completely consistent with the content displayed on this platform. The specific design feature, material standards, and process requirements of the product should be based on the actual order agreement. It is recommended that the purchaser proactively request a formal quotation and verify product details before the transaction. For further confirmation, please contact our customer service team for professional support. JS is an industry leading provider of customized manufacturing services, dedicated to providing customers with high-precision and high-efficiency one-stop manufacturing solutions. With over 20 years of industry experience, we have successfully provided professional CNC machining, sheet metal manufacturing, 3D printing, injection molding, metal stamping and other services to more than 5000 enterprises, covering multiple fields such as aerospace, medical, automotive, electronics, etc. We have a modern factory certified with ISO 9001:2015, equipped with over 100 advanced five axis machining centers to ensure that every product meets the highest quality standards. Our service network covers over 150 countries worldwide, providing 24-hour rapid response for both small-scale trial production and large-scale production, ensuring efficient progress of your project. Choosing JS Team means choosing manufacturing partners with excellent quality, precise delivery, and trustworthiness. 1.Does SLS printing require support? SLS printing usually does not require support. The unsintered nylon powder will naturally envelop the model to avoid collapsing in the air. Only a few complex designs require a small amount of ancillary support, which greatly simplifies the reprocessing process. 2.Which technology is suitable for printing transparent parts? SLA technology is suitable for printing transparent parts. It uses photosensitive resin that hardens under UV ضوء. The surface is smooth and transparent. Suitable for making high precision transparent model (such as optical parts). 3.What does the layer thickness of FDM affect? The thickness of FDM layer influences surface smoothness, printing time and printing strength. The thicker the layer, the more visible the pattern, the faster the printing, but the intensity may be reduced. 4.How big a part can 3D printing make? Industrial-grade 3D-printing devices can manufacture large parts of meters (such as aerospace parts), while desktop devices are usually limited to a few dozen centimeters and are suitable for small models or prototypes.
المعلمات
تأثير على الدقة
اتجاه التحسين
القيمة النموذجية
نوع مصدر الضوء
laser> dlp (ليزر له دقة أعلى في نفس الدقة).
اختر الليزر لنماذج الدقة و DLP للإنتاج الضخم.
الليزر: 50μm / dlp: 100μm
حجم البقعة
أصغر البقعة ، وأكثر وضوحًا التفاصيل.
استخدم رؤوس الليزر عالية الدقة أو عرض 4K DLP.
50μm (ليزر)
سرعة المسح
أبطأ السرعة ، وأكثر إكمال المعالجة.
قلل السرعة في المناطق الدقيقة (على سبيل المثال 0.1 مم/ثانية) وتسريع في مساحات كبيرة.
50-200mm/s
Layer thickness
The layer thickness is halved and the Z-axis resolution is increased by 4 times.
Use thin layers (25μm) for precision parts and thick layers (100μm) for speed increase.
50μm (standard)
Resin viscosity
Low viscosity improves fluidity and detail filling ability.
Use special resins (e.g. transparent resins with viscosity ≤1500cP).
500-2000cP
Model overhang angle
If the angle is too small, dense support is required, and blocking the light affects the curing.
Avoid <45° overhangs or add auxiliary supports in the design.
≥60° (unsupported)
Which printing technology is more stable in high temperature environments?
Scene temperature
Recommended Technology
Core advantages
Key capabilities of printing shops
600-1000℃
Metal SLM/DMLS.
High strength and creep resistance.
Laser equipment, vacuum environment, heat treatment.
1000-1500℃
Ceramic SLA/DLP.
Ultra high temperature resistance and corrosion resistance.
Specialized ceramic materials and high-temperature sintering process.
200-600℃
PEEK FDM, Nylon SLS.
Economy and lightweight.
Industrial grade equipment and material modification.
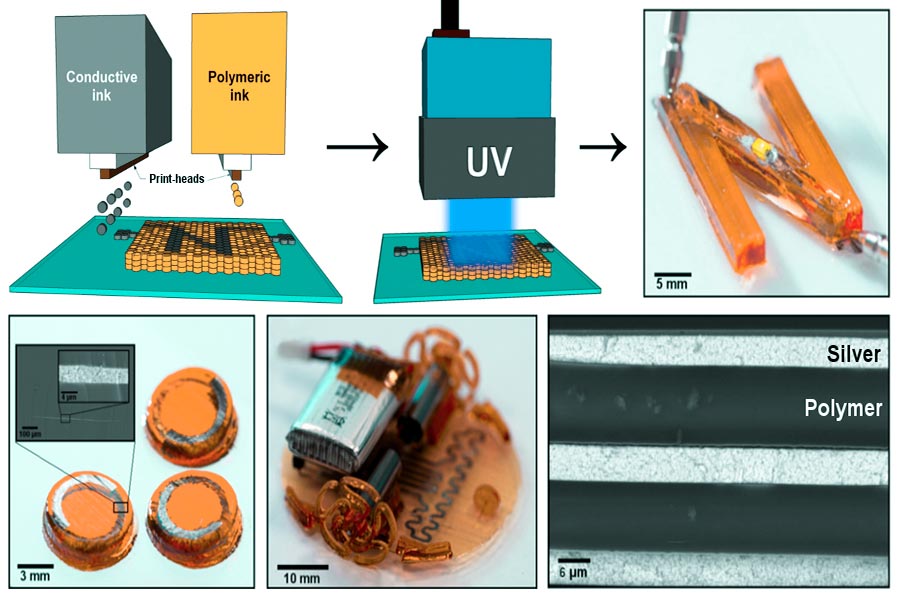
How to achieve layered stacking in 3D ink jet printing?
How to choose supporting materials for complex 3D printing models?
Can JS achieve functionally graded components through multi material 3D printing?
Summary

Disclaimer
JS Team
For more information, please visit the official website: jsrpm.comFAQs
Resources

